合理选择大截面锻件FM拔长时的砧型、砧宽比和压下量
2012-09-25王敬禹刘建红徐明昊
李 姣 王敬禹 刘建红 徐明昊 刘 颖
(天津重型装备工程研究有限公司,天津 300457)
FM法即中心无拉应力锻造法,所用砧型为上平砧、下平台。由于不对称的砧型配置,锻压坯料内部产生不对称变形,心部拉应力位置下移,这样钢锭心部缺陷较多的部位将避开拉应力的破坏作用[1],在锻造过程中有利于钢锭心部孔洞缺陷的锻合。因其具有变形压下量小、变形范围区较大的优点,因而在锻造拔长工艺中被广泛使用[2]。
FM法不足之处是锻件不对称变形导致外形产生翘曲。如果材料塑性较差,单砧变形压下量较大时锻件表面容易产生裂纹和折伤,直接影响锻件质量[3]。而且实心锻件横截面积有日渐增加的趋势,目前最大截面直径达到∅3 000 mm左右。大截面钢锭在凝固过程中极易在钢锭心部产生严重的成分偏析、夹杂、气体、缩孔和疏松等原始缺陷,若不能有效消除这些原始缺陷,就会造成锻件报废,带来巨大的经济损失。因此选择合理的砧型、砧宽比和压下量来压实锻件心部缺陷显得尤为重要。
本文通过对比不同砧型、砧宽比和压下量对锻件心部等效应变值的影响,得出更适合大截面锻件FM拔长的工艺参数。
1 建立有限元模型
坯料尺寸为3 500 mm×3 800 mm。分别选取1 500 mm(砧宽比0.4)、1 800 mm(砧宽比0.5)、2 100 mm(砧宽比0.6)、2 400 mm(砧宽比0.7)四种砧宽;砧型为无锥面、单锥面、双锥面三种;压下量取10%、15%、20%、25%四种。分别为三种砧型取代号A、B、C(下文同),其形状示意图如图1所示。坯料的材质选择30CrNiMo8,参考温度为1 250℃,砧子材料为H-13,砧子与坯料间摩擦系数为0.7。
2 不同砧型的对比
2.1 三种砧型单砧压下时等效应力对比
在相同的砧宽比和压下量下,对比A、B、C三种砧型单砧压下时锻件心部等效应力值。以A砧型为例,单砧压下时坯料等效应力分布如图2所示。分别提取三种砧型单砧压下后锻件心部P1~P7点的等效应力值列入表1。从表1可以看岀,单砧压下时,三种砧型所对应的锻件心部等效应力值相同或者相差甚微。可见,砧型对锻件心部等效应力的分布没有太大影响。

图1 A、B、C三种砧型示意图Figure 1 Schematic diagram of three anvil types

图2 A砧型单砧压下时等效应力分布图 图3 A砧型单砧压下时等效应变分布图
Figure 2 The equivalent stress distribution map of Figure 3 The equivalent strain distribution map of A anvil type after single anvil pressing A anvil type after single anvil pressing
2.2 三种砧型单砧压下时等效应变对比
在相同的砧宽比和压下量下,对比A、B、C三种砧型单砧压下时锻件心部的等效应变值。同样以A砧型为例,单砧压下时坯料等效应变分布如图3所示。分别提取三种砧型单砧压下时锻件心部P1~P7点的等效应变值并绘制岀图4。由图4可以看岀,单砧压下时,三种砧型对应的锻件心部等效应变值相差不大。可见,砧型对锻件心部等效应变分布几乎没有影响。
2.3 三种砧型对锻件表面质量的影响
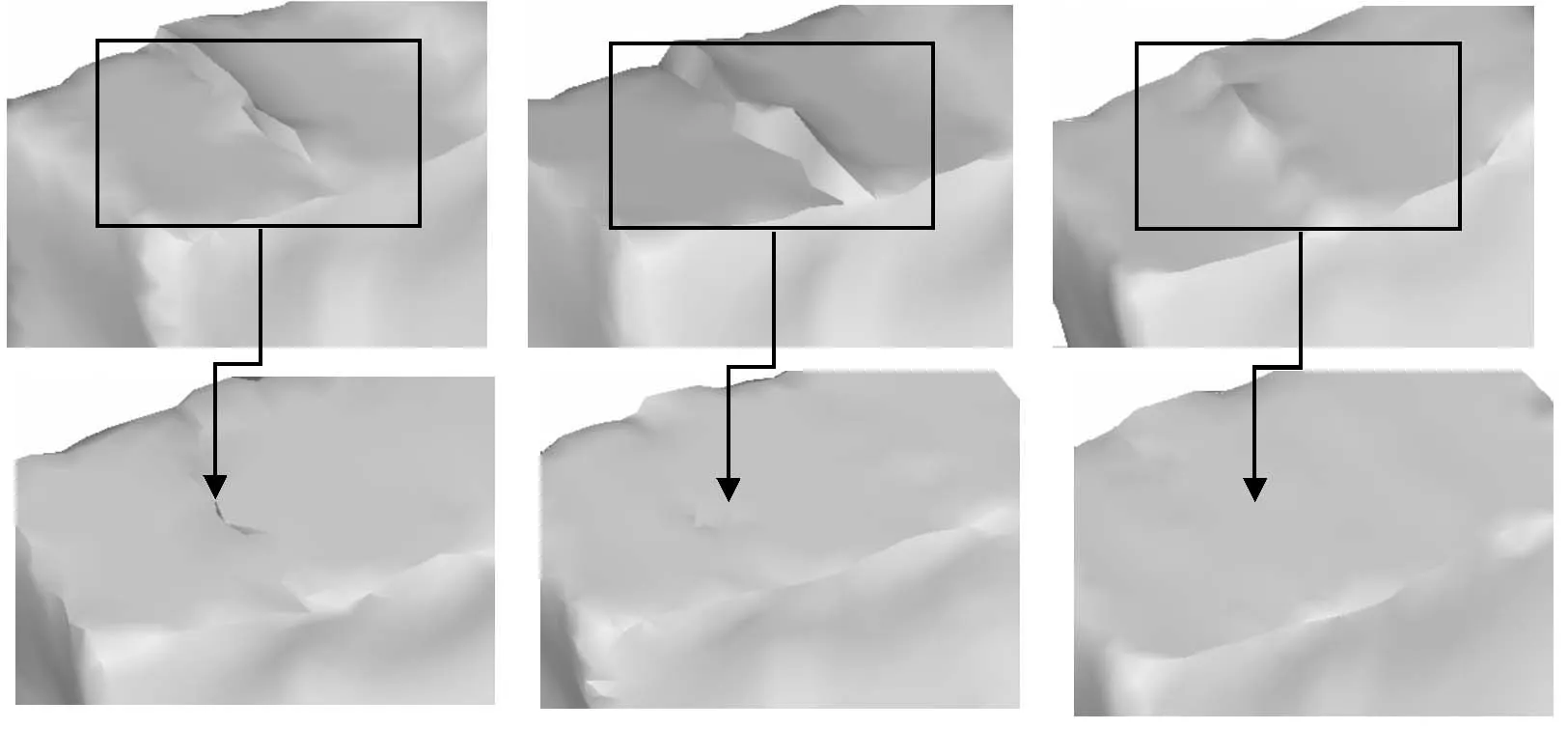
大型锻件在拔长过程中,当压下量较大且满砧进给时,在相邻的前后两砧之间容易产生漏压区,导致折伤。图5示意了三种砧型漏压区压平前后锻件表面质量的对比情况。A砧型两砧之间的漏压区在后续压平时容易形成折伤。B砧型漏压区较A砧型容易压平。C砧型由于砧子两边带有锥面,两砧之间的漏压区压平后表面质量最好。因此,从减轻折伤的角度考虑,C砧型较好一些。
3 不同砧宽比的对比
3.1 单砧压下时坯料心部等效应变对比
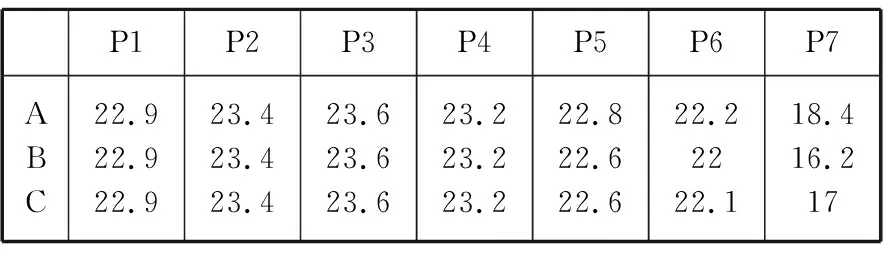
表1 三种砧型单砧压下时7点等效应力值Table 1 The equivalent stress values of 7 points after single anvil pressing for three different anvil types
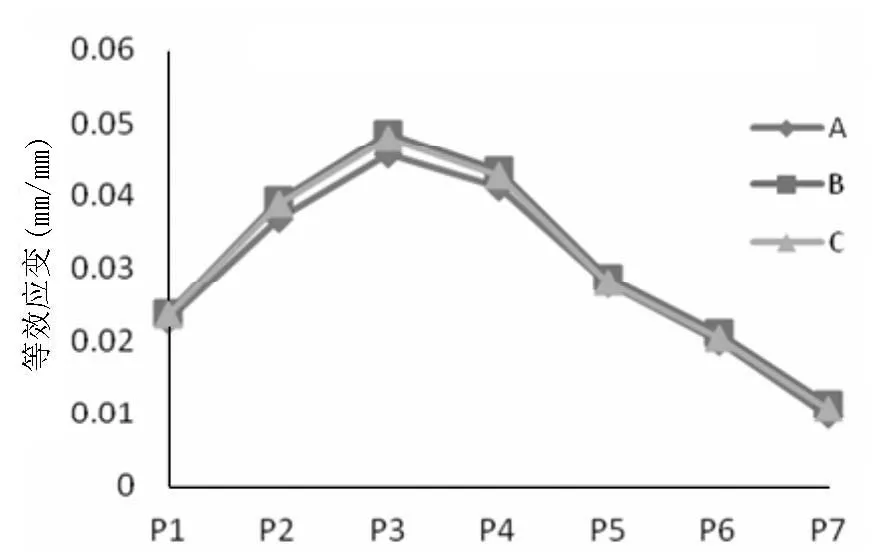
图4 三种砧型单砧压下时等效应变值对比Figure 4 The comparison of equivalent strain values after single anvil pressing for three different anvil types
以C砧型为例,单砧压下时,对比砧宽比从0.4增加到0.7时锻件心部等效应变变化情况。图6为砧宽比0.4时锻件心部的等效应变分布图。分别提取四种砧宽比单砧压下后锻件心部P1~P5点的等效应变值绘制出图7a。由图7a可以看岀,随着砧宽比的增加,锻件心部等效应变值也随着增大。图7b以砧宽比为横坐标,可以看岀砧宽比从0.4增加到0.6时,等效应变增幅较大;从0.6增加到0.7时,等效应变值增幅趋缓。根据现场实际生产情况可知,当砧宽过大时,砧子与坯料间接触面积增大,摩擦力过大,坯料要产生相同的变形需要的压力较大,但受到水压机压力的限制,砧宽并不是越大越好。综合考虑,砧宽比选择0.6比较合适。
ABC
图5 A、B、C三种砧型漏压区压平前后表面质量对比
Figure 5 The comparison of surface qualities before and after missing compacted area being flattened for three different anvil types

图6 砧宽比0.4单砧压下时等效应变分布Figure 6 The equivalent strain distribution map after single anvil pressing when anvil width ratio is 0.4
3.2 压完6道次后坯料心部等效应变对比
以C砧型为例,压完6道次后,对比砧宽比从0.4增加到0.7时锻件心部等效应变变化情况。砧宽1 500 mm(砧宽比0.4)6道次后锻件心部等效应变值分布如图8所示。分别提取四种砧宽比6道次后锻件心部P1~P11点的等效应变值绘制出图9。由图9可以看岀,砧宽比从0.4增加到0.6时,锻件心部等效应变值随着砧宽比的增加而增加。砧宽比0.6时,锻件心部等效应变值最大。但2 400 mm砧宽时反倒应变值最小。模拟结果发现,砧宽比大于0.6时,锻件心部等效应变值反倒随着砧宽比的增加而减小。这是因为坯料长3 800 mm,对于2 400 mm砧宽来说,压完第一个道次只需要两砧,而1 500 mm砧宽压完第一个道次需要三砧。以此类推,在后续道次压实过程中1 500 mm砧宽所需的砧数较多,等效应变值累积也较大。而2 400 mm砧宽虽然单砧压下时应变值较大,但因为压完6个道次所需要的砧数少,其累积效果较差。而且,砧子越宽,坯料的展宽程度越大,越不利于坯料的拔长。综合考虑,砧宽比选择0.6较合适。

图7 四种砧宽比单砧压下时等效应变值对比Figure 7 The comparison of equivalent strain values with four anvil width ratios after single anvil pressing

图8 砧宽比0.4压完6道次后等效应变分布Figure 8 The equivalent strain distribution map after pressing six times when anvil width ratio is 0.4

图9 四种砧宽比压完6道次后等效应变值对比Figure 9 The comparison of equivalent strain values with four anvil width ratios after pressing six times
4 不同压下量的对比
以C砧型、砧宽比0.6为例。单砧压下时,对比压下量10%、15%、20%、25%四种情况下锻件心部等效应变值大小。压下量20%时锻件等效应变分布见图10。分别提取四个压下量下锻件心部5个点的等效应变值并绘图11。可以看岀,锻件心部等效应变值随着压下量的增加而增大。当压下量为10%时,锻件心部变形不明显。随着压下量的增大,变形区逐渐深入心部。当压下量达到25%时,锻件心部变形已非常大。可见,压下量越大越有利于锻件心部的压实。但是受到水压机压力的限制,实际能达到的压下量是有限的。而且根据实际生产经验,压下量太大的话,坯料的展宽程度太大,不利于坯料的拔长,且容易使锻件表面产生折伤和裂纹。根据生产经验,合理的压下量应该控制在15%~22%之间。

图10 压下量20%时锻件心部等效应变分布Figure 10 The equivalent strain distribution of forging center when reduction is 20%

图11 不同压下量下锻件心部等效应变值对比Figure 11 The comparison of equivalent strain values with different reductions for forging center
5 结论
(1)A、B、C三种砧型对压实锻件心部缺陷的作用相差不大。从表面质量考虑,C砧型有利于相邻两砧之间漏压区的压平,不容易产生折伤,表面质量较好。
(2)随着砧宽比的增加,锻件心部等效应变值也随着增大。砧宽比从0.4增加到0.6时,锻件心部等效应变值增加幅度比较大,但随着砧宽比继续增加,锻件心部等效应变值增加幅度趋缓。砧宽比大于0.6时,虽然单砧压下的等效应变值较大,但因为压完6个道次所需要的砧数较少,不利于等效应变值的积累,最终锻件心部等效应变值反倒最小。因此,选择2 100 mm砧宽(砧宽比0.6)比较合适。
(3)随着压下量的增加,锻件心部等效应变值也在增大。但压下量过大容易使锻件表面产生裂纹和折伤,而且受水压机压力的限制,压下量不是无限增大的。结合现场实际生产情况,把压下量控制在15%~22%之间比较合理。
[1] 中国机械工程学会锻压学会.锻压手册.北京:机械工业出版社,2002.
[2] 曹起骧,江松,等.FM锻造工艺高温云纹法模拟研究.大型铸锻件.1987,(2):14-23.
[3] 张景利,王少鹏,等.FM法拔长工艺中合理砧宽比和变形量研究.大型铸锻件.2010,3(2):5.
