冷辗平及时效处理对18MND5钢筒体试板力学性能的影响
2012-09-25杜军毅段红玲
杜军毅 段红玲
(中国第二重型机械集团公司核容所,四川618013)
为保证核电焊缝见证件与母材在材质成分、均质性、锻造比、热处理工艺上保持一致,大型容器设计部门和制造厂通常从产品性能合格的大型容器延长段上取焊缝见证件。然而,由于所需要的焊缝见证件尺寸往往≥1 500 mm,每对焊缝见证件可能取自不同工件,以及弧形试板焊接、取样困难等诸多原因,大型容器设计部门和制造厂已开始要求从压力容器上取下弧板焊缝见证件辗平后交货。
从目前大型板焊结构核电、化工容器制造上看,筒节的制造大多采用钢板冷卷、温卷的制造方式。与之相应,筒体试板的制造也可以采用冷成型、温成型的制造方式。但从目前CPR1 000压力容器、蒸发器产品标准化学成分和达到力学性能指标看并不富裕。为达到理想的温成型效果,往往需要在500~600℃温成型,该温度接近锻件材料的回火温度,因此,控制稍有不当,就可能恶化试板材料的力学性能。而冷变形却可以避免这方面的问题,但随之可能产生裂纹、应力集中等问题。

为全面掌握18MND5钢筒体试板冷辗平加工性能,给用户提供可靠的焊缝见证件试板,我们进行了冷辗平适应性试验。同时对冷辗平后的筒体试板的力学性能、金属表面硬度、落锤指标、金相变化等进行检验,并对后续能否采用热处理时效工艺恢复材料的强度、塑性等问题进行了试验研究。
1 试验
1.1 评定试验方式
冷辗平试料取自按RCCM M2133要求进行化学分析和力学性能试验合格的下筒节延长段,并对评定件进行化学成分分析、力学性能试验、表面硬度检查、金相组织观察和MT、UT。焊缝见证件截取位置见图1。下筒节产品焊缝见证件取样见图2。

图1 下筒节产品焊缝见证件截取位置图Figure 1 The sampling position sketch for weld test piece at lower shell forging
冷辗平+恢复母材力学性能消应退火。评定试料取自下筒节的延长段剩余余料,冷辗平后分别在300℃、400℃、500℃、550℃、580℃、615℃温度下恢复母材力学性能消应退火3 h后,进行力学性能试验。
1.2 评定试验件尺寸
用于冷辗平工艺的评定件试板尺寸为:厚度(e)190 mm×宽度(w)350 mm×弧长(L)1 700 mm的弧板,内圆半径R内=1 585 mm,外圆半径R外=1 775 mm。
用于冷辗平+恢复母材力学性能消应退火工艺的评定件试板尺寸为:厚度(e)200 mm×宽度(w)230 mm×弧长(L)1 800 mm的弧板,内圆半径R内=1 585 mm,外圆半径R外=1 775 mm。为保证恢复母材力学性能消应退火工艺有效,评定试验所用试料尺寸与冷辗平工艺的评定件试料相当。
1.3 评定件制造
1.3.1 制造流程
下筒体制造合格→取焊缝见证件母材,标识→31.5 MN水压机冷辗平→评定试验→试板UT/MT→消应退火→精加工,标识。
1.3.2 冷成型设备和工艺
考虑到试板尺寸较大,而18MND5材料的Rp0.2≥450 MPa,应选用20 MN以上的压机。为此,在31.5 MN水压机上进行冷成型。冷辗平最终评定坯料如图3所示。
冷成型工艺如下:
来料形状为环段,碾平前,记录并核对炉、卡号,单个环段展开长度约1 400 mm(按内弧长)。
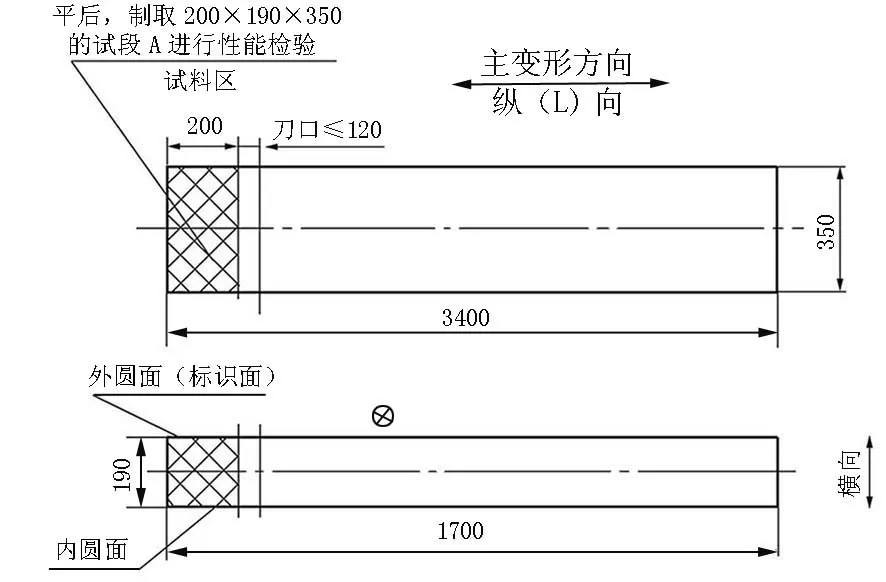
图2 下筒节产品焊缝见证件取样图Figure 2 The sampling position sketch for weld test piece at lower shell forging

图3 冷辗平评定坯料尺寸图Figure 3 The size of evaluation blank for cold flattening
常温下在31.5 MN水压机上对环段试料进行碾平。
2.2 心理健康水平 干预前,两组产妇SAS、SDS评分比较,差异无统计学意义(P>0.05);干预后,两组患者的SAS、SDS评分均低于干预前,且研究组低于对照组,差异有统计学意义(P<0.05)。见表2。
1.3.3 应变率的计算
鉴于辗平为筒体成型的反过程,按照RCCM F4113规定,筒体类应变率为:
(1)
式中A——应变率;
e——成品名义厚度,单位为mm;
Rf——成型前中心线曲率半径,单位为mm;
Ro——成型后中心线曲率半径,单位为mm。
当成型为平板后,Ro≈∝。
将各项代入(1)式得到,A=5.8% 。
1.3.4 模拟焊后消应热处理(SSRHT)
试料的模拟焊后消应热处理工艺为:300℃以上的升温、降温速率≤55℃/h;保温温度:615±5℃;保温时间:16+0.5h。
2 试验结果的检验与试验
2.1 无损检测
工件表面加工至Ra6.3 μm后按RCCM M2 113J、MC7 000、MC4 000、F4 124.4进行超声检测、目视检测和液体渗透检测。检测结果证明,材料状态完好,未发现裂纹。说明材料的塑性高,满足冷变形的要求。
2.2 冷辗平评定破坏性试验
在下筒节焊缝见证件的T/4位置取试进行力学性能试验和化学成分分析。具体试验项目见表1。
2.3 冷辗平评定金相检验
下筒节及下筒节产品焊缝见证件冷变形后的内外显微组织变化如表2所示。
2.4 冷辗平评定表面硬度检测
2.5 恢复母材力学性能消应退火参数选择性试验
为确保冷辗平试板不产生裂纹,消除冷辗平后产生的冷作强化现象,达到冷辗平后试板与产品性能基本保持一致,进行恢复母材力学性能消应退火试验。下筒节与试板采用不同温度消应退火时,常温和高温拉伸强度对比结果见图4,常温和高温拉伸塑性对比结果见图5。
2.6 焊缝见证件辗平试板经消应退火+模拟焊后消应热处理后的检验
为保证冷辗平试板经560±10℃消应退火+试样模拟焊后消应热处理后的性能与产品性能基本保持一致,在原辗平+消应焊缝见证件上补充进行了辗平+消应+615℃×16 h模拟焊后消应热处理。试验项目包括:周向室温和350℃高温拉伸试验以及+20℃、-20℃、0℃冲击试验。下筒节及其焊缝见证件经冷辗平+消应退火+SSRHT后常温和高温拉伸强度对比结果见图6,拉伸塑性对比结果见图7,冲击试验对比结果见图8。
3 分析
从下筒节与下筒节产品焊缝见证件各项化学成分(表4)看,各点成分均匀,偏差小,表明锻件取试部位与见证件的成分均匀,锻件冶炼、锻造工艺合理,延长段材料与锻件本体完全一致,从而为获得材质均匀的锻件提供了内在的条件。

表1 试验项目表Table 1 The test items
注1:C—周向;T—横向;L—纵向。
注2:HTMP—调质热处理;SSRHT—模拟焊后热处理。

表2 显微组织检验结果Table 2 The microscopic structure test results
注:HTMP—调质热处理;SSRHT—模拟焊后热处理。

表3 硬度检测结果Table 3 Hardness test results
注:HTMP-调质热处理。
从图9、图10下筒节与下筒节产品焊缝见证件常温和高温拉伸性能看,下筒节产品焊缝见证件经5.8%冷变形后产生明显的冷作强化和硬化,常温拉伸强度Rp0.2由485 MPa~495 MPa上升至620 MPa,Rm由615 MPa~620 MPa上升至655 MPa,材料的塑强比由0.47上升至0.946,塑性值A5由25%降至19%,Z值由74%~75%降至72%。高温强度也呈现同样的变化规律,材料屈服强度实际值达到断裂强度要求值区间,说明焊缝见证件由弧板辗平成平板后,材料的强度、塑性力学性能指标发生了较大的变化。
但是材料经模拟焊后热处理(SSRHT)后,材料的强度、塑性力学性能指标发生大幅度降低,达到未变形材料在SSRHT状态的数值。说明该材料经过615±5℃的SSRHT后,材料由于冷变形而出现的位错缠结、柯垂尔气团强化等产生了静态恢复、再结晶,冷作强化和硬化作用逐渐消失,材料强度、塑性恢复到未变形的材料状态。同时也说明,当进行产品焊接试板验证时,材料在HTMP+SSRHT状态的数值更为可靠。
从表3、图11、图12下筒节与下筒节产品焊缝见证件显微组织、HTMP、HTMP+SSRHT态冲击性能结果看,冷变形前后材料的冲击韧性、显微组织基本没有发生变化,材料的+20℃、0℃、-20℃冲击韧性高,远远高于要求值。说明材料冷作强化和硬化后,只产生了位错缠结、柯垂尔气团强化等微观结构变化,并没有改变材料的显微组织形态,其断裂机制与冷变形关系不大,多与材料的第二相颗粒、显微组织有关。
下筒节及其焊缝见证件的落锤试验结果进一步说明,经冷变形前后,在HTMP+SSRHT状态,材料RTNDT略微变化,分别达到-50℃、-40℃。材料冷作强化和硬化后的断裂机制仍然取决于材料的第二相颗粒、显微组织。同时,高的RTNDT也说明钢的均质性及纯净度非常好,有足够的韧性储备。
下筒节与下筒节产品焊缝见证件晶粒度、夹杂物检验结果见表5。由表5可知,经冷变形前后,材料晶粒度、夹杂物评级没有发生改变,锻件的晶粒度均达到6.5级以上,非金属夹杂物的等级也小于3级,这可能与钢的纯净度较高有关。
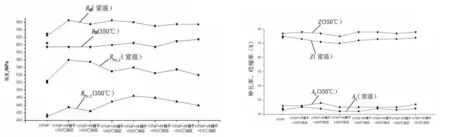
图4 拉伸强度结果对比 图5 拉伸塑性结果对比Figure 4 Comparison of tensile strength resultsFigure 5 Comparison of tensile ductility results

图6 拉伸强度结果对比 图7 拉伸塑性结果对比Figure 6 Comparison of tensile strength resultsFigure7 Comparison of tensile ductility results

CMnSiPSNiCrMoVCuAlAsSnSb下筒节0.1891.500.200.0050.00110.740.160.490.0020.0200.0060.0050.0020.004下筒节焊缝见证件0.1851.460.200.0050.00120.750.160.490.0020.0170.0030.0030.0020.001
注:下筒节和下筒节焊缝见证件的N含量分别为95×10-6和78×10-6;下筒节和下筒节焊缝见证件的O含量分别为17×10-6和12×10-6。
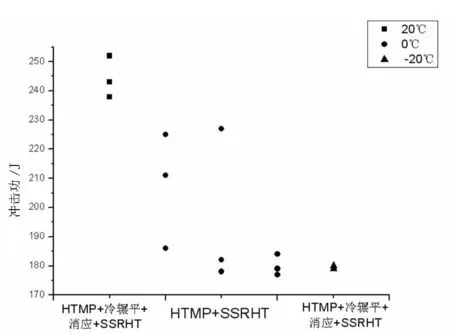
图8 冲击试验结果Figure 8 Impact test results

图9 下筒节及其焊缝见证件常温和高温拉伸强度结果对比Figure 9 Comparison of tensile strength results at room temperature and high temperature or lower shell and its weld test piece

图10 下筒节及其焊缝见证件常温和高温拉伸塑性结果对比Figure 10 Comparison of tensile ductility results at room temperature and high temperature for lower shell and its weld test piece
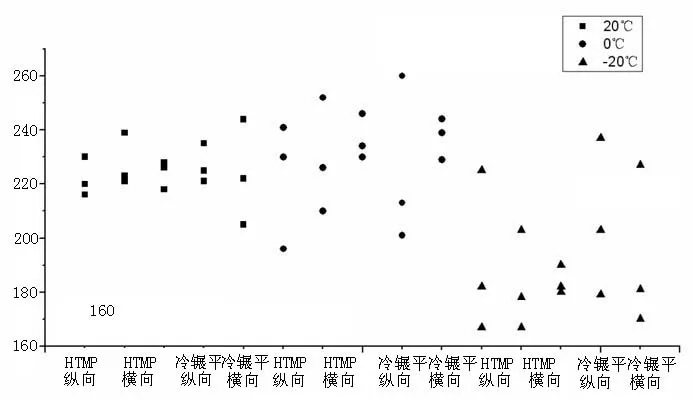
图11 下筒节及其焊缝见证件HTMP态冲击试验结果Figure 11 The impact test result of lower shell and its weld test piece after HTMP

图12 下筒节及其焊缝见证件HTMP+SSRHT态冲击试验结果Figure 12 The impact test result of lower shell and its weld test piece after HTMP+SSRHT

试样位置热处理状态晶粒度/级ABCD要求值≥5.0≤1.5≤1.5≤1.5≤1.5下筒节0°HTMP+SSRHT7.00.50.50.50.51.01.01.51.0下筒节产品焊缝见证件T/4HTMP+SSRHT6.50.50.50.00.50.00.50.50.5
另外,从目前大型板焊结构核电、化工容器制造上分析:(1)筒节的制造大量采用钢板冷卷、温卷的制造方式,从实际效果看,在正常情况下不会出现开裂情况;而辗平工艺为卷板的逆过程,从无损检测和试验结果看,未见裂纹出现;(2)在充分预热后,冷变形产生的材料冷作强化和硬化不会产生焊接裂纹,也不会改变正常的焊接工艺实施;(3)冷变形后的材料随着焊后热处理的进行,材料强度、塑性恢复,不会对材料产生破坏。
由于该锻件属600 MPa等级材料,从下筒节HTMP状态、HTMP+SSRHT状态数据分析,退火参数对其强度指标有较大影响。焊缝见证件在容器制造厂焊接后需进行焊后热处理,如果冷变形后在锻件厂实施SSRHT,势必造成退火次数增加,增大退火参数。从有关试验可知,这样可能恶化材料的强度指标,因此,锻件厂冷变形后的SSRHT必须充分予以注意。
为满足冷辗平后试板与产品性能基本保持一致,进行了恢复母材力学性能消应退火试验。从图4、图5冷辗平锻件常温和高温拉伸性能看,消应温度达到400℃后,材料产生的冷作强化和硬化发生恢复、再结晶现象,常温拉伸强度Rp0.2由610 MPa~620 MPa降至530 MPa~540 Mpa,Rm由655 MPa下降至65 0MPa~665 Mpa,材料的塑强比由0.946恢复至0.81,塑性值A5由19%恢复至22%~24%,Z值由72%恢复至70%~74%。高温强度也呈现同样变化规律。值得一提的是,材料0℃、-20℃冲击韧性并不因此得以改变,即使在退火脆化区域。说明焊缝见证件由弧板辗平成平板进行消应后,材料的强度、塑性力学性能指标基本恢复至产品性能原有状态。
比较400~615℃的恢复母材力学性能消应退火性能数据可知,钢达到550℃后强度Rp0.2由530 MPa~540 MPa降至520 MPa~525 MPa,Rm由665 MPa~650 MPa降至655 MPa~650 MPa,材料的强度基本恢复,塑性力学性能指标也趋于同样状态。经冷辗平+消应退火+模拟焊后消应热处理(SSRHT)后的焊缝见证件实际件破坏性取样试验结果,说明选择550~615℃的恢复母材力学性能消应退火可以使冷辗平后试板与产品性能基本保持一致。
4 结论
通过以上试验和对比分析,我们认为:
(1)下筒节产品焊缝见证件采用冷成型辗平工艺完全可行,不会对材料产生破坏。
(2)建议试板焊接前进行必要的预热。
(3)冷辗平后进行550~615℃恢复母材力学性能消应退火处理,材料的强度、塑性力学性能指标基本恢复原母材调质性能状态。冷辗平试板再经试样模拟焊后消应热处理(SSRHT)后,力学性能不会发生变化。因此,为确保试板具有代表性,冷辗平后,选择550~600℃×3 h恢复母材力学性能消应退火是可行的。