退火温度及冷轧压下量对低碳铝镇静钢退火织构的影响①
2022-03-19飞尚才李志强蒋小霞
飞尚才, 李志强, 蒋小霞
(1.青海高等职业技术学院,青海 海东 810799; 2.宁夏大学,宁夏 银川 750021)
汽车行业竞争越来越剧烈,对钢板质量提出越来越高的要求,促使钢材生产单位不断革新工艺技术和改进质量[1]。 薄板坯连铸连轧工艺(CSP 工艺)由于其特殊的变形方式,使产品的析出物形态、显微结构和位错密度与传统热轧带钢工艺不同,CSP 工艺生产的带钢产品屈服强度普遍偏高,在随后冷轧工序中不利于变形并增加能耗,而且对冲压用板的成形性能也有不利影响[2]。 为了解决这一问题,以酒钢CSP 工艺生产的低碳铝镇静钢为实验原料,探索退火温度及冷轧压下量对低碳冲压用钢退火后织构的演变规律,为现场实际生产提供一定理论依据。
1 实验材料及研究方法
1.1 实验材料
酒钢CSP 工艺生产的热轧卷经四辊轧机冷轧,冷轧压下量分别为65%、70%、75%、80%。 实验钢材化学成分见表1。

表1 试样化学成分(质量分数)/%
1.2 研究方法
将不同冷轧压下量下生产的冷轧料经剪板机剪制成250 mm×150 mm 的矩形板,对所取试样在SRJX⁃4⁃9箱式电阻炉中进行再结晶退火。 以升温速率180 ℃/h将试样加热到540 ℃,再以30 ℃/h 分别加热到690 ℃、700 ℃、710 ℃,保温6 h,随炉冷却至120 ℃后出炉,空冷至室温,然后利用Mo 靶X 射线衍射仪测出不完整极图,由此计算取向分布函数(ODF),进行织构分析。
2 实验结果与分析
2.1 冷轧压下量对织构的影响
对退火温度700 ℃、不同冷轧压下量的低碳钢退火试样进行了织构测定,由{211}、{220}、{100}织构图按Bunge 法计算出趋向分布函数ODF 图。 图1 给出了4 种不同冷轧压下量下退火试样在φ2 =45°横截面上的ODF 图。

图1 不同冷轧压下量的取向分布函数(ODF)图( φ2=45°)
由图1 可以看出,冷轧压下量65%时,γ 纤维织构很不规整且密度较弱,出现了强的{011}<110>旋转立方织构和{011}<100>高斯织构;当压下量达到70%时,γ 织构明显增强,即钢中与板面平行的{111}晶面增多,旋转立方织构和高斯织构明显比65%压下量时要弱;随着压下率进一步增加,γ 纤维织构反而减弱,出现了较强的旋转立方织构[3-4]。
为进一步研究冷轧压下量对低碳冲压用钢织构的影响,采用趋向分布函数法分别计算了α 和γ 趋向函数f(0,φ,45)和f(φ,45,55),绘制出α、γ 趋向线如图2 和图3 所示。
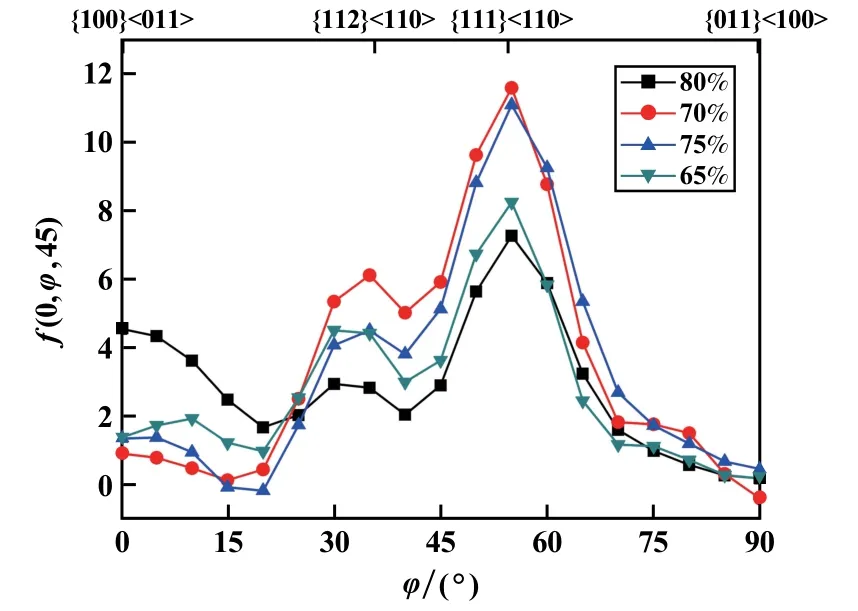
图2 冷轧压下量对低碳冲压用钢α 趋向线的影响

图3 冷轧压下量对低碳冲压用钢γ 趋向线的影响
从α 和γ 趋向线上可以看出,压下量为70%和75%时,有利于深冲性能的{111}<110>织构和{112}<110>织构较强,而对冲压性能不利的旋转立方织构{100}<011>和高斯织构{011}<100>较少。 这是由于随着冷轧压下量增加,低碳冲压用钢晶体内部形成的剪切带、位错及亚晶数量增加,形变金属所具有的储存能增加。 一般认为,有利于其深冲性能的纤维织构的形成与储存能的大小相关,高的储存能有利于形成γ 纤维织构。另一方面,大量研究表明{111}取向晶粒首先在剪切带、位错及亚晶附近形成,因此在压下量不太大的情况下,γ 纤维织构随着冷轧压下量增加而增强[5-6]。 但是随着冷轧压下量进一步增加,起初形成的{111}取向晶粒将会沿着某一晶轴发生转动,即起初形成的{111}取向晶粒将会转变为α 纤维织构和其他织构,造成{111}织构相应降低。
2.2 退火工艺对织构的影响
冷轧压下量70%,不同退火工艺下退火板取向分布函数(ODF)图如图4 所示。

图4 不同退火工艺条件下取向分布函数(ODF)图( φ2=45°)
从图4 可以看出,退火温度690 ℃时,旋转立方织构和高斯织构较多;退火温度700 ℃时,γ 纤维织构大幅增强,旋转立方织构近乎消失;退火温度710 ℃时,γ纤维织构反而减弱,又出现了一定量的旋转立方织构[7-8]。 这是因为随退火温度升高,低碳冲压用钢铁素体晶粒尺寸逐渐长大,冷轧态遗留下来的{001}<110>织构均有不同程度地减弱,冷轧织构{112}<110>经退火后均转变为{111}<112>,{111}<110>退火织构,其中{111}//ND 和{110}//ND 这2 种织构组分发展较快,而其余织构组分发展相对较慢,γ 纤维织构增强;当退火温度进一步增加时,各织构发展均较快,易产生随机织构,降低塑性应变比r值[9]。r值主要受织构的影响,在退火工艺一定的情况下,当冷轧压下量为70%时,有利于深冲性能的γ 纤维织构强度较大;在冷轧压下量一定时,当退火温度为700 ℃时,γ 纤维织构强度较大。
3 结 论
1) 压下量70%时,γ 织构明显增强, 随着压下率进一步增加,γ 纤维织构反而减弱,出现了较强的旋转立方织构;压下量70%和75%时,有利于深冲性能的{111}<110>织构和{112}<110>织构较强,而对冲压性能不利的旋转立方织构{100}<011 >和高斯织构{011}<100>较少。
2) 当退火温度700 ℃、压下量70%时,γ 纤维织构强度较大,冲压性能较好。
