1 580 mm热连轧机精轧支承辊新材料研制
2012-09-25杨志洪
杨志洪
(中国第一重型机械有限公司铸锻钢事业部,黑龙江161042)
近十年来一重在国内推广应用5%Cr和5%Cr改进型锻钢支承辊,取得了较好效果,在国内居同行业领先地位。但随着钢铁行业产品技术的发展,现代化大型冷、热带钢连轧机出于提高轧机作业率和实现无头、半无头轧制等目的,提出了延长支承辊换辊周期的要求。一重公司的支承辊与JCFC的支承辊相比仍有一定的差距。一重公司研制出8%Cr锻钢支承辊新材质,通过强化淬火热处理冷却工艺方法,获得(马氏体+下贝氏体)基体+(M7C3+MC)型碳化物的金相组织,提高了支承辊耐磨性和抗接触疲劳强度,达到支承辊轧制周期延长一倍的目标。
1 试验阶段
1.1 8%Cr锻钢支承辊化学成分设计
在8%Cr锻钢支承辊的化学成分设计中,合理的合金元素配比和加入量是保证支承辊各项性能要求的关键。依据各种元素在钢中的作用,设计了三种化学成分进行选择,具体见表1。
1.2 冶炼和锻造试验
根据设计的化学成分,采用150 kg工频感应电炉熔炼3钢水,大气浇注3支75 kg小钢锭,并进行炉后成分分析。同时将3支小钢锭在室式煤气炉中加热,按始锻温度1 000~1 250℃、终锻温度850~900℃在7.5 kN蒸汽锤上开坯锻成220 mm×130 mm×65 mm方试块,锻后进行球化退火处理。

表1 锻钢支承辊的化学成分(质量分数,%)Table 1 Chemical composition of forged steel backup roll (mass fraction,%)

图1 三种试样淬火后硬度值对比示意图Figure 1 Comparison of hardness values after quenching for three kinds of specimens
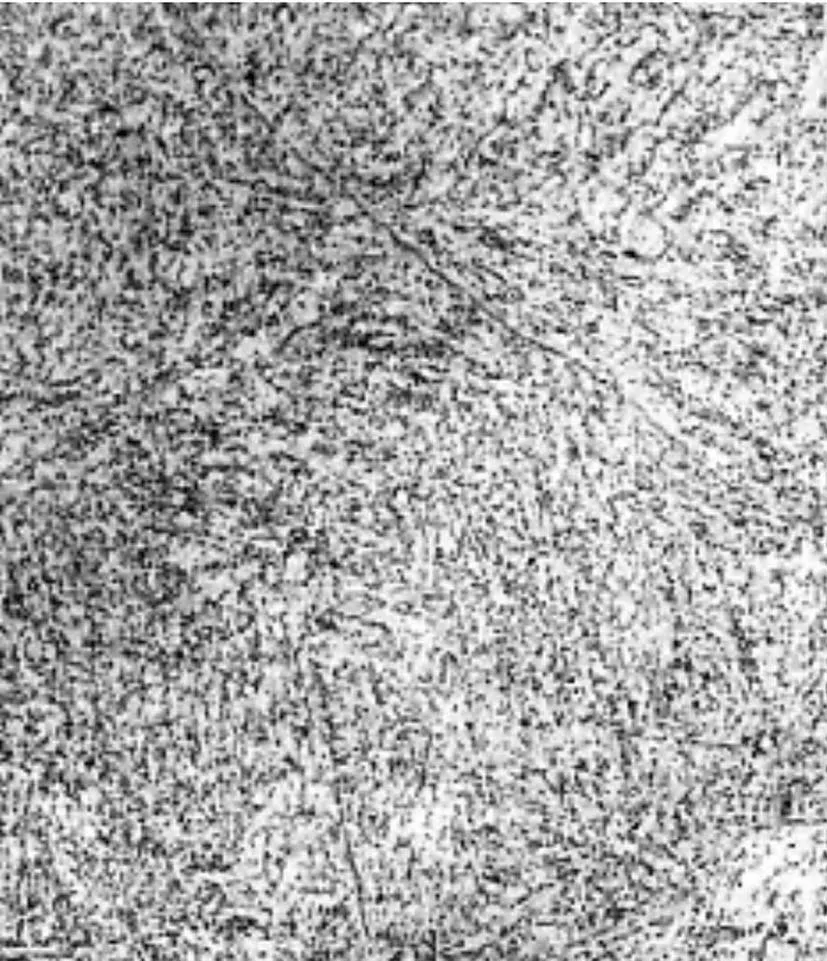
图2 第一种试样淬火、回火状态下的金相组织(500×)Figure 2 Metallographic structure of the first kind of specimen when quenching and tempering (500×)
1.3 淬火温度和化学成分的选定
将三种成分的试块均加工成20 mm×20 mm×15 mm的试块,每组试样3件,在Ⅱ-H-30电阻炉中进行加热、淬火,三种试样淬火后硬度值对比如图1所示。
由图1可以看出,第一种试样(YB-80-1)硬度值相对较高,趋势较稳定。从三种试块淬后硬度情况看,980℃时硬度值最高。第一种试样(YB-80-1)淬火+回火后的组织均为回火马氏体+碳化物,如图2所示。经过分析,YB-80-1是锻钢支承辊首选钢种。
1.4 不同温度回火对硬度和力学性能的影响
每个回火温度每组各放2个硬度试样、1个拉伸试样和2个冲击试样。热处理后检测肖氏硬度,2个试样平均硬度值分布曲线见图3。从图3可以看出,将回火温度提高到510℃时硬度变化不大,当回火温度提高到520℃左右时硬度开始下降,这说明这种材料具有较好的抗回火稳定性。
1.5 临界点的测定
采用美国进口的Gleeble3500试验机测定YB-80-1钢CCT曲线,见图4。根据材料的相变临界温度和锻造温度的确定原则,初步确定的始锻温度1 180~1 280℃和终锻温度900~850℃是比较合适的。
1.6 高温力学性能试验
将YB-80-1钢试验材料加工成10 mm×125 mm的两端带有螺纹的热拉伸试样。采用Gleeble3500试验机进行拉伸试验。通过对试样断后的断面尺寸和标距尺寸的测量得到该材料在不同温度下的断面收缩率和延伸率,并通过对真应力-应变曲线的标定确定出不同温度下的抗拉强度。依据计算所得试验数据绘出断面收缩率、延伸率和抗拉强度同温度的关系曲线,如图5所示。
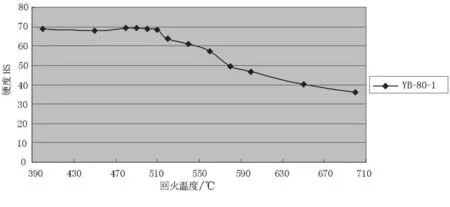
图3 不同温度回火对硬度的影响Figure 3 The influence of tempering at various temperatures on hardness

图4 YB-80-1钢CCT曲线Figure 4 CCT curve of YB-80-1 steel
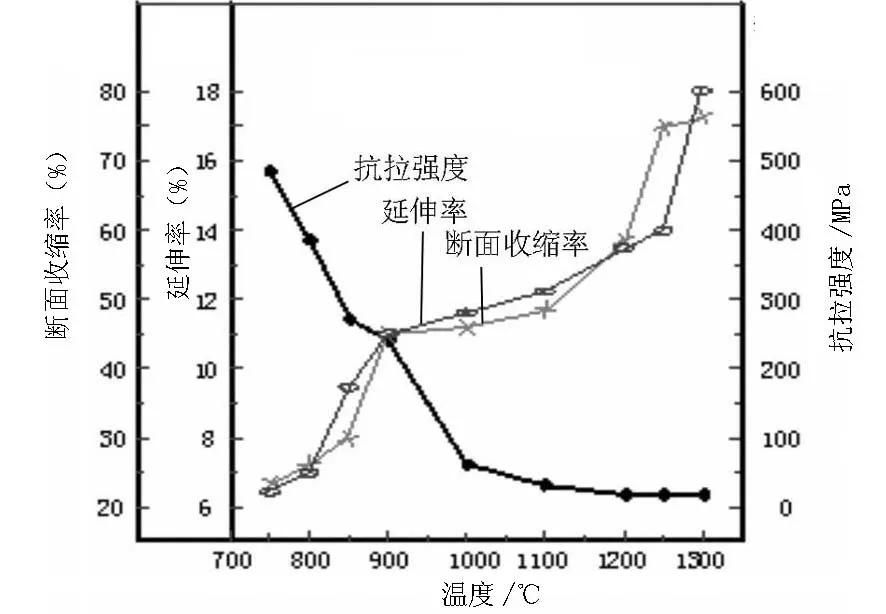
图5 断面收缩率、延伸率和抗拉强度与温度的关系Figure 5 The relationship between area reduction, elongation, tensile strength and temperatures
2 技术要求
1 580 mm热连轧机精轧支承辊尺寸简图如图6所示。技术要求为:辊面硬度65~75 HS;硬度均匀性±2.5 HS;硬度降落≤5 HS;辊颈硬度45~55 HS;辊身抗拉强度≥1 200 MPa;辊颈抗拉强度≥880 MPa;基体组织为(马氏体+下贝氏体)基体+(M7C3+MC)型碳化物;超声检测按JB/T 4120—1993标准执行。
3 制造过程
1 580 mm热连轧机精轧支承辊的生产流程为:电弧炉粗炼钢水→LF炉真空精炼→真空铸锭→自由锻造→第一热处理→粗加工→超声检测→调质热处理→差温淬火、回火→精加工→超声检测→包装发运。
3.1 冶炼铸锭
根据1 580 mm热连轧机精轧支承辊的技术条件要求,决定采用真空精炼(VD)+真空铸锭的炼钢方法,采用92 t钢锭锻造。
3.2 锻造
由于YB-80-1材料的合金含量很高,在锻造高温下钢中存在大量的二次碳化物,在锻造过程中表面极易产生锻造裂纹,且材料的变形抗力较大,给钢锭压实带来很大的困难。因此决定采用一次镦粗拔长的工艺方法,压实采用高温大压下量的上、下Ⅴ型砧的KD锻造法,较好地解决了钢锭表面裂纹与中心压实的矛盾。每道次压下量大于20%,使钢锭整体长度得到充分压实,有效压合钢锭内部疏松等缺陷,打碎粗大的碳化物,达到细化内部组织和晶粒的目的。
锻造工艺如下:
旧说日中有鸡,月中有兔。按鸡正西方之物,兔正东方之物,大明生于东,故鸡入之,月生于西,故兔入之。此犹镜灯,西象入东镜,东象入西镜。[注](宋)陆佃:《埤雅》,(台湾)商务印书馆,1966年,第49页。
(1)压钳口,倒棱,去锭底。
(2)镦粗至H=1 400 mm~∅2 950 mm,拔长∅2 000 mm。压实操作规程为:
① 满砧进给,顺锤压下,互成90°翻转;
② 各道次水冒口交替布砧;
③ 压下量为坯料高度的20%。
(3)拔长∅1 700 mm,下料,锻出各部,精整出成品。
两支1 580 mm轧机支承辊都在125 MN水压机上进行锻造,经锻件尺寸检验和超声检测,锻件的表面质量及内部质量均满足技术条件要求。实践证明,采用上、下Ⅴ型砧的KD锻造法生产YB-80-1材料的支承辊是合理的。
3.3 第一热处理
两支支承辊第一热处理采用一次正火+一次球化退火+高温回火的工艺方案。第一热处理后的力学性能见表1,金相组织见图7。
3.4 调质热处理
调质热处理就是淬火+高温回火,其目的是保证支承辊辊颈及辊身心部的综合力学性能。支承辊调质热处理后的力学性能见表3,金相组织见图8。结果全部满足辊颈硬度和力学性能要求。

图6 1 580 mm热连轧机精轧支承辊尺寸简图Figure 6 Dimension diagram of finish rolled backup roll of 1580mm hot continuous rolling mill

试验编号产品卡号产品炉号Rm/MPaRe/MPaA5(%)Z(%)AKU/J金相组织E366E366060700208016296060940608042960560026526030.529.065.064.5874粒状珠光体

表3 调质热处理后的力学性能和金相组织Table 3 Mechanical properties and metallographic structure after quenching and tempering

表4 辊身表面淬硬层的力学性能和组织检测结果Table 4 The test results of mechanical properties and structures for the surface hardening layer of roll barrel

图7 第一热处理后的金相组织(500×)Figure 7 Metallographic structure after the first heat treatment (500×)
3.5 差温热处理
差温热处理仍采用差温炉加热、卧式喷雾机淬火的热处理方式,在中低温回火电炉中进行回火,以保证辊身辊面硬度及要求的淬硬层深度。两支支承辊差温热处理后辊身的硬度分别为60~67 HS和62~66 HS,辊身淬硬层的力学性能见表4,金相组织见图9。
从整个生产工艺流程及各项硬度和性能指标检测结果来看,两支支承辊的试验生产是成功的,各项检测指标均满足支承辊的技术要求。目前已在某厂1 580 mm热连轧机精轧机架上机过钢使用,表现出非常好的耐磨性和抗热裂性,基本达到支承辊轧制周期延长一倍的目标。
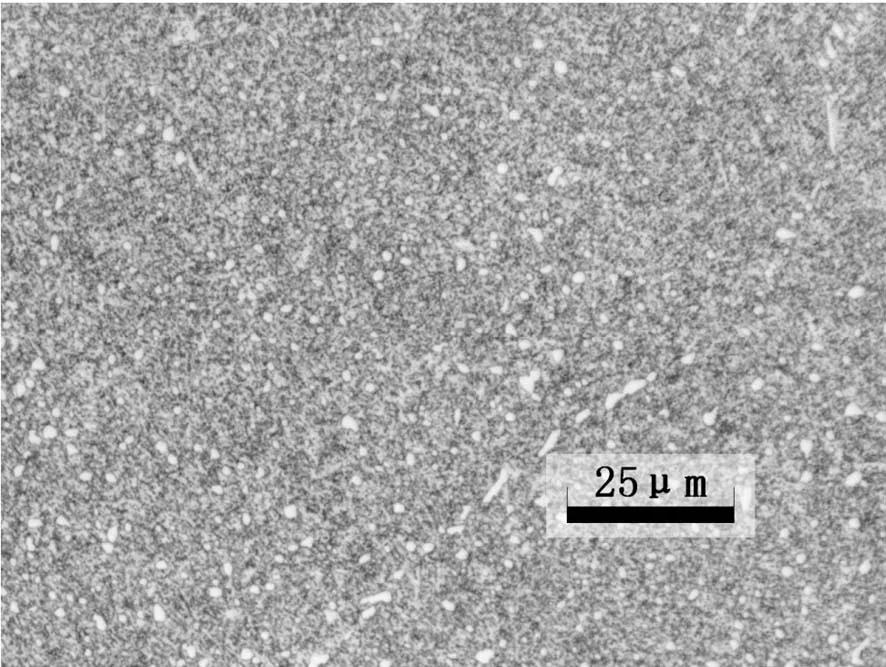
图8 调质热处理后的金相组织(1 000×)Figure 8 Metallographic structure after quenching and tempering(1 000×)

图9 最终热处理后的金相组织(1 000×)Figure 9 Metallographic structure after final heat treatment (1 000×)
4 结论
(1)由CCT曲线可以看出,珠光体区右移,8%Cr钢具有很高的淬透性和淬硬性。
(2)8%Cr钢淬火温度为900~960℃,在480~600℃温度回火,可获得75~55 HS的硬度。
(3)8%Cr钢的始锻温度为1 180~1 250℃,
终锻温度为850~900℃。
(4)8%Cr钢具有很好的抗回火稳定性、抗热裂性和非常高的耐磨性。
(5)8%Cr钢具有很好的冶炼、锻造、热处理等工艺性能。
(6)8%Cr钢是很好的热连轧轧机精轧机支承辊用钢。