薄板烘丝机出口含水率稳定性控制方法研究
2022-11-10刘穗君刘颖赵万莹王海宇杨光露李超刘磊冯凯迪
刘穗君,刘颖,赵万莹,王海宇,杨光露,李超,刘磊,冯凯迪
薄板烘丝机出口含水率稳定性控制方法研究
刘穗君1,刘颖1,赵万莹1,王海宇2*,杨光露1,李超3,刘磊1,冯凯迪1
1 河南中烟工业有限责任公司南阳卷烟厂,河南省南阳市新华东路6号 473007;2 郑州大学商学院,河南省郑州市科学大道100号 450001;3 河南中心线电子科技有限公司,河南省郑州市东里路41号 450004
【目的】解决薄板烘丝机出口含水率控制精度较低、波动较大问题。【方法】采用滑窗法监测入口含水率的整体性波动并进行相应的准确控制,采用指数加权移动平均(Exponentially Weighted Moving Average,EWMA)法对出口含水率的波动及时调整,建立前馈和反馈相结合的出口含水率整合控制模型,并采用自学习算法对模型进行自动优化和修正。【结果】控制方法改进后,出口含水率控制精度显著提高,过程偏移量、标准差和极差分别降低50.0%、37.5%和14.3%,过程能力指数提高57.1%。【结论】基于滑窗预测和EWMA调整的薄板烘丝出口含水率稳定性控制方法能有效提升该工序的质量控制能力。
薄板烘丝机;出口含水率;滑动窗口;指数加权移动平均;自学习优化
叶丝干燥是卷烟制丝工艺中的关键工序之一,通常将出口含水率作为该工序的关键质量特性[1]。薄板烘丝机是广泛应用的叶丝干燥设备之一,目前对薄板烘丝机出口含水率的控制已有较多研究,如陈河祥等[2]研究了基于热风风量控制模式的烘丝机出口含水率的改进控制;赵汉文等[3]研究了基于平行移动法的干燥工序前后含水率同步调控方法,有效提升了出口含水率的过程能力;孙觅等[4]研究了根据叶丝干燥速率特性进行分组分段加工的试验方法;王岩等[5]分析了滚筒分段变温干燥方式下烤烟叶丝质量的变化特征;阴彦磊等[6]采用云推理的方法对叶丝干燥的筒壁温度进行预测分析和控制;崔升和李日南[7]分析了出口含水率的影响因素并采用稳健设计方法对工艺参数进行了优化设计;李文伟等[8]则采用双层EWMA控制器对出口含水率批次间的质量一致性进行控制。上述研究虽有效减少了薄板烘丝机出口含水率的波动,但控制方式较单一,在含水率的控制精度、稳定性、自适应调节能力等方面仍有提升空间。为此,本文在上述研究的基础上,进一步构建来料含水率预测控制和出口含水率EWMA反馈调整相结合的综合控制模型,并根据控制效果采用自学习算法对模型参数进行自适应优化,以提高薄板烘丝机出口含水率稳定性的控制能力。
1 控制方法
1.1 材料和设备
以南阳卷烟厂生产的黄金叶(硬帝豪)卷烟为控制方法试验对象,试验过程中,该品牌规格卷烟采用以下工艺技术要求:HT工作蒸汽压力0.3 MPa,物料流量3000 kg/h,薄板烘丝机热风温度(115±2)℃,筒壁温度(130±2)℃,排潮风门开度(20~70)%,出口含水率要求达到(13.0±0.5)%。为进行控制方法设计,采集“黄金叶(硬帝豪)”卷烟的薄板烘丝工序的数据,包括来料含水率、物料流量、热风温度、热风风速、筒壁温度、排潮负压、排潮阀门开度、出口含水率设定值、出口含水率实际值等主要过程数据。数据采集的时间间隔为5 s,共采集20个批次的数据进行分析。
以南阳卷烟厂薄板烘丝工序为研究对象,该工序采用SH624B型烘丝机(昆明船舶设备集团有限公司),含水率采用TM710e型烟草红外水分仪(NDC红外技术公司)检测。
1.2 薄板烘丝过程整合控制模式
薄板烘丝机生产工艺过程控制主要采用两种控制模式,即热风参数控制模式和薄板温度控制模式。热风参数控制型主要是固定筒壁温度,通过调节热风或排潮来控制出口水分、温度等;薄板温度控制型主要是通过固定热风参数,通过调节筒壁温度来控制出口水分、温度等。根据“黄金叶(硬帝豪)”规格产品卷烟工艺技术要求,薄板烘丝工序主要是通过调整排潮阀门开度值来实现对出口含水率的有效控制,其控制模式中的输入为来料含水率,输出为出口含水率,调节因素为排潮阀门开度值,一般可采用PID反馈控制根据出口含水率的偏差对阀门开度进行实时调整。而热风温度、热风风速、筒壁温度等其它工艺参数(影响因素)均按照工艺技术要求设置设定值,并在允差范围内保持稳定。为提高批次内出口含水率控制的稳定性,在PID控制的基础上,通过来料含水率的滑窗预测进行前馈控制的同时,采用出口含水率的EWMA反馈调整,形成的整合性控制模型见图1。
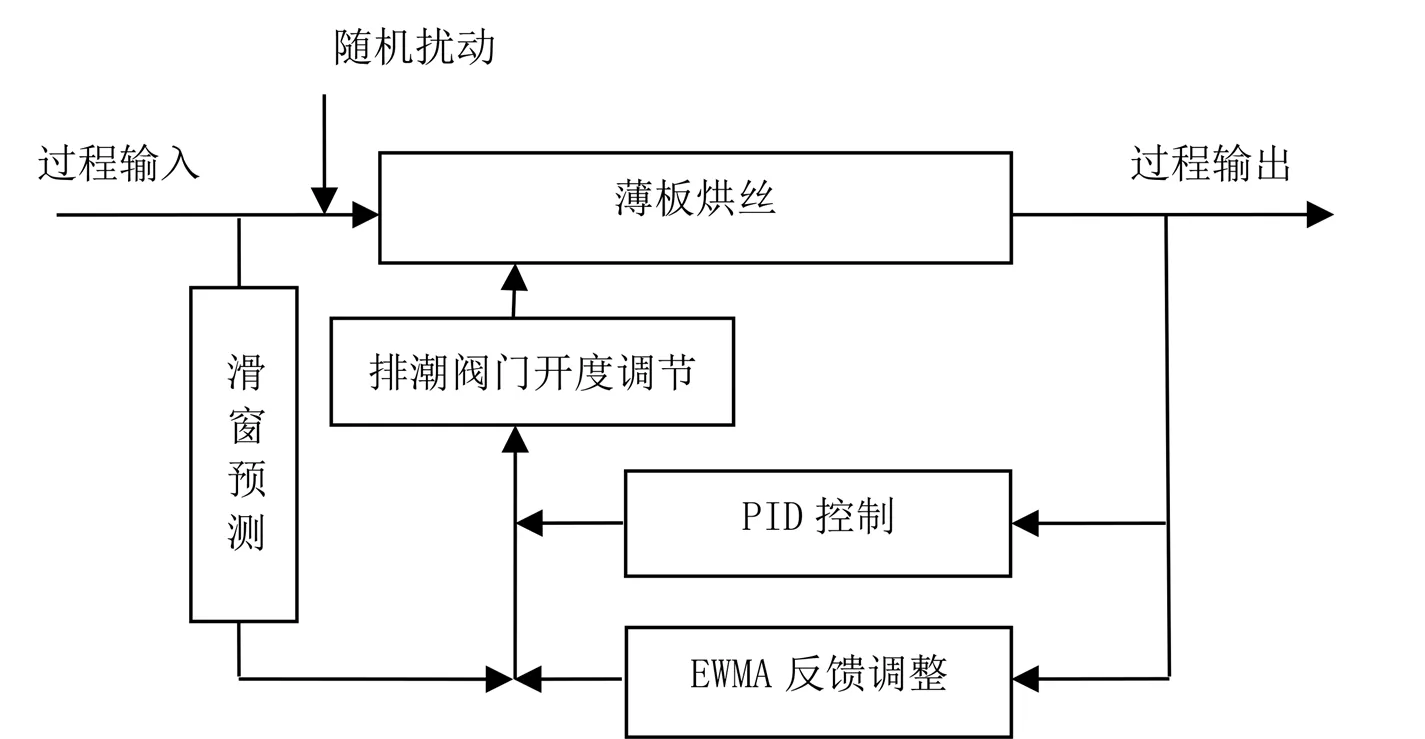
图1 薄板烘丝过程的整合控制模型
1.3 基于来料含水率滑窗预测的出口含水率控制
为分析来料含水率对出口含水率变化的影响,通过测算叶丝物料在薄板烘丝机中的停留时间,将来料含水率与对应的出口含水率变化情况进行比对,见图2。若来料含水率出现偶然性的减小,比如第16到第18个时刻点,反映在出口含水率上并未出现明显的波动;而在第42个点开始出现了连续性的增大,来料含水率的整体增高,造成相应时刻出口含水率也出现了趋势性的增大。这是因为烘丝机的滚筒能够将一定时间段内的物料进行一定程度的混合,来料的短期变化往往对出口含水率的影响不大,但来料的趋势性变化则会对出口含水率造成显著的影响。

图2 来料含水率与出口含水率的时间序列图比对
为区分和识别来料含水率的整体趋势性变化,可采用移动滑窗的方法进行监测和调整,具体流程见图3。设当前时刻为,为确定当前来料的状态,可采用近一段时间的前次采样计算来料平均含水率:

其中,xi表示第i个时刻的来料含水率,当前时刻来料含水率与其对应的平均含水率的差:。可建立一个包括n次采样的滑窗识别来料含水率的趋势性变化,[dt, dt-1, …dt-n+1],参考过程质量控制判异准则,若连续有7个点在中心线同一侧,则说明过程中存在趋势性偏移[9],于是可令n=7。若一个滑窗中所有的7个dj(j=t, t-1, …t-n+1)都大于等于0,说明来料含水率已出现了整体性的增大,则在秒后(即该滑窗第一个时刻点对应的出口时刻,其中M=310 s为物料从入口到出口的总时长,h=5 s为采样间隔)减小排潮阀门开度值,以消除这种趋势;相反,若一个滑窗中所有的dt都小于等于0,则需要在秒后增大排潮阀门开度值;若这两种情况都没有出现,则继续向前滑动该窗口,以对来料含水率进行实时监测。而当进行调整后则需等待n个时刻后再重新建立滑窗,以避免对同一个变化趋势进行重复调整。
1.4 出口含水率的EWMA调整
PID反馈控制系统能够对出口含水率的轻微变化进行调整,但对于较大的过程波动往往难以及时实现有效控制,很多时候都需要操作人员进行人工干预,这既增加了人员的工作强度,也由于操作人员的经验差异造成批次质量稳定性下降,为此可运用EWMA控制算法来实现出口含水率变化的自动识别和调整。
令进入正常生产阶段的时刻为0,从此时刻开始的第s个时刻t的出口水分为y,此时EWMA统计量为:

其中,0=,为出口含水率的目标值,为EWMA平滑系数,一般取=0.2。参考统计质量控制中EWMA控制图的构造方法[10],将出口含水率判定为稳定的阈值:
1.5 自学习优化
在实际应用过程中,调整幅度的设置必须与实际应用情况相适宜,排潮阀门开度值的调整幅度过小会导致控制不及时,调整滞后;幅度过大又容易导致过程振荡,稳定性下降,因此可采用自学习的方法对控制模型的调整幅度进行自适应优化。在整合控制模式中,共有四种情况的调整,根据来料含水率进行调整的两种情况分别记为调整A和B,根据出口含水率进行调整的两种情况分别记为调整C和D。四种调整的幅度可以各自通过自学习进行优化,以调整A为例,自学习优化流程见图4。

图4 自学习优化流程图

2 应用效果
根据本文所述控制方法,自主开发薄板烘丝出口含水率精准控制系统,并部署实施。自实施以来,共对3个品牌(规格)87个批次的薄板烘丝过程进行了控制应用,比较应用前后的过程能力指数C,见图5。
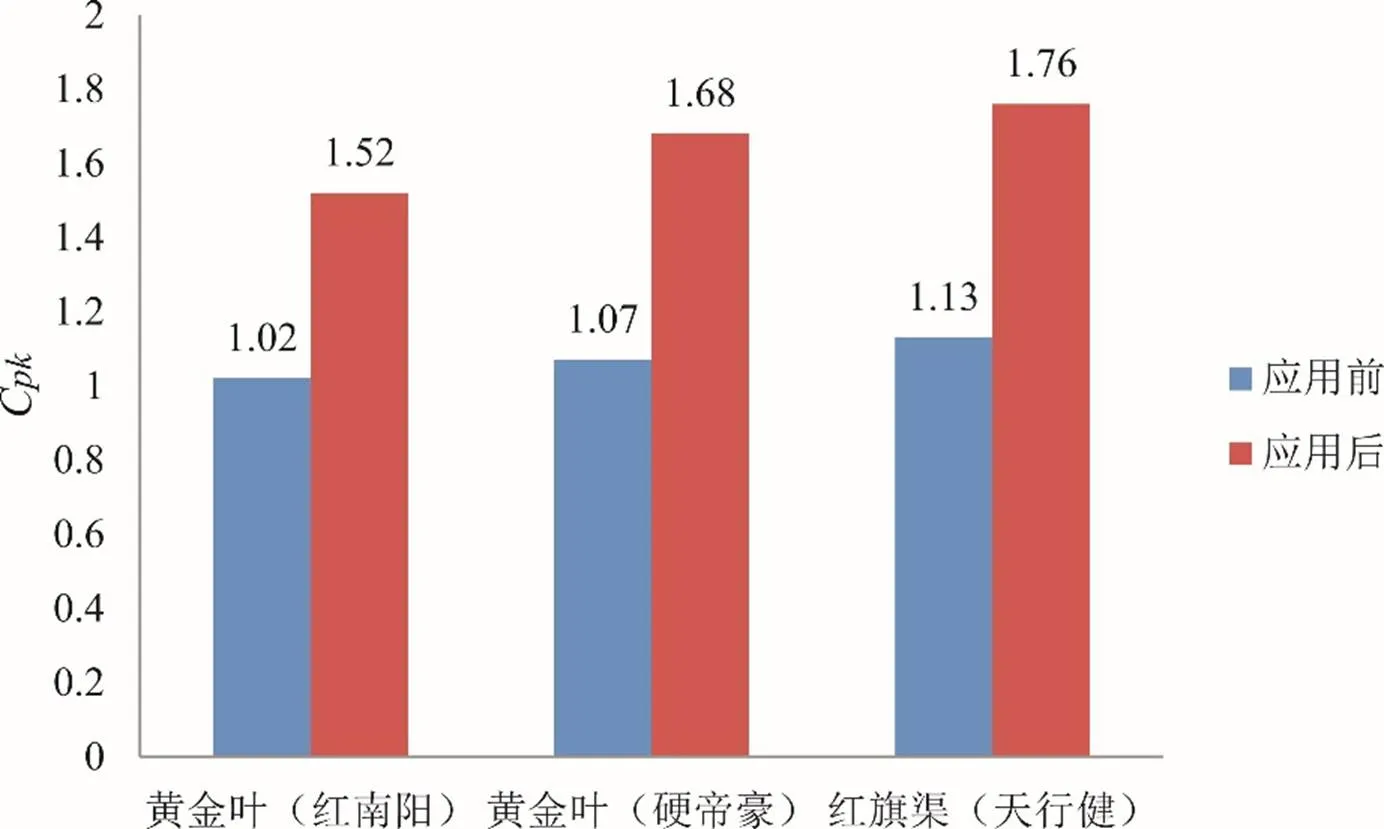
图5 薄板烘丝出口含水率Cpk比较
从图中可以看到,该工序的质量水平提升效果显著,3个牌号的C分别提高了48.6%、57.3%、55.7%。为进一步说明控制模型的应用效果,以黄金叶(硬帝豪)卷烟为例,分别选取本控制模型应用前后各10批工序出口含水率数据进行具体比较,分别计算这20个批次的薄板烘丝出口含水率的均值、方差、极差、C等过程质量指标,结果见表1。
表1 控制模型应用前后数据对比

Tab.1 Data comparison before and after application of control model
注:应用前数据采集时间为2020年7月,应用后数据采集时间为2020年9月。
Note: the data acquisition time before and after application was July 2020 and September 2020, respectively.
表1显示,控制模型应用前出口含水率的平均偏移量为0.08%,模型应用后为0.04%,降低50.0%;含水率标准差从模型应用前的0.16%减少到应用后的0.10%,降低37.5%;极差从模型应用前的0.56%减少到应用后的0.48%,降低14.3%;C从模型应用前的1.05提高到应用后的1.65,提高约57.1%。控制效果的比对分析表明,本文提出的整合控制模型能有效提高薄板烘丝工序的质量控制能力。
3 结论
本文采用滑窗法和EWMA法分别构建了基于薄板烘丝工序入口含水率变化的前馈控制和基于出口含水率波动的反馈控制方法,由此建立前馈反馈整合控制模型,并设计了一种自学习算法对模型参数进行优化和修正。选取南阳卷烟厂生产的“黄金叶(硬帝豪)”卷烟为对象进行应用效果比对验证,出口含水率的平均偏移量、标准差和极差等指标都显著下降,过程能力指数明显提升,表明过程质量控制能力得到了提高。这种在线智能控制方法可以在其它类似的制丝生产工序中进一步推广应用。
[1] 《卷烟工艺规范》编写委员会. 卷烟工艺规范[M]. 北京:中国轻工业出版社,2016.
Committee Group of Cigarette Process Specification. Cigarette process specification[M]. Beijing: China Light Industry Press, 2016.
[2] 陈河祥,李斌,李华杰,等. 滚筒烘丝机控制方法的改进与对比分析[J]. 烟草科技,2011, 9: 12-15.
CHEN Hexiang, LI Bin, LI Huajie, et al. Improvement and comparison of control method for cylinder drier[J]. Tobacco Science & Technology, 2011, 9:12-15.
[3] 赵汉文,张军,李纳. 含水率平行移动法稳定叶丝干燥工序工艺参数的研究[J]. 烟草科技,2012, 10: 13-15.
ZHAO Hanwen, ZHANG Jun, LI Na. Stabilizing technical parameters in cut tobacco drying with moisture content parallel shift method[J]. Tobacco Science & Technology, 2012, 10: 13-15.
[4] 孙觅,李春光,宋伟民,等. 基于叶丝干燥速率特性的分组干燥研究[J]. 烟草科技,2015, 48(4): 66-70.
SUN Mi, LI Chunguang, SONG Weimin, et al. Research on grouping drying based on drying rate of cut strips[J]. Tobacco Science & Technology, 2015, 48(4): 66-70.
[5] 王岩,朱文魁,刘楷丽,等. 滚筒分段变温干燥方式下烤烟叶丝质量的变化特征[J]. 烟草科技,2015, 48(8): 60-66.
WANG Yan, ZHU Wenkui, LIU Kaili, et al. Quality variation characteristics of cut strips of flue-cured tobacco during dual-temperature drying[J]. Tobacco Science & Technology, 2015, 48(8): 60-66.
[6] 阴彦磊,何邦华,唐军,等. 基于云推理的叶丝干燥筒壁温度预测方法[J]. 烟草科技,2017, 50(3): 80-87.
YIN Yanlei, HE Banghua, TANG Jun, et al. Method of predicting cylinder wall temperature of cut strip drier based on cloud reasoning[J]. Tobacco Science & Technology, 2017, 50(3): 80-87.
[7] 崔升,李日南. 基于稳健设计的滚筒烘丝机叶丝干燥工艺的优化[J]. 贵州农业科学,2018, 46(11):130-133.
CUI Sheng, LI Rinan. Drying process optimization of cut tobacco in drum dryer based on robust design[J]. Guizhou Agricultural Sciences, 2018, 46(11):130-133.
[8] 李文伟,靳毅,王海宇,等. 基于双层EWMA方法的叶丝干燥出口含水率质量一致性控制[J]. 烟草科技,2020, 53(5): 93-98.
LI Wenwei, JIN Yi, WANG Haiyu, et al. Consistency control of moisture content in output cut strips from drying process based on double EWMA method[J]. Tobacco Science & Technology, 2020, 53(5):93-98.
[9] 熊伟. 现代质量管理[M]. 杭州:浙江大学出版社,2008.
XIONG Wei. Modern quality management[M]. Hangzhou: Zhejiang University Press, 2008.
[10] 王海宇,乔百豪,瞿博阳. 基于APL的EWMA控制图经济统计优化设计[J].运筹与管理, 2020, 29(2):1-9.
WANG Haiyu, QIAO Baihao, QU Boyang. Economic-statistical Design of EWMA Control Chart Based on APL[J]. Operations Research and Management Science, 2020, 29(2):19-27.
Study on stability control method of outlet moisture content of cut-tobacco drier
LIU Suijun1, LIU Ying1, ZHAO Wanying1, WANG Haiyu2*, YANG Guanglu1, LI Chao3, LIU Lei1, FENG Kaidi1
1 Nanyang Cigarette factory, China Tobacco Henan Industrial Co., Ltd., Nanyang 473007, China;2 Business School, Zhengzhou University, Zhengzhou 450001, China;3 Henan Center Line Electronic Science and Technology Co., Ltd., Zhengzhou 450004, China
[] This study aims to promote the control precision of outlet moisture content of cut-tobacco drier and decrease quality variation. [] A sliding window method was used to monitor fluctuation of inlet moisture content An Exponentially Weighted Moving Average (EWMA) method was used to adjust outlet moisture content timely. An integrated control model was established by combining feedforward and feedback control, and further revised by self-learning optimization algorithm. [] The results showed that the control precision of outlet moisture content was significantly improved, with pdeviation, extreme difference and mean square error decreased by 50.0%, 37.5% and 14.3% respectively, and the capability index increased by 57.1%. [] Stability control method of moisture content in cut tobacco drying process based on sliding window forecast and EWMA adjustment can effectively improve the quality control capability of cut tobacco drier.
cut-tobacco drier; outlet moisture content; sliding window; exponentially weighted moving average; self-learning optimization
. Email:45211474@qq.com
刘穗君,刘颖,赵万莹,等. 薄板烘丝机出口含水率稳定性控制方法研究[J]. 中国烟草学报,2022,28(5).
LIU Suijun, LIU Ying, ZHAO Wanying, et al. Study on stability control method of outlet moisture content of cut-tobacco drier[J]. Acta Tabacaria Sinica, 2022, 28(5).
10.16472/j.chinatobacco.2021.260
国家自然科学基金项目“基于PLD的过程质量控制经济统计优化设计研究”(71672209);河南中烟工业有限责任公司科技项目“制丝质量精准控制系统平台研究及推广应用”(2018410006340007)
刘穗君(1976—),本科,工程师,主要从事卷烟工艺技术研究,Tel:0377-63038957,Email:nyliusj@qq.com
王海宇(1979—),Tel:0371-62506113,Email:45211474@qq.com
2021-12-22;
2022-06-22
