基于DR-PID与HarmonyOS的滤棒成型纸制动控制器
2022-11-10何江吴蕊胡刚董伟航
何江,吴蕊,胡刚,董伟航
烟草设备
基于DR-PID与HarmonyOS的滤棒成型纸制动控制器
何江,吴蕊*,胡刚,董伟航
湖北中烟卷烟材料厂成型车间,湖北省武汉市汉阳区七里庙岱李湾4号 430050
【目的】解决成型纸制动装置结构复杂、零配件易磨损、维修繁琐等问题。【方法】对成型纸制动系统的工作原理进行研究,使用运行HarmonyOS的华为Hi3861国产芯片,采用抗扰PID(Proportional-Integral-Derivative control)算法建立数据模型,并在Matlab软件中的Simulink模块下对该算法进行仿真实验,设计出一种制动控制系统。【结果】装有该系统的滤棒成型机与之前相比在启动时、搭接时、运行时和停车时,断裂次数分别下降了96%、91.2%、96%、88%和92.6%,总断裂次数降低了92.6%,且满足结构新颖简单、维修方便、控制精准的要求。
成型纸制动装置;抗扰PID;仿真实验;滤棒成型
目前国内外滤棒成型机成型纸制动装置主要为机械式的,由制动片与制动盘摩擦而产生制动力。成型纸穿过回转圆盘和摆动杆上的导纸辊,当加速辊加速带动成型纸运行时,使得摆动杆所受的拉力大于拉簧的预拉力时,摆动杆另一端的制动片会压向制动盘,反之相反,两组动作迫使成型纸保持张力平衡。由于制动盘和制动片经常处于工作状态,因此极易磨损,从而导致成型纸的张力不平衡,纸带断裂,给设备运行造成一定影响,且机械式的制动装置维修频次较高,维修步骤较为繁琐,因此有必要采用一种新型的制动装置。
基于上述原因,本文提出一种电子式的成型纸制动装置,主要原理是通过磁粉制动器来代替制动盘和制动片,取消摆动杆、拉簧等机械零件,两个成型纸均穿过一组导纸辊和装有编码器的摆臂,成型纸制动器通过编码器输出信号来控制磁粉制动器,从而使得成型纸的张力保持稳定。
1 制动控制系统的数学模型
1.1 影响张力的因素
图1为成型纸制动控制系统的机械结构示意图,其中两盘(其中一盘半径较小的成型纸处于放卷状态,另一盘为待拼接状态)成型纸分别装在主要由磁粉制动器构成的转动轴总成上,摆杆上装有带有减速器的编码器,通过摆杆左右摆动的幅度,来检测成型纸张力的大小。

图1 成型纸制动结构简图
对放卷状态的成型纸进行受力分析,考虑受到干扰因素,速度和张力都发生变化,得到动态平衡方程:

其中T为磁粉离合器输出力矩,为摩擦阻尼系数,为放卷状态成型纸的角速度,为成型纸的转动惯量,F为系统张力,R为成型纸盘半径,考虑盘芯的转动惯量的影响,则有:


通过体积守恒法[1]可知,成型纸在放卷过程中总体积是不变的,则有:

其中为成型纸厚度,为宽度,变形后有:
公式5和公式2带入公式1,可以得出成型纸放卷过程中的系统张力公式:

可以看出,系统的张力与成型纸运行的线速度和半径有很大的关系,在滤棒成型机运行过程中,停机和开机的阶段速度变化比较大,此时系统的张力受设备的运行速度干扰较大;而当滤棒成型机处于正常运行阶段时,即运行速度达到固定值时,系统张力受成型纸半径的干扰较大。
1.2 传递函数
通过磁粉制动器来控制系统的输出力矩,磁粉制动器的控制过程是一个典型的一阶惯性和纯滞后系统[2],传递函数可表达为:
其中为系统开环放大倍数,为惯性时间常数。
对成型纸进行张力控制实际上为控制成型纸盘转动的速度,通过公式6可将传递函数表达为:

其中为转动惯量,为阻尼系数。
系统通过编码器来测量摆臂转动角度,摆臂上装有齿轮减速器和齿条,齿条通过左右平动而带动编码器转动,从而将张力值反馈给系统,传递函数为:
由上可知,整个成型纸张力控制系统的传递函数为:
1.3 控制策略及仿真
为保证制动力输出的稳定性,需要对制动力的输出响应进行精确控制,有必要利用相应的算法进行闭环控制。采用一种利用自抗扰控制原理设计的PID控制算法-抗扰PID控制(Disturbance Rejection Proportional-Integral-Derivative control,简称DR-PID),其控制器结合传统PID控制的形式,并利用自抗扰控制器的设计方法,参数调节较PID调节简洁清晰,对模型的精确性要求不高,且参数调节方式可以利用传统的PID工程调节方法[4]。


对上述理论公式进行算法简化后得到:


通过公式12和13得到DR-PID既可以单独使用,通过调节K和ω参数来调节响应。也可以做传统PID调节的辅助手段,辅助调节PID的参数,能有效提高调节PID参数的效率。本文在Matlab的Simulink模块下对系统进行仿真,从而为实际应用提供有效的理论支撑,图2为仿真模型。

图2 Simulink仿真图
按照PID调节手段,对系统参数进行初步计算和选定后,系统仿真得到图3粉色单位脉冲响应曲线,此时系统的超调量为24%,上升时间t为0.11 s,调节时间t为0.45 s,峰值时间t为0.2 s。通过DR-PID辅助调节参数得到图3蓝色单位脉冲响应曲线,此时系统的超调量为16%,上升时间为0.06 s,调节时间t为0.31 s,峰值时间t为0.12 s,即DR-PID可以有效辅助PID参数的调节。

图3 Simulink仿真结果曲线图
2 硬件设计
2.1 总体设计方案
该系统由HI3861主控板,集成SSD1306驱动芯片的0.96寸OLED显示屏、磁粉制动器、L298N驱动模块、接近开关及放大器和编码器等组成。其中,主控芯片为华为Hi3861国产芯片,与其它ARM、STM32芯片相比,该芯片集成了2.4 GHz WLAN SOC芯片,是一款较先进的物联网芯片,整体结构示意图如图4所示。

图4 整体结构示意图
2.2 OLED显示屏与按键
采用0.96寸OLED显示屏显示操作选项,主控芯片通过I2C总线与OLED显示屏连接;同时利用显示屏上所配的S1、S2两个按键和主控板上的USER按键一起完成相关操作。由于这3个按键均与GPIO5相连接,同时GPIO5与ADC2接口复用同一接口,通过读取GPIO5的模拟量值可区分3个按键,因此节省了2个GPIO口留作其它用处,接线示意图见图5。

图5 OLED及按键接线示意图
2.3 磁粉制动器
根据YC/T208—2006《滤棒成型纸标准》,高透滤棒成型纸的纵向抗张能量吸收≥9 J/m2、试样宽度为15 mm、试验夹初始间距为180 mm。根据抗张能量吸收值TEA公式[5]:
TEA =E/L×b≈K×F×I/ L×b (14)
其中:TEA——抗张能量吸收值(J·m-2),---破裂功,被夹距间纸条所吸收的能量(J),换算系数,纵向0.62,横向0.72,绝对抗张力(N),绝对伸长度(m),纸条的有效长度、即夹距(m),纸条宽度(m)。
测试机器的成型纸选用民丰12000高透成型纸,伸长率约为2.08%,计算可得该成型纸的绝对抗张力约为7.78。根据磁粉制动器选型的公式:
(15)
其中:磁粉制动器功率,纸带所受的最大张力,纸带最大运行速度。

主控芯片的4个GPIO口与L298N驱动模块的4个IN口连接,程序中需要将GPIO口更改为PWM模式,输出0~5 V的电压;L298N驱动模块的4个输出口分别与2个磁粉制动器连接,通过给定的输入电压输出0~14 V左右的电压,控制输出的制动力,接线示意图如图6所示。

图6 制动器接线示意图
2.4 编码器与光电开关的选型
编码器主要用来检测摆臂的摆动幅度,选用欧姆龙E6B2-CWZ6C型编码器,工作电压为24 V,控制输出电压为5 V。光电开关用来检测成型纸盘的余量,以控制系统在更换成型纸和切换成型纸时,对两个成型纸盘输出相应制动力,经选型采用基恩士PZ-G102型光电开关。
编码器的A、B、Z相输出分别连接到主控板的3个GPIO口,2个接近开关的放大器与主控板的2个GPIO口连接,2个接近开关为将需要更换成型纸和切换到另一个成型纸盘的信号传递给主控芯片,结构示意图见7。

图7 编码器与光电开关接线示意图
3 软件系统的设计
3.1 系统的主要功能
软件系统功能主要为:1、检测摆臂的摆幅,并将编码器的值转化为相应数据;2、根据摆幅的数据,输出相应的PWM值,用来控制L298N的输出电压,从而调整制动力的大小;3、DR-PID控制器用来调节系统的稳态性能;4、读取接近开关的状态,并给出相应的制动力;5、提供相应的显示操作界面,显示相关数值。
3.2 系统框架
HarmonyOS可支持多种操作系统内核,如Linux内核、HarmonyOS微内核以及LiteOS,该系统采用liteOS-m内核(RTOS)。分别由内核层、系统服务层、框架层和应用层组成,每层包含各种子系统及其功能模块,可根据需求裁剪不同的子系统或功能模块,图8为系统框架图。
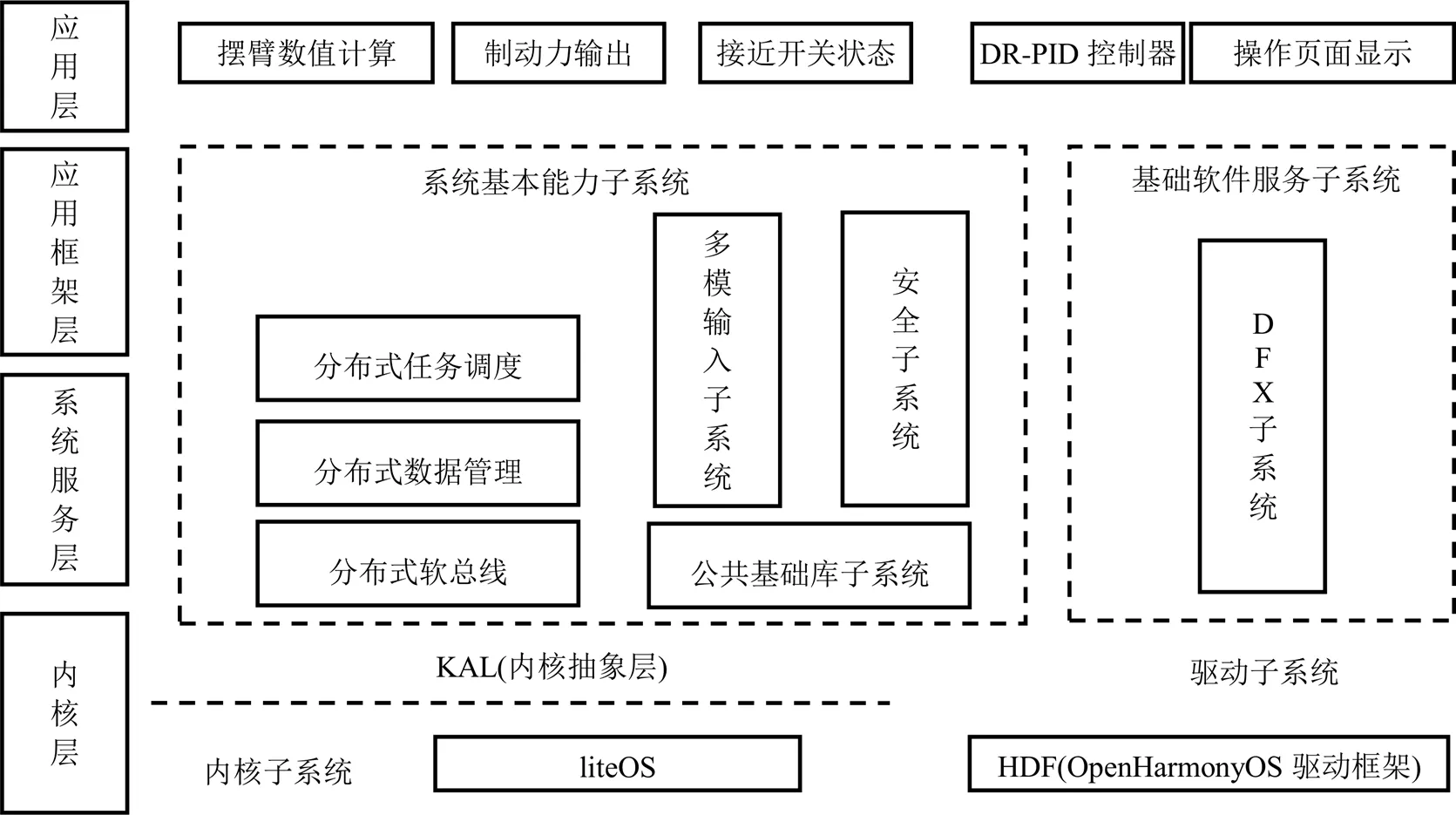
图8 系统框架图
3.3 系统运行流程
LiteOS采用抢占式的调度机制,同时也支持时间片轮转的调度方式。由上文可知,该系统设计了5个子任务,依次为显示操作页面、摆臂数值计算、成型纸盘转换位置、制动力输出以及操作页面显示。根据系统运行特点,设定前3个任务与后2个任务为优先级的抢占调度方式,且任务1、2、3、5的优先级高于任务4,系统运行流程图见图9。

图9 系统运行流程框图
3.4 摆臂数值读取
系统张力的大小是靠摆臂摆动的幅度来判断的,摆臂实际的摆动幅度设计在160°以内。为提高检测精度,编码器不直接安装在摆臂上,而是将一个大齿轮装在摆臂的一端,编码器的轴端装有一小齿轮,两齿轮的齿比为1:20。
3.5 制动力输出
磁粉制动器的理论制动力大小与输入电流成线性关系,最大控制电流0.45 A,制动器电阻33 Ω,输出最大制动力时,L298N输出电压14.85 V。在实际使用中,电压在11.5 V左右制动力即可满足要求。程序根据摆臂的数值输出相应的PWM值,控制L298N输出相应的制动电压,从而产生相应的制动力。
3.6 显示操作页面
系统提供一个多级菜单,程序通过检测按键的输入,显示不同的操作页面,并可以修改相关数据。操作页面提供4个功能,可以手动修改一号和二号制动力的值用于调试任务,查看编码器的值用于调试摆臂的幅度,设置控制参数。由于这些功能基本只在调试时使用,所以该任务的优先级最低。
3.7 控制器程序设计
本文在1.3节已经给出了DR-PID的理论公式,其形式与PID是相似的,因此可以借用PID的数字化实现方式推导出DR-PID的离散化公式。PID控制器的连续形式和离散PID的增量式为:
对于DR-PID的连续形式有:

其离散形式可表达为:



对于PI控制器的参数进行转化则有如下公式:


4 试验验证及分析
4.1 试验设计
试验生产的滤棒长度为120 mm,车速为394 m/min,成型纸规格为:26.0 g×25.5 mm×4000 m。试验设计如下:
设置DR-PID控制器的参数后进行试车试验,图10为控制器制动力输出试验数据。

图10 实际制动力输出曲线图
图10可知,在滤棒生产过程中,成型纸盘在T4和T6时刻进行盘纸搭接,系统起始时,首先放卷的成型纸长度约为其规格长度的1/3,T4~T6时间段为整盘纸张放卷时间。车速不变时,系统制动力输出随着成型纸盘的直径大小线性递减,这与理论模型(公式6)是符合的。T5时系统输出有较大的波动,这是由于两盘成型纸搭接转换位置,造成系统的张力有突变。在T1~T4时间段,即开机启动时,制动控制器迅速根据实际的张力大小输出相应的制动力,制动力从35%迅速下降到20%以便保持系统的张力平衡。T2时刻,由于操作上的暂时停机,制动力固定在22%不变,这是因为骤然停机检测张力的摆臂突然被拉动而无法回复造成的,T7~T8时刻同理。
由于纯滞后系统的特性,设备运行速度稳定时,制动力输出会在正常范围内的波动。在开机时和更换成型纸时,车速与成型纸直径数据突变,虽有短暂的超调量过高的情况,但仍能迅速让系统输出的制动力保持张力平衡。
4.2 效果验证
成型纸因张力不稳定断裂的次数,是判断系统性能是否良好的关键指标。对车间两台成型机成型纸断裂次数进行统计如表1所示,其中A车为机械式制动装置,B车为本文的制动装置,调查统计时间为2021年6月至2021年11月,每天两班,单班运行约9 h,成型纸品牌型号、生产时间、产品品规等均保持一致,每月抽取5个可用于对比的有效班次。另外,A车分别在5月底更换过刹车片和刹车盘,9月底更换刹车片。
表1 成型纸断裂次数对比图
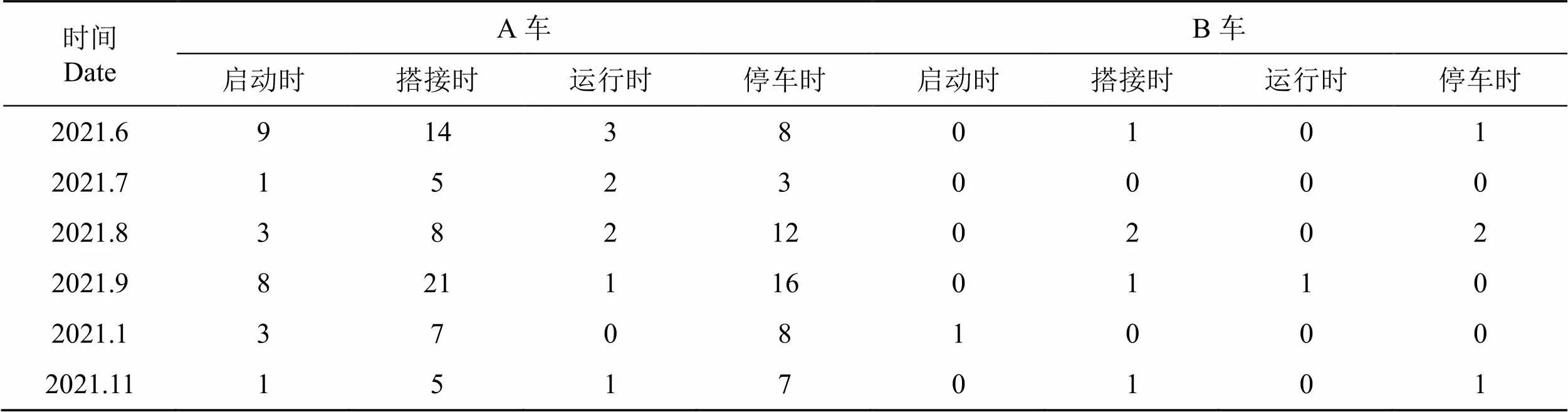
Tab.1 Comparison of breaking times of formed paper
由表1可知,改装后的系统,成型纸在启动时、搭接时、运行时和停车时,断裂的次数分别下降了96%、91.2%、96%、88%和92.6%,总断裂次数由148次下降到11次,降低了92.6%。另外,原成型机需约3个月更换一次刹车片,新系统中该工作可省略,并且检修刹车盘和弹簧等零件的维修工作也可省却。
5 结论
本文设计的成型纸制动控制器,可以通过摆臂检测系统的张力,采用DR-PID控制器控制制动力的输出,能有效保持张力的稳定。实际应用效果表明,5个月内成型纸总断裂次数由148次下降到11次,降低了92.6%。整套系统稳定可靠,机械结构简单,维修方便,能够极大降低维修人员的工作强度。
[1] 冯涛,王晶. 放卷过程中纸卷动态半径的三种计算方法[J]. 包装工程,2003, (2): 27-28.
FENG Tao, WANG Jing .Three methods to calculate the dynamic radius of the paper roll in the unwinding process[J]. Packaging Engineering, 2003, (2): 27-28.
[2] 袁宇凤,任芳,杨兆建. 磁粉制动器数学建模与控制方法研究[J]. 机械设计与制造,2018, (7): 13-15.
YUAN Yufeng, REN Fang, YANG Zhaojian. Research on modeling and control method of magnetic particle brake[J]. Machinery Design&Manufacture, 2018, (7):13-15.
[3] 杨勇,赵崇杰,李俊杰. 基于模糊PID的卷纸输送系统恒张力控制研究[J]. 广州航海学院学报,2021, 29(3): 6.
YANG Yong, ZHAO Chongjie, LI Junjie. Research of constant tension control for paper roll conveying system based on Fuzzy-PID control[J]. Journal Of Guangzhou Maritime University, 2021, 29(3): 6.
[4] Zhuo-YunNiea, Chao Zhua, Qing-GuoWangb, et al. Design, analysis and application of a new disturbance rejection PID for uncertain systems[J]. ISA Transactions.Volume 101.June 2020, Pages 281-294.
[5] 王宝玉. 木浆纤维表面化学特性与纸页强度关系的研究[D]. 华南理工大学,2011.
WANG Baoyu. Study on the relationship between the chemical chracteristics of wood fiber and paper sheet strength[D]. South China Umiversity of Technology, 2011.
[6] 陈明霞,卢澎澎,张寒. 塑料薄膜收卷张力的线性自抗扰控制策略[J]. 工程塑料应用,2021, 49(08): 74-80.
CHEN Mingxia, LU Pengpeng, ZHANG Han. Linear Active Disturbance Rejection Control Strategy of Plastic Film Winding Tensionp[J]. Engineering Plastics Application, 2021, 49(8): 74-80.
[7] 王延年,武阳,吕志发,等. 输纱器恒张力模糊ADRC控制策略研究[J]. 国外电子测量技术,2021, 40(8): 52-56.
WANG Yannian, WU Yang, LV Zhifa, et al. Research on fuzzy ADRC control strategy of constant tension yarn feeder[J]. Foreign Electronic Measurement Technology, 2021, 40(8): 52-56.
[8] Zhuo-YunNiea, ChaoZhua, Jinhua She, et al. New results on the robust stability of control systems with a generalized disturbance observer[J]. Asian Journal of Control, 2020, 2141-2571.
[9] 曾喆昭,刘文珏. 一阶时滞系统的智慧PI控制[J]. 控制理论与应用,2019, 36(8): 1322-1328.
ZENG Zhezhao, LIU Wenjue. Wisdom PI control for first-order systems with time-delay[J]. Control Theory & Applications, 2019, 36(8): 1322-1328.
[10] YC/T 208—2006,滤棒成型纸[s]. 北京:中国标准出版社,2007.
YC/T 208-2006, Filter rod molding paper[s]. BING Jing: Standards Press of China, 2007.
[11] 苏红波,郭素梅. 测试参数对卷烟纸机械性能纵向抗张能量吸收的影响[J]. 华东纸业,2016, 47(5): 33-36.
SU Hongbo, GUO Sumei. Effects of test parameter on results of mechanical property tensile energy absorption of cigarette paper[J]. East China Pulp & Paper Industry, 2016, 47(5): 33-36.
[12] 李洁,孙燕京,李振兴,等. 镀锌线新型张力控制系统研究与设计[J]. 冶金自动化,2013, 37(6):6..
LI Jie, SUN Yanjing, LI Zhenxing. Research and design of new tension control system for galvanized wire[J]. Metallurgical Industry Automation, 2013, 37(6):6.
Brake controller of wrap paper system based on DR-PID and HarmonyOS
HE Jiang, WU Rui*, HU Gang, DONG Weihang
China Tobacco Hubei cigarette material factory, Wuhan 450001, China
[] This study aims to solve defects of the forming paper brake device, including complex structure, quick-wearing spare parts and tedious maintenance. [] The working principle of the forming paper brake system was studied. Data models were constructed by using Huawei Hi3861 domestic chip running HARMONYOS and antichard PID (ProPormressional-DeriVative Control) algorithm. The algorithm was simulated under the Simulink module in the MATLAB software, and a brake control system was designed. [] The breaking times of the filter rod forming machine equipped with this system decreased by 96%, 91.2%, 96%, 88% and 92.6% respectively, and the total breaking times decreased by 92.6%, which meets the requirements of novel and simple structure, convenient maintenance and accurate control.
forming paper brake; disturbance rejection proportional-integral-derivative control; simulation; filter rod molding
. Email:403498325@qq.com
何江,吴蕊,胡刚,等. 基于DR-PID与HarmonyOS的滤棒成型纸制动控制器[J]. 中国烟草学报,2022,28(5).
HE Jiang, WU Rui, HU Gang, et al. Brake controller of wrap paper system based on DR-PID and HarmonyOS[J]. Acta Tabacaria Sinica, 2022,28(5).
10.16472/j.chinatobacco. 2021.T0208
何江(1985—),硕士研究生,工程师,主要研究烟草行业设备改造,Tel:13164661910,Email:502108720@qq.com
吴蕊(1993—),Tel:18602720751,Email:403498325@qq.com
2021-11-16;
2022-06-23
