SAPO-34分子筛母液资源化利用探索研究
2021-11-15梁自斗
梁自斗
(中石化南京催化剂有限公司,江苏 南京 211512)
SAPO-34分子筛因其适宜的酸性、独特的孔道结构和较强的水热稳定性,在甲醇制烯烃(Methanol to Olefins, MTO)反应中表现出优异的活性和低碳烯烃选择性,成为MTO催化剂活性组分的首选[1-4]。目前工业化SAPO-34分子筛均采用水热晶化法合成[5],晶化过程中往往添加过量的有机胺模板剂和晶化原料,产生大量的含有机胺和硅磷铝物种的晶化母液,母液中总氮含量和COD值均较高,常规方法较难降解,目前一般采用直接焚烧法和蒸馏法。焚烧法能耗较大、成本较高,直接焚烧造成了大量有机胺的浪费,同时燃烧产生的废气也易造成二次污染[6]。蒸馏法可将废水中的有机胺和水分离[7],但不适用于低有机胺含量和含大量无机盐的含胺废水,同时在高温条件下,有机胺会分解成偶氮与低分子量化合物,影响有机胺的纯度,此外干燥过程中产生包含有机胺盐的凝胶,降低了干燥效率,增加了固废的处理难度。
目前,国内外针对此类分子筛晶化母液的无害化处理以及资源化利用处理方面鲜有报道。循环晶化回用是分子筛晶化母液利用的常见方法,中科院大连化物所徐磊[8]、陕西煤化工技术工程中心有限公司汪彩彩[9]、 北京低碳清洁能源研究所薛云鹏等[10]将SAPO-34分子筛晶化母液回用合成SAPO-34分子筛,实现了母液的再利用。然而母液在循环利用过程中会导致分子筛质量下降,产生的最终母液仍需处理,且处理难度大、成本高。狄春雨等[11]使用组合絮凝剂处理晶化母液,将母液中未反应的硅磷铝酸盐原料,补加部分原料,在固相干胶转化体系中直接合成SAPO-34分子筛。该方法较难实现工业化,获得的分子筛会对催化剂强度造成一定影响。因此,开发适于工业生产的SAPO-34分子筛晶化母液绿色高效处理技术受到研究者们的广泛关注。
本文从工业生产实际出发,针对使用三乙胺模板剂合成SAPO-34分子筛产生的晶化母液,采用母液改性、蒸发脱胺和喷雾干燥的组合处理技术,回收其中的三乙胺组分,并对磷酸盐固渣进行深度干燥,探索实现固渣资源化利用的可能。
1 实验
1.1 试剂和仪器
实验原料:SAPO-34分子筛晶化母液,氢氧化钠溶液。
仪器或设备:搅拌罐,减压蒸发器,喷雾干燥机,X-射线荧光分析仪,热重分析仪。
1.2 实验操作
母液改性:一定量母液加入搅拌罐中,开启搅拌,加入经过计量的氢氧化钠溶液,搅拌1~2小时,完成母液改性过程。
减压蒸发:改性后物料,通过减压蒸发设备脱除部分的三乙胺和水。
喷雾干燥:减压蒸发后的物料,通过喷雾干燥进一步处理,最终得到干燥固渣成品。
1.3 表征
XRF射线荧光(XRF)元素分析在Philips MagiX X-ray型荧光仪上进行。
热重分析(TG)在SDT Q60型热重分析仪上进行,空气气氛。
2 结果与讨论
2.1 母液改性回收三乙胺
2.1.1 SAPO-34分子筛晶化母液组成
表1 是SAPO-34分子筛晶化母液组成,由表1推算可知,晶化母液中模板剂三乙胺含量为10%(w),磷含量为22 727 μg/g,三乙胺和磷酸主要以磷酸盐形式存在[12],结构简式为(C2H5)3N·H3PO4。

表1 SAPO-34分子筛晶化母液组成分析
2.1.2 母液不改性直接蒸发干燥
晶化母液不改性直接蒸发干燥流程示意图如图1,在干燥过程中,随着游离模板剂三乙胺的减少,母液pH值降低,母液中磷酸盐物种因极易缩合生成凝胶导致干燥效果大幅降低,所得干燥产物的含水率超过80 %,且大量三乙胺因夹带在干燥产物中导致回收困难,增加了后续处理难度和处理费用。蒸发冷凝液为匀质的水相,约占处理母液量的77.6%,其中三乙胺含量为2.94%,约占晶化母液总量的2.3 %,绝大部分三乙胺进入了干燥固渣中,相应增加了后续处理难度。

图1 母液直接蒸发干燥流程示意图
2.1.3 改性后蒸发干燥
作者采用在晶化母液中加入氢氧化钠溶液改性的处理方法,破坏有机胺磷酸盐凝胶体系,置换出游离的三乙胺,具体见式(1),然后经过蒸发冷凝,冷凝液进入三乙胺的精制回用系统(如图2)。工业应用结果表明,改性后晶化母液的蒸发冷凝液分为明显的油相层和水相层,组成见表2。油相层约占晶化母液量的13.5%,其中三乙胺含量为70.54%,约占晶化母液总量的9.5%。可以看出,通过碱液改性,破坏三乙胺磷酸盐结构,母液中三乙胺的回收量提高了3.13倍,同时,有机胺磷酸盐凝胶结构的破除避免了大量液体的夹带,加快了物料的蒸发,易于干燥。

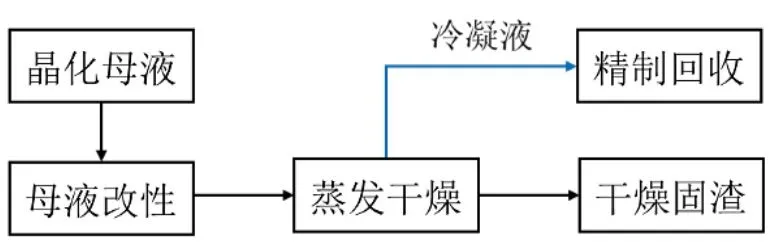
图2 母液改性后蒸发干燥流程示意图

表2 冷凝液主要组成分析
通过添加一定量碱液对晶化母液进行改性,可以有效地破坏(C2H5)3N·H3PO4结构,置换出游离的三乙胺,通过蒸发干燥,可以脱除大部分三乙胺,使其进入精制回收系统,大幅提高了三乙胺的回收率。(C2H5)3N·H3PO4结构的破坏也解决了干燥过程中母液的凝胶化问题,改性后物料易于干燥,固渣形态成粉末状,提高了晶化母液的处理效率,保障了生产的连续稳定运行。
2.1.4 干燥固渣的组成
分别对改性前后晶化母液干燥产物进行组成分析,结果见表3。由表3可知:干燥固渣的无机元素组成主要磷和铝,还有少量的硅;因为氢氧化钠改性剂的加入,改性后干燥固渣含有一定的钠元素。

表3 干燥固渣的组成分析
为了进一步考察干燥样品中有机物含量,分别对改性前后固渣样品进行了热重分析,如图3所示。由图3可知,升温至800℃时,改性前后样品的总失重量分别为40%和24%,表明通过添加改性剂对母液进行改性,可以破坏有机胺磷酸盐凝胶体系,置换出游离有机胺,显著提高了物料的蒸发效果,使得干燥样品的固含量大幅提高。进一步分析热重曲线可以看出,改性后样品的失重区间集中在300℃之前,主要对应于水分、有机胺、磷酸盐结晶水的脱除以及磷酸盐缩合等过程,随着温度继续升高失重量降低。与之对比,改性前样品在300℃之后的失重仍然较多,这是由于改性前样品在干燥过程中发生凝胶化,包裹了大量未分解的有机胺磷酸盐,低温条件下难以处理,而随着温度的升高,此部分有机胺磷酸盐发生分解、碳化、燃烧等一系列复杂的反应,最终得到含有磷、铝、硅等元素的氧化物。
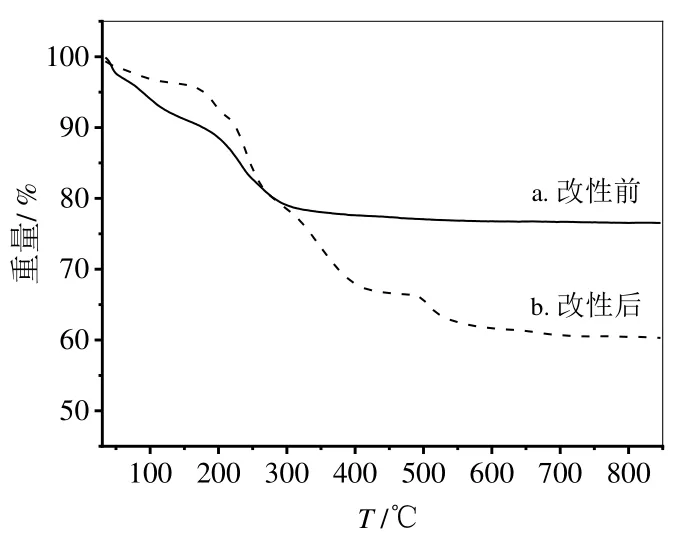
图3 干燥固渣的热重分析
综上可见,母液改性可以有效破除凝胶和干燥样品中复杂的有机无机混凝物,降低了干燥固渣无害化处理的难度,并且通过干燥蒸发及冷凝过程,有利于高效回收母液中的三乙胺。
2.2 喷雾干燥用于固渣深度干燥
在晶化母液的处理过程中,蒸发干燥可以脱除大部分有机胺和水,但是由于固渣的吸附夹带作用,干燥固渣的固含量约为80%,仍含有20%左右的水和有机胺未脱除,存在生物毒性,不仅影响了干燥固渣资源化利用的可能性,更直接关系到干燥工艺设计和条件确定。
改性后母液经过初步蒸发干燥后,需要进一步处理脱除水和残留有机胺,实现深度干燥。根据初步蒸发干燥后所得物料的性质,本文采用喷雾干燥方法,最终得到白色粉状物料。喷雾干燥设备为扬州日发LPG-5喷雾干燥,热风进口温度控制为285~295℃,出口温度60~70℃。图4是喷雾干燥后样品的热重曲线,由图4可知,样品升温至800℃的总失重量小于5%,其中200~400℃失重量小于1%,表明样品中水和残留有机胺得到了很好的去除。干燥后样品固含量大于95%,有机物含量小于0.1%,实现了固渣的深度干燥,降低了固渣的生物毒性,为干燥固渣的资源化利用提供了基础。
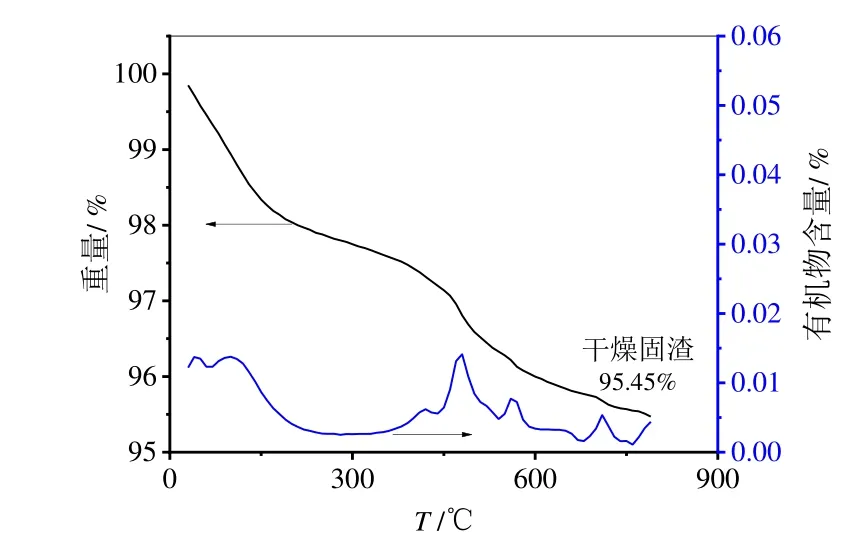
图4 喷雾干燥后样品的热重分析
2.3 干燥固渣磷含量测定
为了进一步验证固渣资源化利用的可行性,采用国标GB 8573-2010方法测定喷雾干燥后样品的有效磷和可溶性磷含量。使用水和乙二胺四乙酸二钠(EDTA)溶液提取复混肥料中水溶性磷和有效磷,提取液中正磷酸根离子在酸性介质中与喹钼柠酮试剂生成黄色磷钼酸喹啉沉淀,使用磷钼酸喹啉重量法测定磷的含量,分析结果如表4所示。由表4可知:固渣中有效磷含量约为32%,水溶性磷占比约72%,满足速效磷肥的使用标准。

表4 干燥固渣磷含量(以P2O5%计)
根据上述试验结果,形成了SAPO-34分子筛晶化母液的成套工业处理技术,流程示意图如图5所示。由图3可知:晶化母液经过母液改性、蒸发脱胺和喷雾干燥,最终得到固含量大于95%的干燥固渣,其中有效磷和水溶性磷含量满足速效磷肥国家标准,具备资源化利用可能。蒸发冷凝液经过精制回收,提纯三乙胺,回用到分子筛晶化过程,节约原料。
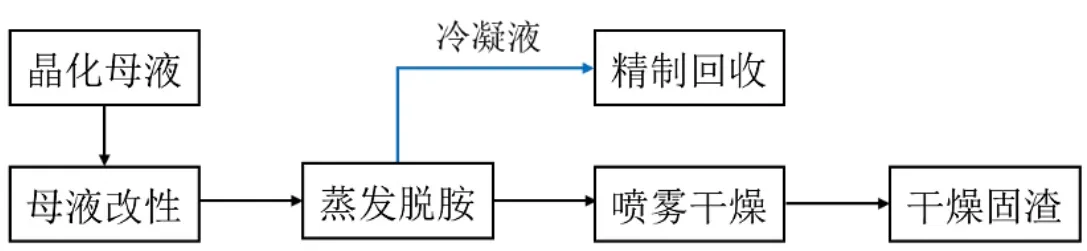
图5 晶化母液处理流程
3 结论
1)开发了包含母液改性、蒸发脱胺和喷雾干燥的组合技术,用于处理SAPO-34晶化母液,实现了有机胺的高效回收。通过母液改性和蒸发脱胺,三乙胺的回收量提高了3.13倍;通过喷雾干燥实现了固渣的深度干燥,最终固含量大于95%。所得干燥固渣的主要成分为含磷、铝、硅等元素的氧化物,有机物含量小于0.1%。
2)干燥固渣中含有效磷32.06%,其中水溶性磷23.32%,占比72.74%,满足速效磷肥的国家标准,具备作为磷肥原料实现资源化利用的可能。