SA-302 Gr.C 钢焊接及热处理工艺研究
2020-06-22唐计龙刘雁
◎唐计龙 刘雁
环氧乙烷是重要的石化产品,主要用于生产乙二醇,还可以衍生出几十种重要的精细石油化工中间体,广泛应用于洗染、电子、医药、农药、纺织、造纸、汽车、石油开采与炼制等众多领域。
SD 技术环氧乙烷主体材料选用ASME 牌号的SA-302 Gr.C 钢板,该材料为低合金高强钢,通过添加合金元素Mn、Ni、Mo 在保证材料冲击韧性的前提下提高了材料的强度指标。但是,随着合金元素种类和含量的提高,材料的淬硬倾向、冷裂倾向也随之增大,因此,需对该材料开展焊接及热处理试验,确定合理的焊接工艺规范和热处理工艺规范,指导SD 环氧乙烷的制造。
一、试验材料
试验用母材SA-302 Gr.C 钢的供货状态为正火+回火,钢板厚度为120mm,钢板供货状态力学性能如表1 所示:

?

?
焊接试验采用单丝埋弧焊,按照化学、强度匹配原则选用埋弧焊焊丝和焊剂组合类别号为F9P4-EG-G,焊丝与焊剂纯熔覆金属的化学成分如表2 所示:
二、焊接及热处理工艺试验
1.试板规格。焊接试板的规格为120×220×2000mm,共2 块,1 对试板。焊接试板采用单丝埋弧焊焊接,焊后对试板进行分割,对焊态及580℃×3h、600℃×3h、620℃×3h 三种不同焊后热处理制度下焊接接头的硬度、强度、低温冲击韧性进行性能测试,性能测试验收指标按表1 验收。
2.坡口形式。焊接试板采用单“U”型窄间隙坡口(如图1 所示),其中正面采用单丝埋弧焊采用一层两道的焊接工艺焊接,背面采用电弧气刨清根,采用单丝埋弧焊进行封根焊。
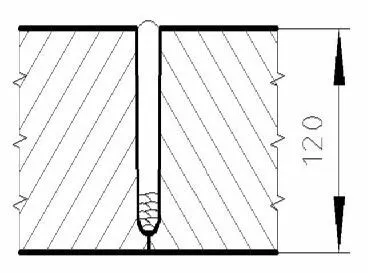
图1 试板坡口形式
3.预热温度及层间温度。焊接试板采用火焰预热,预热温度≥180℃,层间温度≤250℃,焊接过程中采用红外线测温仪测量监控温度。
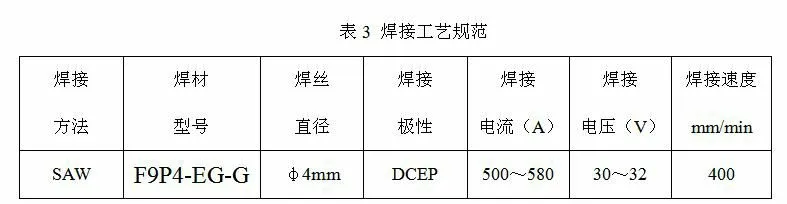
4.焊接工艺规范。试板焊接工艺规范如表3 所示:
?
5.无损检测。试板焊接完成后进行消氢处理,消氢工艺规范:250~300℃×4hours。试板消氢结束后缓冷至室温静置48 小时后进行100%MT、UT、RT 无损检测,无损检测结果均满足NB/T 47013 Ⅰ级合格标准。
6. 焊后热处理。将试板均匀分割为4块,其中3 块分别进行580℃×3h、600℃×3h、620℃×3h 三种焊后热处理制度进行焊后热处理,待热处理结束后将4 块试料解刨加工拉伸、冲击、硬度试块,进行性能测试。
7.试验结果。
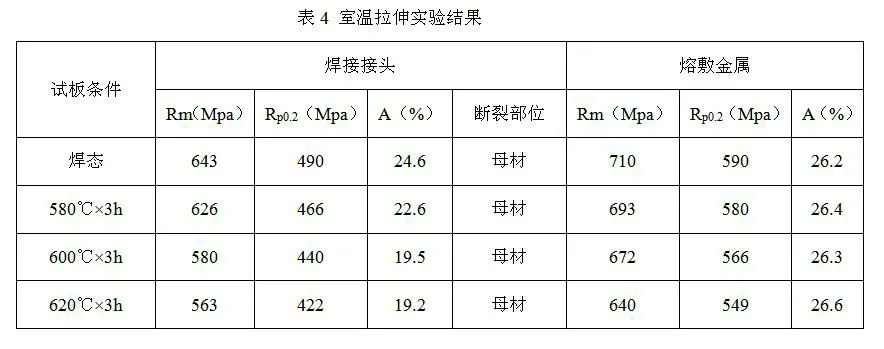
(1)焊接接头及熔敷金属T/4 处室温拉伸测试结果如表4 所示(GB/T228):
?
拉伸测试结果表明在热处理工艺规范为600℃×3h 和620℃×3h 时焊接接头及熔敷金属在室温下的强度指标满足技术指标的要求,在焊态及580℃热处理时熔敷金属的强度指标超出技术指标的上限。
(2)焊接热影响区及熔敷金属T/4 处-20℃冲击韧性如表5 所示(GB/T229):
低温冲击测试结果表明熔敷金属在各种实验条件下冲击韧性均非常优良,焊后热处理对熔覆金属低温韧性改善效果不明显。
(3)焊接接头硬度测试位置如图2 所示,实验结果如表6 所示:

?

图2 硬度测点分布图

?
硬度测试的结果表明SA-302 Gr.C 钢板经焊接后热影响区有强烈的淬硬倾向,在焊态下上、下表面热影响区的硬度较高,最高值达到275HV10,焊态下T/2 处的硬度有较大幅度的降低,这是由于焊接时后续焊道的回火所致。热影响区的硬度在经过600℃×3h 和620℃×3h 热处理后才降至合格范围内。
三、结论
对SA-302 Gr.C 钢焊接接头焊态、580℃×3h、600℃×3h、620℃×3h 三种焊后热处理制度下进行了拉伸试验、冲击试验和硬度试验。试验结果表明SA-302 Gr.C钢在焊接后具有强烈的淬硬倾向,焊后需要在≥600℃以上进行焊后热处理降低热影响区的硬度和熔敷金属的强度,得到综合力学性能优良的焊接接头。
