基于BOX-Behnken响应曲面法的KNO3盐垢结垢速率影响参数研究*
2018-08-13屠兰英赵启文曹建芳任春婷
屠兰英,赵启文,曹建芳,任春婷
(青海大学化工学院,青海西宁810016)
青海硝酸钾企业中,常以氯化钾与硝酸铵为原料经复分解反应制备硝酸钾。在KNO3冷却结晶单元操作中,设备及管道中常出现一个难以避免的问题,即设备及管道腐蚀结垢而严重影响生产中的传质传热效率。而垢层的形成是一个复杂过程,经过对垢层的成分分析可知垢层产生原理。硝酸钾晶体与原料中夹带的硫酸钙、氯化钠、泥沙等杂质结合后会形成在水中不溶、微溶或难溶的物质,这些物质经过沉积成为盐垢。这些盐垢不仅影响传质传热效率,更甚者会阻塞管道[1-4]。响应曲面法(RSM)是一种多元分析方法,广泛应用于生物、食品等领域的工艺优化研究。RSM通过建立二次多项式模型来拟合因子与响应值之间的函数方程,以确定因子间相互作用及因子对响应值的影响进行优化设计和评价[5-6]。本研究以搅拌速度、与K+物质的量比、过饱和度、溶液pH为影响因素,以结垢速率为响应值,采用4种常用钢材得到KNO3生产过程中的最低结垢速率及优化工艺参数。
1 材料与方法
1.1 材料与仪器
试剂:氯化钾(工业级),购于青海盐湖钾肥股份有限公司;硝酸铵(AR),烟台市双双化工有限公司、盐酸(工业级),南通凯瑞化工有限公司。
仪器:D-2000-Y-3型电动搅拌器、HH-6型数显恒温水浴锅、AL104型电子天平、DT-1001A型电子天平等。
1.2 研究方法
实验以实际KNO3化工生产过程的工艺参数为基准,以常用化工设备材质20#钢、316不锈钢、A3钢、304不锈钢的金属挂片的结垢速率为衡量标准,通过改变搅拌速度、与K+物质的量比、过饱和度、溶液pH等操作条件,探讨各因素对结垢情况的影响,并最终选出影响较大的4个因素。在单因素实验的基础上,采用软件Design-Expert 8.05b中BOX-Behnken响应曲面设计原理,以结垢速率为响应值进行优化工艺实验,利用建立的连续曲面模型,对影响结垢过程的因子及其交互作用做了评价,最终确定硝酸钾最低结垢速率工艺参数及回归方程。
2 结果与分析
2.1 单因素实验结果
2.1.1 搅拌速度对结垢速率的影响

图1 搅拌速度对结垢速率的影响
在搅拌速率为150 r/min、过饱和度为70 g/L、溶液pH=3的条件下,考察了与K+物质的量比对结垢速率的影响,结果见图2。由图2可见,随着与K+物质的量比的增大结垢速率有一定程度的降低;与 K+物质的量比为 1.3~1.6时,结垢速率在略微增大后,大幅度降低并逐步趋于平缓。当投料的与K+物质的量比越大,溶液中的K+含量就相对较少,冷却结晶时,垢体以硝酸钾的形式黏附于挂片上的可能性相对较小,而在此温度下大部分氯化铵仍以溶液的形式存在于体系中,挂片上的硝酸钾结垢行为也就相对较弱。但当投料的与K+物质的量比过大时,溶液中溶质含量相对提高,在冷却结晶过程中,随流体流动而破除水面生成垢层的可能性也相对变大[8-9]。综合考虑,实验选择适宜的与K+物质的量比为 1.4~1.6。

图 2 与K+物质的量比对结垢速率的影响
2.1.3 过饱和度对结垢速率的影响
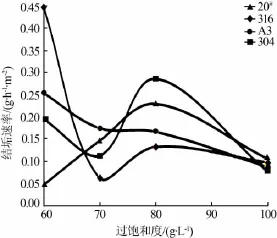
图3 过饱和度对结垢速率的影响
2.1.4 溶液pH对结垢速率的影响

图4 溶液pH对结垢速率的影响
2.2 BOX-Behnken响应曲面实验结果
由于4种钢材实验数据较多,本文仅列出结垢速率最低的20#钢的实验结果。
将表1中的实验结果输入Design-Expert 8.05b软件响应分析,表2为软件响应曲面二次方程模型方差分析结果。由表2可知,未控制因素对实验结果干扰很小,拟合不足被否定,其中 B、C、A2、B2、C2为显著的影响因子,复相关系数R2=0.966 8,说明该方程与实际情况拟合良好,较能正确反映搅拌速度、与K+物质的量比、过饱和度、pH与结垢速率的关系。经过回归拟合之后得到硝酸钾结垢速率[g/(h·m2),y]与各因子之间的回归方程:

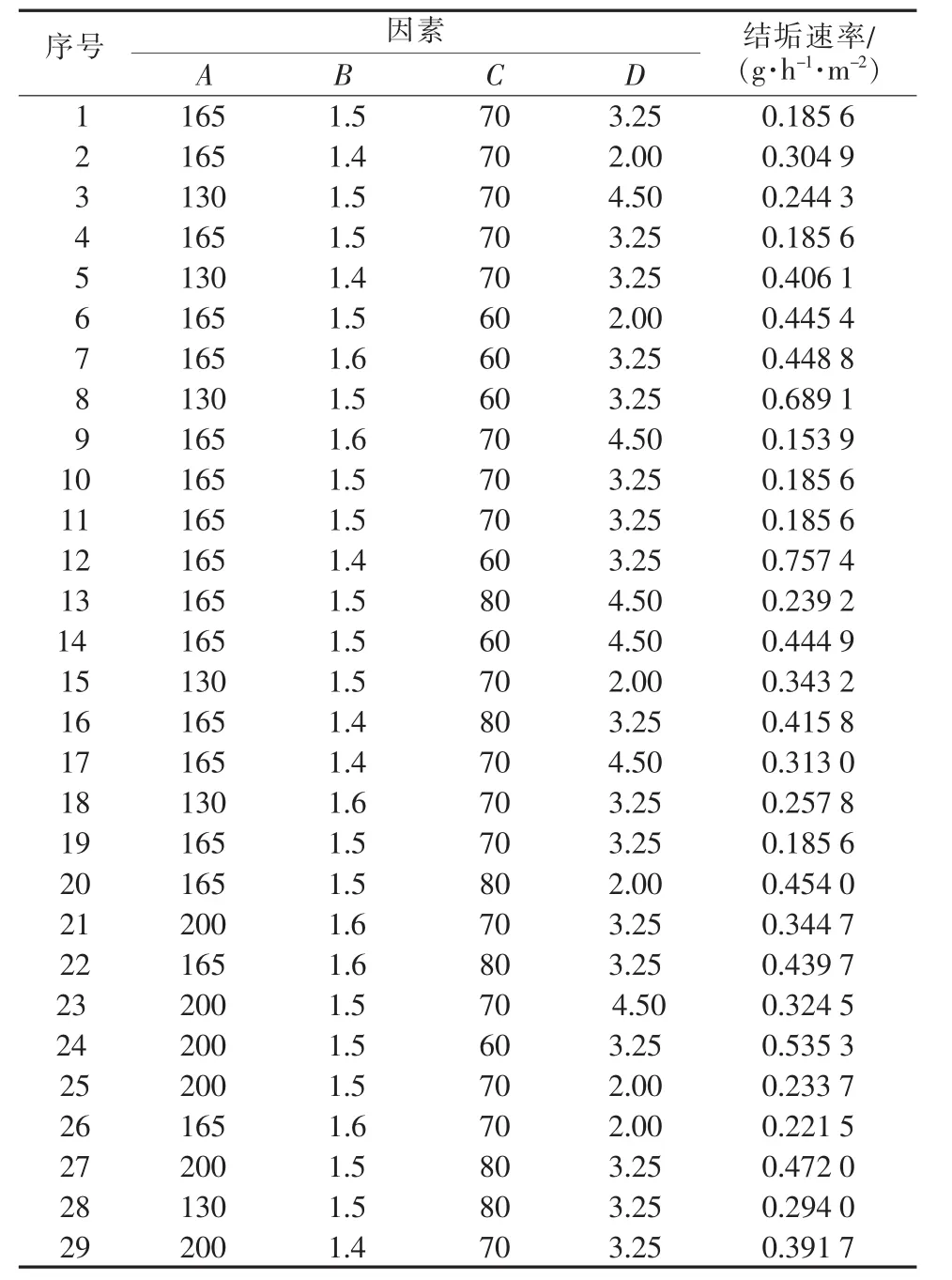
表1 BOX-Behnken响应曲面实验结果
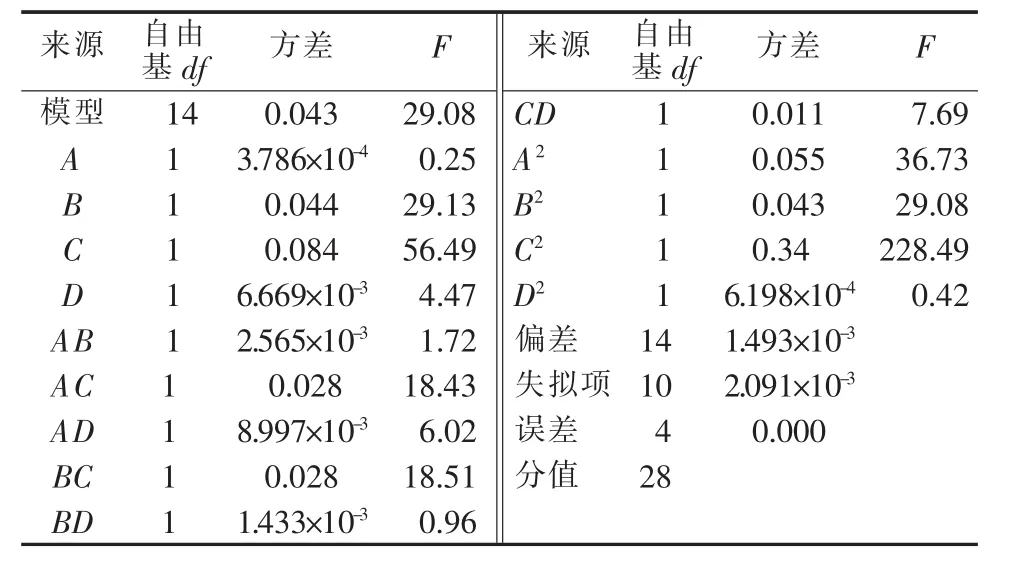
表2 回归方程方差分析表
2.3 数学模型的解析
2.3.1 主因子效应分析
由于各因素处理均经无量纲线性编码代换,即标准化的处理,偏回归系数已经不受因素取值的大小和单位的影响,其绝对值的大小直接反映了变量对响应值的影响程度。因此,各因子对结垢速率的影响顺序由大到小:C、B、D、A。除搅拌速度和pH外,其余2因素的二次项对硝酸钾生产中结垢速率均有显著影响。
2.3.2 因素间的交互作用
根据响应曲面实验结果,利用Design-Expert8.05b软件得出实验因子间交互作用下响应面图和等高线图,结果见图5。由图5可知,曲面最低点为交互作用影响最显著的参数点。
2.3.3 最低结垢速率下最佳工艺参数
将表3中的实验结果输入Design-Expert 8.05b软件,可得到最低结垢速率下最佳工艺参数:搅拌速度为过饱和度为73.15 g/L、溶液 pH=4.5。
2.3.4 回归模型的验证实验
在上述优化条件下进行3次平行验证实验并取平均值,结果见表3。由表3可见,硝酸钾生产过程的结垢速率为 0.120 7 g/(h·m2)。

图5 各因素交互作用影响等高线图和响应面图

表3 平行验证实验结果
3 小结
1)通过单因素实验、响应曲面优化后,以硝酸钾结垢速率为评价指标,采用BOX-Behnken设计原理,得出20#钢材在硝酸钾生产过程结垢速率及优化工艺参数:搅拌速度为148 r/min、NH4+与K+物质的量比为1.54、过饱和度为73.15g/L、pH为4.5。在此条件下,得到硝酸钾生产过程中最低的结垢速率为0.1207g/(h·m2)。
2)各因子影响次序由大到小:过饱和度、NH4+与K+物质的量比、pH、搅拌速度。对于硝酸钾结垢速率而言,影响最为显著的因子为过饱和度和NH4+与K+物质的量比。
