玻纤废丝微珠化影响因素研究
2016-10-13方久华齐砚勇李林玲
方久华,杨 峰,齐砚勇,李林玲
(1.绵阳职业技术学院,绵阳 621000;2.西南科技大学,绵阳 621002)
玻纤废丝微珠化影响因素研究
方久华1,杨 峰1,齐砚勇2,李林玲1
(1.绵阳职业技术学院,绵阳 621000;2.西南科技大学,绵阳 621002)
在分析玻纤单丝向玻璃微珠转化的理论基础上,以石墨板承载热处理试验,研究玻纤废丝转化为玻璃微珠的转化过程及单丝长度、热处理温度与时间对微珠化的影响。热膨胀曲线测定、显微镜观察微珠情况等手段表明:在高于玻纤软化点110 ℃左右的温度下热处理20 min左右,能使玻纤单丝转化为具有较高球形度的玻璃微珠;微珠直径主要受单丝长度与直径的影响,长度越大,需要热处理时间越长,甚至难以转化为玻璃微珠。
玻纤; 废丝; 热处理; 微珠; 影响因素
1 引 言
玻纤、玻璃钢制造企业生产过程中均产生大量玻纤废丝,废丝的处理方法主要有:①以废丝为原料或原料之一,熔制成为玻璃液,制作玻璃纤维、玻璃棉、玻璃马赛克、块状玻璃、陶瓷釉料、泡沫玻璃等[1,2];②以废丝为增强材料,制作水泥制品、工程塑料、天花板、BMC复合材料、湿法表面毡、石膏板等[3];③填埋。
作为反光材料,玻璃微珠已有成熟的制作工艺,主要采用熔液法和粉末法两种,其中溶液法包括有叶轮抛射法、喷吹法、拉丝法、离心法等多种,粉末法是将块状玻璃用研磨机研磨成玻璃粉(粒状颗粒),在球化炉中热处理成为玻璃微珠,热处理设备主要包括悬浮法和隔离剂法两类[4]。
以玻纤废丝为原料制作玻璃微珠的问题研究学者较少,吴知方等人曾进行了玻纤废丝微珠化的可行性研究[5],唐腾等人以玻纤废丝为原料熔制玻璃液,喷吹制成玻璃微珠,并分析了其在交通领域应用的可行性[6]。目前尚未见研究玻纤废丝微珠化相关技术参数方面的相关报道,也未见玻纤废丝微珠化企业应用,纤维状玻璃体比粒状玻璃粉转变成球状难度更大是其主要原因。
2 理论分析
玻纤废丝与玻璃微珠都为玻璃体,但存在形态不同,创造条件实现形态转变即可使玻纤废丝转变为玻璃微珠。形态转变过程中,内部质点(或空位)优先沿表面张力作用方向移动,呈现定向物质流,表面质点向内部移动的过程就是单丝微珠化的过程,移动速度越快,形态转变速度就越快[7]。
玻璃内部质点能克服粘滞力进行移动时,表面张力才能充分发挥作用,形态转化过程才能完成。单丝在表面张力作用下,迁移量与表面张力大小成正比,并服从式1粘性流动关系[8]。
(1)
由式1可知,增大玻璃表面张力,有利于增大形态转变的动力F/S,能加快粘性流动速度;减小玻璃体粘度η,则会减小流动速度,即表面张力是实现形态转变的动力,而玻璃液粘滞力则阻碍其转变。
由于单丝转变为玻璃微珠过程中化学成分基本不发生变化,纤维种类一定,温度是影响粘度与表面张力的主要因素,虽然二者都随温度的升高而减小,但温度的变化导致粘度变化程度比表面张力大得多[9],因此升高温度是促使玻纤单丝转变为微珠的重要手段,高温维持时间、单丝尺寸则直接关系到这种转变的完成程度。
3 实 验
3.1 试样制作
采用池窑拉丝厂单丝直径11 μm的ETFC玻纤废丝,加热至450 ℃保温5 min,去除表面残留浸润剂后冷却至室温,剪刀剪短后,用刀片机粉碎,使废丝分散为单丝粉末。
称取100 g单丝粉末洗涤烘干,分次加入100 mL刚玉坩埚于1400 ℃高温电阻炉熔化为玻璃液,浇筑成玻璃试块,退火冷却后切割、研磨,制成φ5 mm×50 mm圆柱形玻璃试样,测定玻璃热膨胀曲线。
采用标准筛筛分,选用0.063~0.2 mm废丝粉作为试样A。
将上述经刀片机粉碎但未筛分的试样置于玻璃板,在100倍显微镜下分散、挑选、按长度大小排列单丝,作为试样B。
3.2 废丝微珠化热处理
(1)将试样A置于石墨板上,分别在900 ℃、920 ℃、940 ℃保温20 min;
(2)将试样A置于石墨板上,在920 ℃分别保温12 min、20 min、30 min;
(3)将按长度顺序排列的单丝试样B置于石墨板上,在920 ℃保温20 min。
经热处理制成的玻璃微珠,置于玻璃板或石墨板,在放大100倍的显微镜下进行观察,判断废丝成球情况。
4 结果与讨论
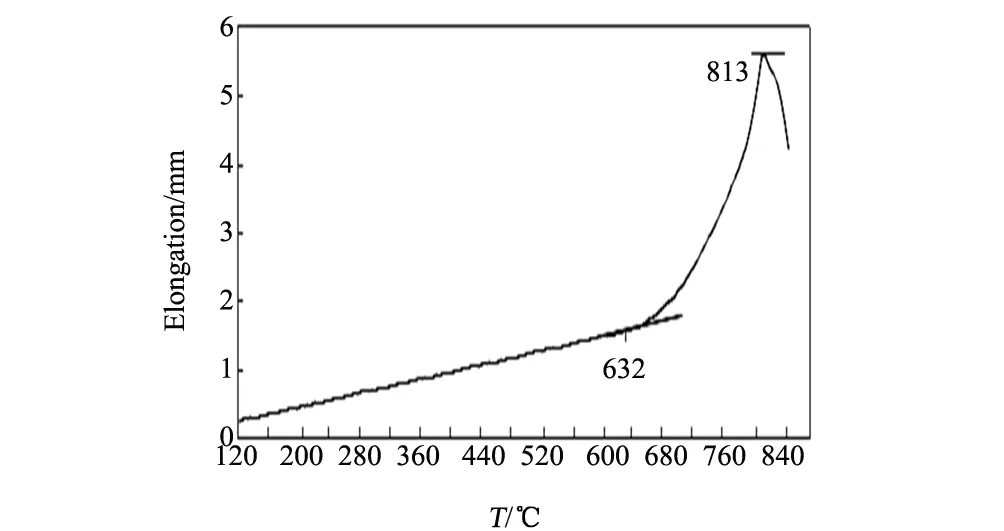
图1 热膨胀曲线Fig.1 Thermal expansion curve
4.1 废丝成球温度
利用膨胀系数测定仪,测定玻璃热膨胀曲线如图1所示。
热膨胀曲线显示,废丝熔化制成的玻璃,转变点632 ℃,膨胀软化点813 ℃。由于纤维中ZrO2、TiO2等化合物的存在,提高了一定温度下玻璃液的粘度,所以实验用纤维转变点和软化点明显高于中碱、高碱等玻璃纤维。
表1显示不同温度下纤维转化为微珠的情况。
温度为900 ℃时,单丝熔化为玻璃液,虽然液体边缘开始收缩,但因玻璃液粘滞力作用程度大,阻碍表面张力发挥作用,单丝难以转化为玻璃球;温度升高至920 ℃时,单丝粉末熔化产生的玻璃液滴在表面张力作用下,全部转变为玻璃球;温度升高至940 ℃时,单丝粉末转变成的玻璃球体在自身重力、剪切力及其它外力作用下,发生变形,球形度减小,但变形会导致表面积增大,会受到表面张力的阻碍,当表面张力能克服外力作用时,变形不会发生,所以球体直径较大时变形比较明显[10]。可以认为,纤维转化为玻璃微珠的最佳温度为920 ℃左右,即纤维热处理温度控制在膨胀软化点以上110 ℃左右为宜。
实际采用的温度与玻璃纤维化学成分有关。如果纤维中含有R2O、CaO、MgO等能减小玻璃液粘度、增大表面张力的化合物,随着它们含量的提高,玻璃转变点、软化点将降低,热处理温度也随之降低[7]。

表1 玻璃微珠化的温度Tab.1 Temperature of glass transition for the beads
4.2 纤维与微珠尺寸
热处理过程中,单丝表面浸润剂被燃烧而遗失,纤维中B2O3等易挥发物部分挥发,减少量约为纤维质量的0.5%~1.0%[11],微珠体积与单丝体积基本相等,微珠直径d与单丝直径d1、长度L关系如式2所示,单丝直径和长度越大,微珠直径越大。
(2)
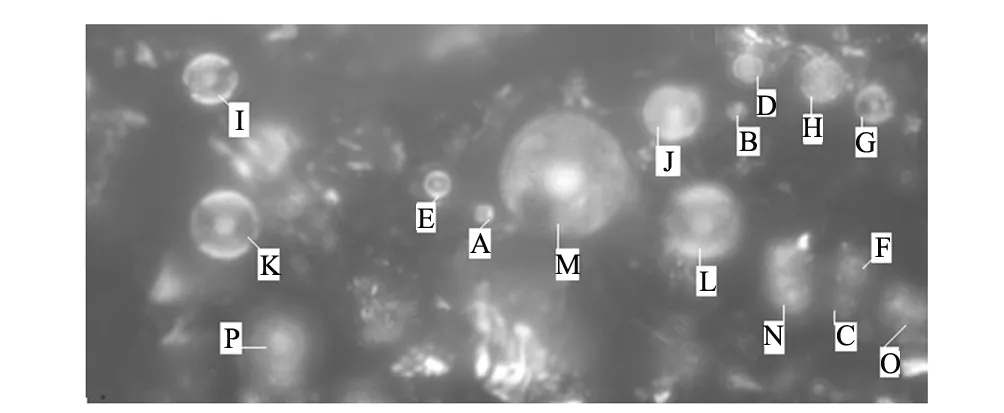
图2 不同长度单丝成球情况Fig.2 Situations different lengths of monofilament balling
单丝表面能降低是其成球的基本推动力[8]。由于单丝两端比中部具有较大比表面积,在热处理过程中两端收缩成球状体,随着热处理的进行球体直径逐渐增大,在此过程中,因表面张力作用,纤维表面质点进入内部,纤维变短变粗,促使两端球体逐渐靠近,当两端形成的球形体靠拢后,继续依靠表面张力的作用融合为一个完整的球体。
微珠化的颗粒成球程度可用式(3)表示。
S=Lmax-Bmin
(3)
式中Lmax与Bmin分别为单丝微珠化后形成体投影的最大长度与最小宽度。
采用16根单丝制成的试样B,在920 ℃保温20 min热处理,在石墨板上用显微镜直接观察不同长度单丝成球情况如图2及表2所示。

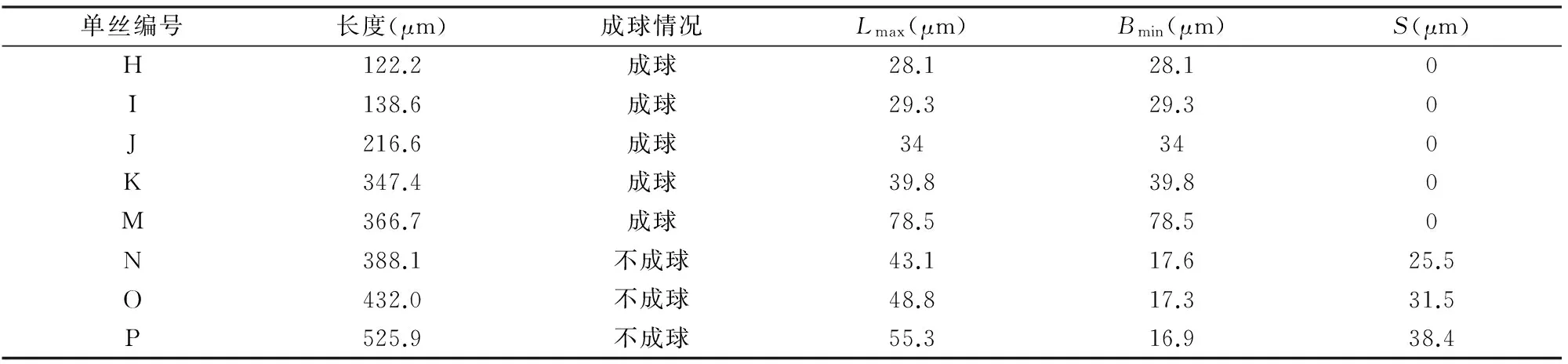
表2 不同长度单丝成球能力Tab.2 Ability for different lengths of monofilament converted to a ball
续表
表2显示,A~M号单丝试样热处理形成体各方尺寸一致,表示已经成为球体,图2中M号试样系废丝中夹杂的粗纤维形成的超大球体;N、O、P试样形成体投影各方尺寸不一致,说明未成为球体。表明单丝长度太大,则成球能力差。
将A~K、N~P试样的S、L作图如图3所示。

图3 单丝长度与球形化程度关系Fig.3 Relationship of filament length and spherical degree
图3显示,要在920 ℃下热处理20 min成球,即S=0,单丝长度以小于353 μm左右为宜,按式2计算可知,采用直径为11 μm的单丝热处理,可制备直径小于40.0 μm的玻璃微珠,若制备直径更大的玻璃微珠,需采用直径大于11 μm的单丝(如图2中M号单丝)。
4.3 热处理时间
单丝中质点的迁移是粘性运动,由于热处理中玻璃化学成分基本稳定,热处理温度如果不变,则玻璃体的粘度、表面张力则不变化,即质点迁移的动力与阻力都相对稳定,热处理时间越长,单丝表面质点进入内部的程度越高,单丝两端形成球状体靠近程度、融合程度也越大,玻璃微珠的球形度越高,显然,热处理时间过短,单丝不能成球。表3显示热处理温度为920℃在不同热处理时间下单丝微珠化情况。

表3 单丝微珠化的热处理时间Tab.3 Sintering time of monofilament converted to microbeads
表3表明,当热处理时间少于12 min,单丝两端形成的玻璃球体不能完全融合,微珠球形度不高,但其中直径较小的玻璃珠球形度仍然较高;随着热处理时间的延长,热处理时间超过20 min时,单丝都能转化为具有较高球形度的玻璃微珠。
热处理时间的确定应与单丝长度结合考虑,长度越小,热处理时间应越短。当单丝直径很短,使单丝形状接近粒状时,表面张力能使凹、凸表面处的蒸气压分别低于和高于平面表面处的蒸气压,颗粒棱、角等凸起区域质点向凹陷、平面区域扩散迁移即可成为球状,并且颗粒越细,迁移推动力越大[8],无需象长单丝成球过程那样两端球状体靠近、融合,从而可极大地缩短热处理时间。
如果采用喷吹法等不能提供太长单丝转化时间的制作方法,则应将单丝长度减小,当然,所制得的微珠直径按式2所示规律相应减小。
5 结 论
(1)玻纤废丝经过热处理能够转化为玻璃微珠,表面张力是实现转化的推动力,粘滞力则阻碍转化;
(2)单丝转化为玻璃微珠需要的温度应高于膨胀软化点110 ℃左右;
(3)单丝成球过程是单丝变短、变粗、端部球状体靠近融合以及棱角区域向凹陷、平面区域迁移的过程,单丝长度过长会降低微珠球形度,热处理时间可随单丝长度的减小而缩短,单丝被粉碎至呈粒状时,热处理时间最短。
[1] 孙振海,袁美芹.玻璃纤维废丝的处理和利用[J].玻璃纤维,2008,(05):4-6.
[2] 利用废丝生产泡沫玻璃[J].环境保护,1991,(06):24-25.
[3] 姚松勇.玻璃纤维废丝的处理和应用经验介绍[A].全国玻璃纤维专业情报信息网、中国硅酸盐学会玻璃纤维分会.全国玻璃纤维专业情报信息网第二十九次工作会议暨信息发布会论文集[C].全国玻璃纤维专业情报信息网、中国硅酸盐学会玻璃纤维分会:,2008:2.
[4] 赵 超. 玻璃微珠的应用和制造[J].玻璃,1994,(02):29-33.
[5] 吴知方,黄文旵,钱达兴,等.玻纤废丝的综合利用--废丝生产玻璃微珠可行性研究[J].玻璃纤维,1990,(05):15-19+14.
[6] 唐 腾,蔡 峰,宗 颖.废丝微珠生产工艺及其在公路交通领域的应用[J].玻璃纤维,2010,(02):32-34.
[7] 西北轻工业学院.玻璃工艺学[M].北京:中国轻工业出版社,2006:80-95
[8] 张联盟,黄学辉.材料科学基础[M].武汉:武汉理工大学出版社,2008:504-510.
[9] 西北轻工业学院.玻璃工艺学[M].北京:中国轻工业出版社. 1982:10-28.
[10] 秦 岩,饶志龙,刘慧娟,等. 可瓷化酚醛复合材料烧蚀隔热性能研究[J].玻璃钢/复合材料,2012,S1:52-55.
[11] 刘小青,何 峰,房 玉,等.硼硅酸盐玻璃中减少B2O3挥发的工艺研究[J].武汉理工大学学报,2013,(05):13-17.
Influence Factors of Waste Glass Silk Converted to Beads
FANGJiu-hua1,YANGFeng1,QIYan-yong2,LILin-ling1
(1.Mianyang Vocational and Technical College,Mianyang 621000,China;2.Southwest University of Science and Technology,Mianyang 621002,China)
Based on the theoretical analysis of glass filaments conversion to glass beads,with graphite plate bearing heat treatment test, study the transformation process of glass fiber waste into the glass beads and influence of filament length, heat treatment temperature and time on the beads. Measure of thermal expansion curve, observe of microscope beads shows that glass fiber monofilament can be translated into glass beads with a higher degree of spherical by heat treatment for 20 min in around 110 ℃ higher than glass fiber softening point; Beads diameter mainly affected by length and the diameter of filament, the longer of the length,the the greater of the heat treatment time need, even hard to translate into glass beads.
glassfiber;waste silk;sintering;microbead;influence factor
方久华(1965-),男,副教授.主要从事无机材料、环境工程方面的研究.
TQ171
A
1001-1625(2016)08-2671-05
