长纤维增强热塑性树脂熔融浸渍模头发展情况
2023-07-17孙海洋李庚
孙海洋 李庚
摘 要 长纤维增强热塑性树脂能够最大限度发挥纤维高强度和高模量的优点,己广泛应用于汽车、航空航天、机械、化学化工、电子电气和建筑等领域。熔融浸渍法是制备长纤维增强热塑性树脂预浸料的常见方法,本文介绍了制备长纤维增强热塑性树脂熔融浸渍工艺的优缺点和研究进展,重点总结归纳一些国内外经典浸渍模头的发展状况,并对熔融浸渍模头的发展进行展望。
关键词 长纤维;热塑性树脂;熔融浸渍;模头
Development of Long Fiber Reinforced Thermoplastic
Resin Melt Impregnating Die Cross-head
SUN Haiyang, LI Geng
(Harbin FRP Institute Co., Ltd., Harbin 150028)
ABSTRACT Long fiber reinforced thermoplastic resin can maximize the advantages of high strength and high modulus of fiber, has been widely used in automotive, aerospace, machinery, chemical industry, electronic and electrical construction and other fields.Melt impregnation is a common method to prepare long fiber reinforced thermoplastic resin prepreg. This paper introduces the advantages and disadvantages and research progress of melt impregnation process for preparing long fiber reinforced thermoplastic resin. The development of some classic impregnation die heads at home and abroad is summarized emphatically, and the development of melt impregnation die heads is prospected.
KEYWORDS long fiber; thermoplastic resin; melt impregnation; die cross-head
1 引言
近年来,对适应高温环境的高比强度和比模量材料的需求显著增加,如空间再入飞行器、超高速飞机、耐磨具夹具等。纤维增强树脂基复合材料是这一领域最重要的材料之一,根据树脂类型不同可分为热固性和热塑性。与热固性树脂相比,热塑性树脂具备许多独特的优点,包括较低的密度,预制品理论上储存期无限长,加工周期短,环境适应性强,可回收使用,冲击韧性优秀等等。根据增强材料长度的不同,纤维增强热塑性树脂又分为长纤维增强热塑性树脂(LFRT)和短纤维增强热塑性树脂(SFRT)。长纤维增强热塑性树脂是近年来发展迅速的一类高性能热塑性复合材料,它是由玻璃纤维(GF)、碳纤维(CF)以及有机纤维如芳纶、PPO纤维等材料与热塑性树脂及各种助剂经特殊的设备和工艺复合而制得的。由于在制备过程中纤维的损伤、断裂程度被降到最低,LFRT具有比SFRT更优异的力学性能和热性能,因此在汽车、航空航天、机械、化学化工、电子电气、建筑等领域得到了越来越广泛的应用。
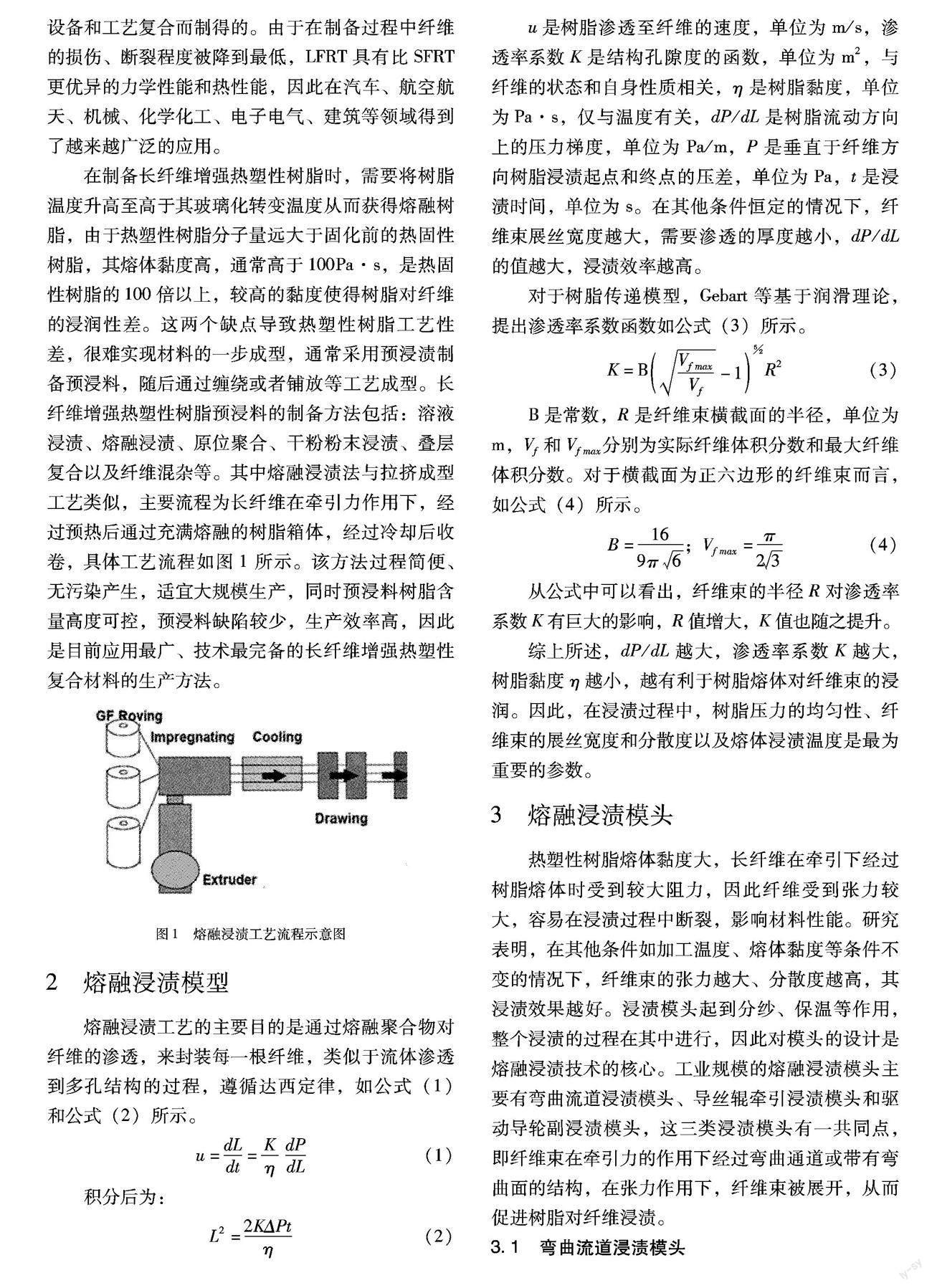
在制备长纤维增强热塑性树脂时,需要将树脂温度升高至高于其玻璃化转变温度从而获得熔融树脂,由于热塑性树脂分子量远大于固化前的热固性树脂,其熔体黏度高,通常高于100Pa·s,是热固性树脂的100倍以上,较高的黏度使得树脂对纤维的浸润性差。这两个缺点导致热塑性树脂工艺性差,很难实现材料的一步成型,通常采用预浸渍制备预浸料,随后通过缠绕或者铺放等工艺成型。长纤维增强热塑性树脂预浸料的制备方法包括:溶液浸渍、熔融浸渍、原位聚合、干粉粉末浸渍、叠层复合以及纤维混杂等。其中熔融浸渍法与拉挤成型工艺类似,主要流程为长纤维在牵引力作用下,经过预热后通过充满熔融的树脂箱体,经过冷却后收卷,具体工艺流程如图1所示。该方法过程简便、无污染产生,适宜大规模生产,同时预浸料树脂含量高度可控,预浸料缺陷较少,生产效率高,因此是目前应用最广、技术最完备的长纤维增强热塑性复合材料的生产方法。
2 熔融浸渍模型
熔融浸渍工艺的主要目的是通过熔融聚合物对纤维的渗透,来封装每一根纖维,类似于流体渗透到多孔结构的过程,遵循达西定律,如公式(1)和公式(2)所示。
u=dLdt=Kη dPdL(1)
积分后为:
L2=2KΔPtη(2)
u是树脂渗透至纤维的速度,单位为m/s,渗透率系数K是结构孔隙度的函数,单位为m2,与纤维的状态和自身性质相关,η是树脂黏度,单位为Pa·s,仅与温度有关,dP/dL是树脂流动方向上的压力梯度,单位为Pa/m,P是垂直于纤维方向树脂浸渍起点和终点的压差,单位为Pa,t是浸渍时间,单位为s。在其他条件恒定的情况下,纤维束展丝宽度越大,需要渗透的厚度越小,dP/dL的值越大,浸渍效率越高。
对于树脂传递模型,Gebart等基于润滑理论,提出渗透率系数函数如公式(3)所示。
K=BVf maxVf-15/2R2(3)
B是常数,R是纤维束横截面的半径,单位为m,Vf和Vf max分别为实际纤维体积分数和最大纤维体积分数。对于横截面为正六边形的纤维束而言,如公式(4)所示。
B=169π6;Vf max=π23(4)
从公式中可以看出,纤维束的半径R对渗透率系数K有巨大的影响,R值增大,K值也随之提升。
综上所述,dP/dL越大,渗透率系数K越大,树脂黏度η越小,越有利于树脂熔体对纤维束的浸润。因此,在浸渍过程中,树脂压力的均匀性、纤维束的展丝宽度和分散度以及熔体浸渍温度是最为重要的参数。
3 熔融浸渍模头
热塑性树脂熔体黏度大,长纤维在牵引下经过树脂熔体时受到较大阻力,因此纤维受到张力较大,容易在浸渍过程中断裂,影响材料性能。研究表明,在其他条件如加工温度、熔体黏度等条件不变的情况下,纤维束的张力越大、分散度越高,其浸渍效果越好。浸渍模头起到分纱、保温等作用,整个浸渍的过程在其中进行,因此对模头的设计是熔融浸渍技术的核心。工业规模的熔融浸渍模头主要有弯曲流道浸渍模头、导丝辊牵引浸渍模头和驱动导轮副浸渍模头,这三类浸渍模头有一共同点,即纤维束在牵引力的作用下经过弯曲通道或带有弯曲面的结构,在张力作用下,纤维束被展开,从而促进树脂对纤维浸渍。
3.1 弯曲流道浸渍模头
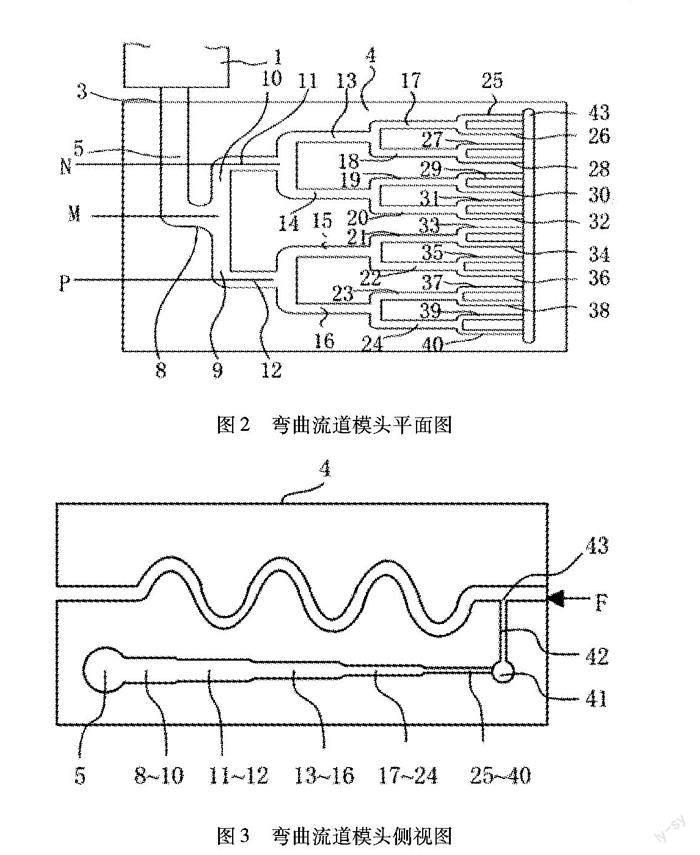
弯曲流道浸渍模头是一种工艺成熟、应用广泛的熔融浸渍模头,其作用原理为纤维分散装置对纤维束进行分散,形成可移动的网络状连续纤维束,连续纤维束通过充满热塑性树脂的狭缝,狭缝的宽度与网状纤维束的宽度基本相同。热塑性树脂熔体通过在同一平面、依次分岔的多个路径上同时供应到狭缝中,从而使得网状纤维束被热塑性树脂熔体浸渍。早期的LFRT工艺大多采取弯曲流道浸渍模头,日本Polyplastic公司在专利US5783129中设计了一种典型的弯曲流道浸渍模头。该模头的平面图和侧视图如图2和图3所示。热塑性树脂熔体从挤出机1供应到模具的供应端口3,随后分支到相对于模具中心轴M呈左右对称的分支路径9和10,9和10的截面积之和等于或略小于路径8的截面积。树脂熔体继续被输送到后续分支路径11~40中,后续分支路径对称分布于上阶路径的径向中心轴两侧,且其截面积之和小于上阶路径的截面积。随着树脂熔体流向最终路径,树脂流动方向上的压力逐渐升至最高,较高的压力有利于树脂对纤维束的浸渍。最终,树脂熔体通过狭缝43被挤出到蛇形弯曲流道中,渗透到网状纤维束中,纤维丝束(F)沿途3箭头所示方向输送。蛇形管流道类正弦曲线,每个波峰和波谷具有相同的跨距。在流道的波峰和波谷,纤维束受张力作用横向展开,厚度降低,树脂流动方向上的压力梯度dP/dL增大有利于树脂熔体对纤维束的浸渍。该设计采用分支流道分配结构连接各蛇形管流道,流道关于模头中心线对称。这种设计可以确保各浸渍流道压力的一致和操作的稳定性,减少浸渍模头中各流道的压力差异,从而减少不均匀挤出,降低生产的不稳定性。但此类弯曲流道的各个波峰和波谷的高度不变,随着纤维束被牵引前进,其受到的张力逐渐增加,在出口处的波峰或波谷达到最大值,导致纤维丝混乱、断裂,降低生产稳定性。
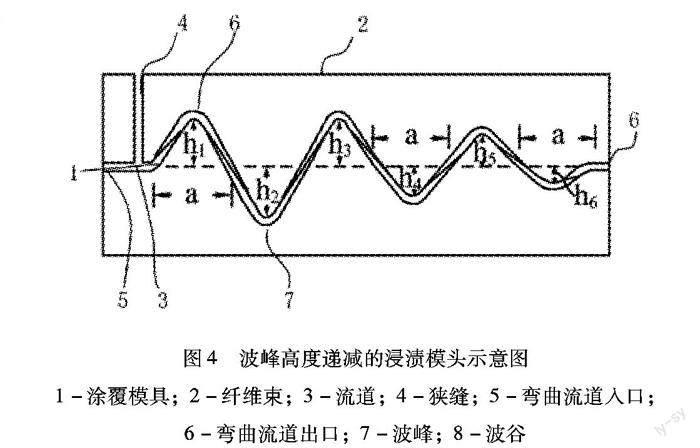
为了解决纤维束丝在弯曲流道中受到张力随着前进而递增的问题,Polyplastic公司在专利US5658513中改进原有弯曲流道的设计。如图4所示,流道为多个交替连续的波峰和波谷,每个波峰和波谷具有相同的跨距a。波峰和波谷的高度沿纤维束前进方向递减,波峰和波谷的高度h1>h2>h3>h4>h5>h6。该设计解决了纤维束随着前进受到张力增加的问题,使丝束在各波峰和波谷的受到的张力均匀,减少纤维丝断裂的现象,提高了生产稳定性,减少产品缺陷。李杰等在专利CN1827671A中同样采用不等高弯曲流道模头设计,该设备的弯曲流道进一步加大相邻波峰和波谷的高度差。首次达到最高点时,纤维束受到的张力最大,能够得到最大程度的分散。在后续波峰和波谷的位置,纤维束受到的张力逐步降低,纤维束混乱和束丝断裂的风险随之降低。
专利CN102328443A中提出了一种二次浸渍的弯曲流道浸渍模头的设计。纤维束连续通过两个浸渍槽,在第一个浸渍槽中分纱和初步浸渍,在可打开的第二个浸渍槽中完全浸渍。二次浸渍工艺优化了浸渍过程,实现了在浸渍过程中穿纱,简化了浸渍后清理工作。百事特复合材料有限公司设计了一种变形弯曲流到浸渍模头,专利号为CN102601887A。该模头的关键部分是设有回转体的分散核芯,该分散核芯是多股纱束、多个单元同时浸渍,可实现高效、连续、稳定的生产。同时,该模头具有磨损小、不易断头的特点。
3.2 导丝辊牵引浸渍模头
弯曲流道浸渍模头的浸渍模型对纤维束的要求高,浸渍过程存在张力不易控制、纱束易断裂等缺点,导丝辊牵引浸渍模头能够有效解决这一问题。导丝辊牵引浸渍模头的浸渍流道中分布数个辊轮,纤维束通过导丝辊时产生局部压力,从而实现分纱。此外,热塑性树脂熔体在流经辊轮时产生涡流,有利于对连续纤维的浸渍。与弯曲流道浸渍模头相比,导丝辊牵引浸渍模头结构相对简单,稳定性好。日本Chisso公司设计出一系列导丝辊牵引浸渍模头,早期采用螺杆挤出机与浸渍模头一体的设计,在纤维束分散过程的同时进行浸渍过程。这种设计趋于理想化,存在操作过程复杂,经济效益低,容易出现树脂熔体堵塞等问题,但是对于后续导丝辊牵浸渍模头的发展提供了思路和方向。
日本Chisso公司申请专利US6251206,設计出多种带有辅助辊的接触式导丝辊牵引浸渍模头。在该模头中,辅助辊中心点位于长纤维在导丝辊表面的两切点与导丝辊中心点连接的两条直线之间,并与长纤维和导丝辊的接触线相对,如图5所示。导丝辊交错分布在纤维束的路线上,相邻上导丝辊与下导丝辊重心连线与垂直方向的夹角不高于30°。纤维束通过导丝辊时,受到压力而展开。同时树脂熔体遇到辅助辊,其流动受到干扰,折返产生涡流,从而使熔体更好地浸渍长纤维。导丝辊与辅助辊之间相对距离G如公式(5)所示。
10D≤G=H-Lx2-Rx2≤500D(5)
其中D为纤维束中单丝的直径,单位为mm,H为导丝辊中心与辅助辊中心之间的距离,Lx为导丝辊平均直径,单位为mm,Rx为辅助辊平均直径,单位为mm。所选用辅助辊为固定型(不可旋转),其直径Rx在6mm~30mm之间最佳。导丝辊可旋转,以减少对纤维束的摩擦,导丝辊直径Lx在0.67Rx和2Rx之间,此时可以获得优异的长纤维浸渍效果。该浸渍工艺将浸渍和分散通过不同的圆柱辊来同时实现,避免了施加在长纤维上的张力出现大幅度的波动。
Chisso公司Yasuhiro等在专利US6763869中采用接触式和非接触式导丝辊组合的方式,在入口处设置3个接触式导丝辊,分散连续纤维束。同时,在浸渍槽出口段设置非接触式导丝辊。组合式浸渍能够实现对纤维束的浸渍,同时能够减少导丝辊对纤维束的磨损,从而保证预浸料的质量。
解延秀等对导丝辊牵引浸渍模头进行改进,首先通过调整导丝辊的位置来预调节导丝辊对连续纤维束的张力,实现纤维束的分纱,随后依次进行消除纤维束的静电、预加热、张力调节,然后通过双挤出模头挤出热塑性树脂熔体,对连续纤维浸渍,最后冷卻收卷。这种改进后的导丝辊牵引浸渍模头结构简单,对连续纤维的浸渍效果好,成品的孔隙率较低,纤维体积含量可控,一般控制在40%~80%之间。
另外,Shell公司研发部曾提出采用中空的固定导丝辊,并在纤维丝束包覆的扇形区域开锉平行于导丝辊(垂直于玻纤轴)、与内孔相通的方孔,该专利突破传统观念,注入轴心通道的热塑性树脂从方孔漫出,形成垂直于纤维平面的径向流动,强化树脂与纤维的渗透,同时减少纤维的磨损,具有一定创新型,详见专利US5798068。
黄险波等在总结蛇形流道容易将纱折断不足之后,设计了一套带有独立流道的浸渍模纤维,在浸渍模内与热塑性树脂复合后进入独立流道内,独立流道可以避免不同长纤维束之间的干扰,保证生产连续稳定地进行;长纤维在独立流道内交替绕过一组可自由旋转的导丝辊, 由于导丝辊是自由旋转的,因此不会出现长纤维断裂的现象;另外,这种导丝辊的表面沿纵向开有均匀分布的圆弧形凹槽,其在旋转时会带动热塑性树脂熔体产生足够的紊流,由此大幅度提高了长纤维的浸渍效果。导丝辊牵引浸渍模头如图5所示,连续纤维通过纤维入口通道(5)进入浸渍独立流道(3)中,纤维交替绕过张力辊(4)后沿折线前进。张力辊(4)纵向开有圆弧形凹槽,热塑性树脂熔体在经过凹槽时产生足够的紊流,从而有效浸渍被张力辊均匀分散的连续纤维。
3.3 驱动导辊浸渍
驱动导辊浸渍模头是一种更为先进的熔融浸渍模头,可以视为一种特殊的导丝辊牵引浸渍模头。纤维通过张力装置进入模头腔内,随后在驱动导辊的牵引下前进,接触到转动导辊,在张力的作用下实现分纱。在分纱的过程中,热塑性树脂熔体注入到模腔中,实现树脂对纤维束的浸渍。最后,带有树脂熔体的纤维束通过压力辊,最终形成预浸料。在预浸料制备过程中,转动导辊、驱动导辊和压力辊的转动线速度与纤维束的前进速度一致,减少预浸过程中纤维束的摩擦损伤,使预浸料的生产更加稳定。同时模头腔内含有固定导辊,热塑性树脂熔体接触到固定导辊时产生涡流,树脂涡流的存在能够有效提高浸渍的效果。
相比于弯曲流道浸渍模头和导丝辊牵引浸渍模头,驱动导辊浸渍模头更为复杂和精密,制造难度大、维护成本高。同时,浸渍过程完成后的清理过程繁琐,对器械保养的要求更高。但是,随着对预浸料均匀性、稳定性要求的提升,驱动导辊浸渍模头的应用前景更加广阔。
4 结语
LFRT是当今塑料应用中最重要的发展趋势之一,已开始在欧洲和美国的汽车制造业中大量使用。但是,国内对LFRT的研究比国外落后很多,加快LFRT成型技术的研究并扩大其应用己迫在眉睫。我国在LFRT制备工艺中面临的最大不足是浸渍模头结构的设计,核心技术被国外企业如日本Polyplastic公司、日本Chisso公司、英国Shell公司等企业垄断。本文介绍了近年来国内外熔融浸渍模头的发展情况,各类浸渍模头的优缺点,希望对实际生产有借鉴意义。
参 考 文 献
[1]Polyplastics Co, Ltd. Cross-head die and method for manufacturing a resin structure reinforced with long fiber: US 5658513[P].1994-10-18.
[2]Polyplastics Co, Ltd. Apparatus, method, and coating die for producing long fiber-reinforced thermoplastic resin composition: US 5783129[P].1993-08-17.
[3]Chisso Corporation. Method for opening and resin-impregnation to produce continuous fiber-reinforced thermoplastic resin composition: US 6251206[P].1997-06-09.
[4]Chisso Corporation. Device for producing thermoplastic resin continuous length sections reinforced with long fibers:US 6763869[P].2001-03-07.
[5]Shell Research limited. Process of melt impregnation: US 5798068[P].1994-03-17.
[6]Mccullough KA. Nozzle insert for long fiber compound: US 6863729B2[P].2005-03-08.
[7]Thomason J.L. The influence of fiber length, diameter and concentration on the modulus of glass fiber reinforced polyamide66[J]. Composites: Part A, 2008, (39): 1732-1738.
[8]Fellers John, et al. System and method for impregnating a continuous fiber strand with a polymer melt: US 6045876[P]. 1998-04-10.
[9]Andrew Beehag, Lin Ye. Role of cooling pressure on inter laminar fracture properties of commingled CF/PEEK composites[J].Composites Part A, 1996, 27(3): 175-182.
[10]孙宏杰, 张晓明, 宋中健. 纤维增强热塑性复合材料的预浸渍技术发展概况[J].玻璃钢/复合材料, 1999, (4) : 40-44.
[11]姜润喜.长纤维增强热塑性复合材料开发与应用, 2007, 22(1): 24-28.
[12]黄惠龙.长波纤增强尼龙66复合材料研究,2012(1)8-10.
