复合材料风扇叶片成型关键技术探索研究
2023-07-17张媛媛陈璐璐苏震宇梁永收
张媛媛 陈璐璐 苏震宇 梁永收
摘 要 复合材料风扇叶片是商用大涵道比涡扇发动机的重要转动部件,其重量和性能将直接影响发动机的推重比和性能。复合材料风扇叶片具有结构复杂、受载工况恶劣、制造质量要求高等特点,为了提升国产商用航空发动机复合材料风扇叶片成型质量,针对复合材料风扇叶片成型工艺关键技术难点问题,从叶片模具设计与材料选用、大厚度榫头铺层设计与铺叠方法、固化工艺精细化控制及全型面拟合自适应加工等方面研究了制造工艺对叶片质量的影响,对比分析了不同工艺方法下叶片叶型尺寸、内部纤维取向、制造缺陷、随炉件力学性能水平的差异。结果表明,选用Invar钢作为模具材料,改善榫头铺层插入层的设置位置、数量和铺层顺序,精细化控制固化温度、压力等关键工艺参数,全型面拟合自适应加工等方法有效提高了叶片成型质量和尺寸符合性。
关键词 复合材料;风扇叶片;制造技术;铺层;关键工艺
Research on Composite Fan Blade Manufacturing Technology
ZHANG Yuanyuan1, CHEN Lulu1, SU Zhenyu 2, LIANG Yongshou3
(1.AECC Commercial Aircraft Engine Co., Ltd., Shanghai 200241; 2.AVIC Composites
Co., Ltd, Beijing 101300;3.Key Laboratory of High Performance Manufacturing
for Aero Engine (Northwestern Polytechnical University), Ministry
of Industry and Information Technology, Xian 710072)
ABSTRACT Composite fan blade is an important rotating part of commercial high bypass ratio turbofan engines. The weight and performance of fan blade will directly affect the thrust-to-weight ratio and performance of the engine. The composite fan blade has the characteristics of complex structure, strict load conditions and high manufacturing quality requirements. In order to improve the molding quality of composite fan blade for domestic commercial aero-engine, the influence of manufacturing process on blade quality was studied from the aspects of mold design and material selection, design and laying method of large thickness dovetail layer, fine control of curing process and adaptive processing of full surface fitting. The differences of blade dimensions, internal fiber orientation, manufacturing defects and mechanical properties of furnace parts under different processing methods were compared and analyzed. The results show that using Invar steel as the mold material, improving the placement, quantity and sequence of mortise layers, fine controlling of curing temperature, pressure and other key process parameters, and the full-surface fitting and adaptive machining can effectively improve the forming quality and dimension conformity of blades.
KEYWORDS composite; fan blade; manufacturing technology; laminate; key process
1 引言
現代涡扇航空发动机正朝着大涵道比、大推力、低油耗、低噪声、高安全性、高可靠性等方向不断发展。为了增大发动机涵道比,就需要采用更大尺寸的风扇叶片,这使得发动机风扇段的重量占发动机总重量的比重不断提升。传统钛合金实心风扇叶片已经不能满足现代高性能大涵道比涡扇发动机性能需求。因此,降低风扇叶片重量就成为发动机向高性能发展所必须解决的关键难题之一。
国外方面自JT9D发动机起,涡扇发动机风扇叶片经历了从实心金属叶片到空心金属叶片再到复合材料叶片的发展历程,风扇叶片的重量逐步降低。以等效空心率(实际叶片重量/相同尺寸的实心钛合金叶片重量)作为减重衡量标准,复合材料风扇叶片的等效空心率达到60%(英国罗尔斯·罗伊斯公司研制的钛合金空心叶片等效空心率约为40%),减重效果明显[1-4]。20世纪90年代,复合材料风扇叶片首次在商用发动机GE90上应用。在此后的三十年间,随着复合材料设计和制造技术的突破,复合材料风扇叶片已完成了四次技术更迭。目前应用于GE9X发动机上的第4代复合材料风扇叶片,单台叶片数量已由22片减少至16片,其三维复合弯掠叶型,也进一步降低了风扇叶尖转速,改善了气动特性,使风扇效率不断提高。国内此方面起步较晚,在国产发动机研制需求的牵引下,相关科研院所围绕复合材料风扇叶片的设计、材料体系、制备工艺技术和考核验证等方面开展了一些卓有成效的探索性研究工作。刘强等[5]研究了机织复合材料风扇叶片预制体扭转定位控制技术及RTM成型技术;朱启晨等[6]开展了复合材料风扇叶片铺层设计研究,分析了铺层角度、顺序及铺层结构的影响;刘洋等[7]研究了金属加强边结构形式对复合材料风扇叶片抗鸟撞能力的影响。
复合材料风扇叶片的成型制造工艺,主要涵盖“模具设计-铺层设计-料片铺叠-固化成型-机械加工”等工序。本文针对复合材料风扇叶片成型工艺关键技术难点问题,从叶片模具设计与材料选用、大厚度榫头铺层设计与铺叠方法、固化工艺精细化控制及全型面拟合自适应加工等方面分别研究了各环节制造工艺对零件质量的影响,提出了改进零件质量的措施,为未来复合材料风扇叶片成型技术的深入研究提供参考。
2 成型模具选材影响研究
窄体客机航空发动机的复合材料风扇叶片叶高约800mm,弦长最宽处约400mm,加之大扭转双曲率的结构特点,对其成型精度要求极高。为了保证叶片表面复合材料的结构完整性,叶身型面不能进行机加工,必须依靠模具实现净尺寸成型,因此模具设计及模具材料的选用至关重要。
现有研究表明[8-11],模具的材料、结构形式和表面状态等均会通过影响成型过程中零件与模具的相互作用,影响零件的固化变形和成型精度。其中,最主要的影响是模具材料和零件材料热膨胀系数的差异。在固化反应的升温和保温阶段,模具受热迅速膨胀,复合材料中的高分子聚合物由粘流态转变为高弹态,分子链相互交联,固化度逐渐提高;降温阶段,模具迅速回弹,固化后的零件进入玻璃态,零件与模具的变形量差异逐渐增大,固化压力释放后,由于变形量的差异,导致模具对零件的约束能力降低,零件内部分子链交联过程中积聚的残余应力将释放并引起零件变形。基于上述原因,工程中常选用与零件热膨胀系数相近的模具材料,减小零件与模具之间的变形量差异。目前,本研究尝试选用Invar钢作为模具选材,与传统铝、钢等金属材料不同,该材料的热膨胀系数非常低,可有利于解决固化变形问题。
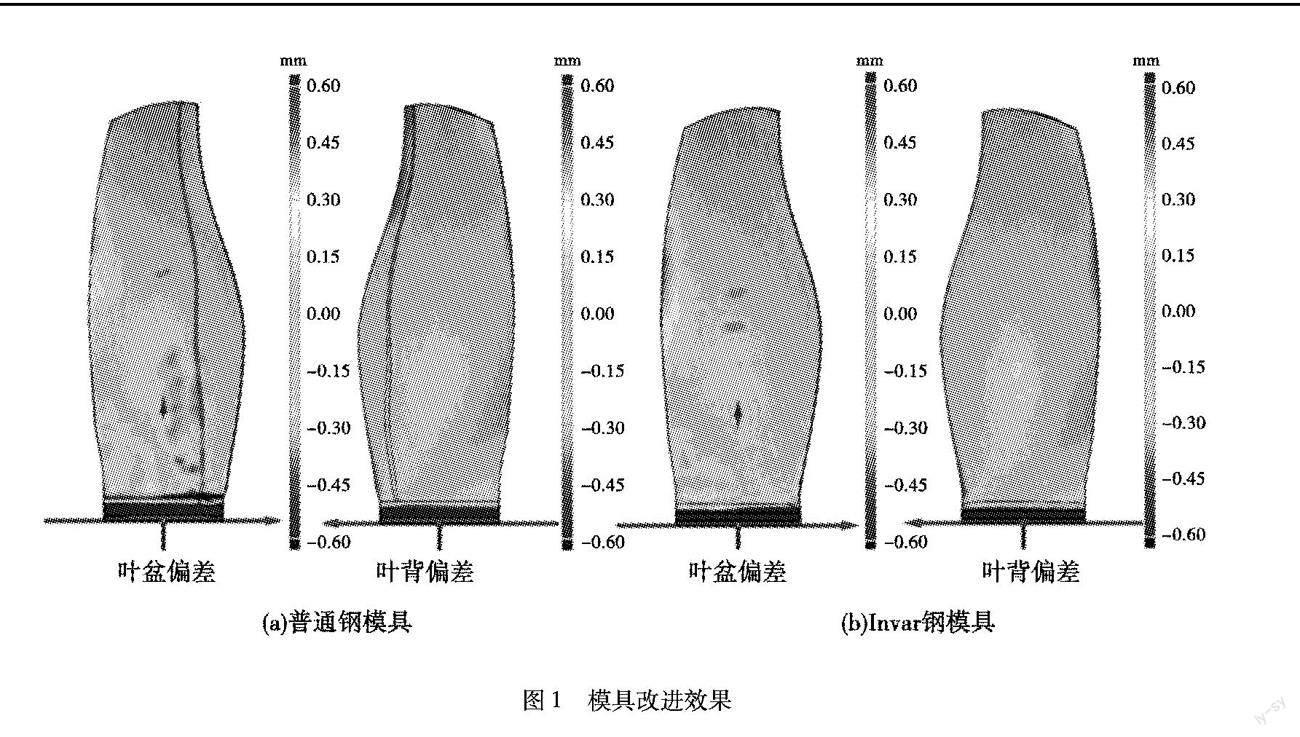
采用普通钢模具和Invar钢模具分别开展复合材料风扇叶片成型与尺寸测量分析,两种模具对叶片成型质量的影响效果如图1所示,图1(a)为采用普通钢的叶片型面测量结果,叶片最大变形量超过1mm;图1(b)为采用Invar钢的叶片型面测量结果。对比可见,采用Invar钢模具成型的叶片,尺寸符合性改进效果良好,叶盆最大偏差量减少了0.7mm,叶背最大偏差量减少了0.4mm。因此,对于大尺寸、三维叶形复杂的风扇叶片,普通钢模具将带来较为严重的固化变形问题,而通过选用低膨胀系数材料的成型模具,可以显著提升叶片型面制造精度。但Invar钢材料成本昂贵,目前仅开展了初步研究探索。关于模具的精细化改进和优化,应进一步考虑模具补偿设计,并在零件设计构型固化及制造成熟度较高的阶段进行应用。
3 插入层设计优化及铺叠方法研究
除大扭转叶身型面精度控制问题外,复合材料风扇叶片制造中的另一个关键难点是榫头区域的成型。与传统航空航天复合材料零件多为薄壁件、铺层形式简单、层数较少不同,复合材料风扇叶片的榫头区域是典型的变厚度结构,最厚处达到50mm以上,铺层数量多达数百层,在成型过程中极易产生纤维屈曲、褶皱和局部尺寸超差等问题。同时,由于热压罐工艺的模具面只能保证单侧叶片型面,另外一侧叶片型面仅靠真空袋加压自然形成,大厚度的榫头区域对铺叠方法和成型过程的工艺控制水平提出了很高的要求。未开展榫头区域铺层优化前,榫头区域成型质量如图2(a)所示,存在明显的纤维褶皱和屈曲,纤维取向与理论位置最大偏差量达到了3.5mm。这是由于纤维模量较高,预浸料铺覆过程中的变形能力有限,当料片分切和铺覆轨迹不合理时,预浸料的应力集中可能导致纤维偏离设计轨迹方向,进而造成纤维的屈曲和褶皱。因此,需要建立面向大厚度榫头成型工艺需求的榫头区域铺层设计方法并通过优化的铺叠工艺实现榫头区域的高质量制造。
榫头区域铺层设计优化的主要措施,是将该区域的铺层分为完整的结构层和成组的插入层,在遵循递减铺层设计经验准则的基础上[12-15],优化插入铺层组的设置位置、数量和铺层顺序,改变插入层坡度,进而改善相邻结构层内纤维的偏折量,提高榫头区域铺层的平衡性,降低丢层区域树脂累积对叶片性能的影响。基于插入层优化的榫头区域铺层设计方法,开展预浸料切片与铺覆仿真分析,通过改进下料程序和投影程序算法,解决预浸料在榫头局部位置變形导致的纤维屈曲问题;通过优化手工铺叠操作方法,使料片精准定位,实现铺叠角度与理论值偏差不超过2°;通过采用真空压实和热压实相结合的方法,去除夹入在预浸料层间的空气,实现对于榫头尺寸精度和成型内部质量的有效控制。插入层设计及铺叠方法优化后的榫头区域成型质量如图2(b)所示,通过采用面向工艺需求的插入层设计优化及铺叠方法,对铺层定位、加压方式、铺叠方法等方面的工艺改进,有效地改善了前期工艺试验件存在的纤维褶皱和屈曲现象。工艺优化后榫头典型位置的超声C-扫描图像和金相图像如图3所示。超声C-扫描图像表现较均匀,无明显异常信号;金相图像显示无明显异分层、夹杂、孔隙等缺陷,风扇叶片榫头区域内部成型质量较好。
4 固化工艺关键参数及稳定性研究
固化过程是影响复合材料风扇叶片成型质量、残余应力和尺寸精度的重要环节,涉及的主要参数包括升降温速率、保温平台数量、保温温度、保温时间、固化压力等。对于复合材料风扇叶片而言,由于零件尺寸效应、设备系统精度的偏差以及参数之间的耦合效应,工程中关键工艺参数无法实现单点控制,因此本研究中选择采用确定参数公差的合理范围并有效实施监控测量的方法,以实现产品质量稳定可控。
在复合材料风扇叶片固化工艺研究过程中,通过对材料的基础数据如预浸料的动态反应动力学测试、升温粘度、保温粘度等开展测试,初步确定材料的成型工艺参数;通过多批次材料级性能试验获得成型温度、压力、时间、工艺方法对于复合材料性能的影响;通过监控多个材料批和工艺批随炉件性能变化和成型关键工艺参数的波动情况,评价成型工艺稳定化水平,最终形成复合材料风扇叶片制造过程控制标准。
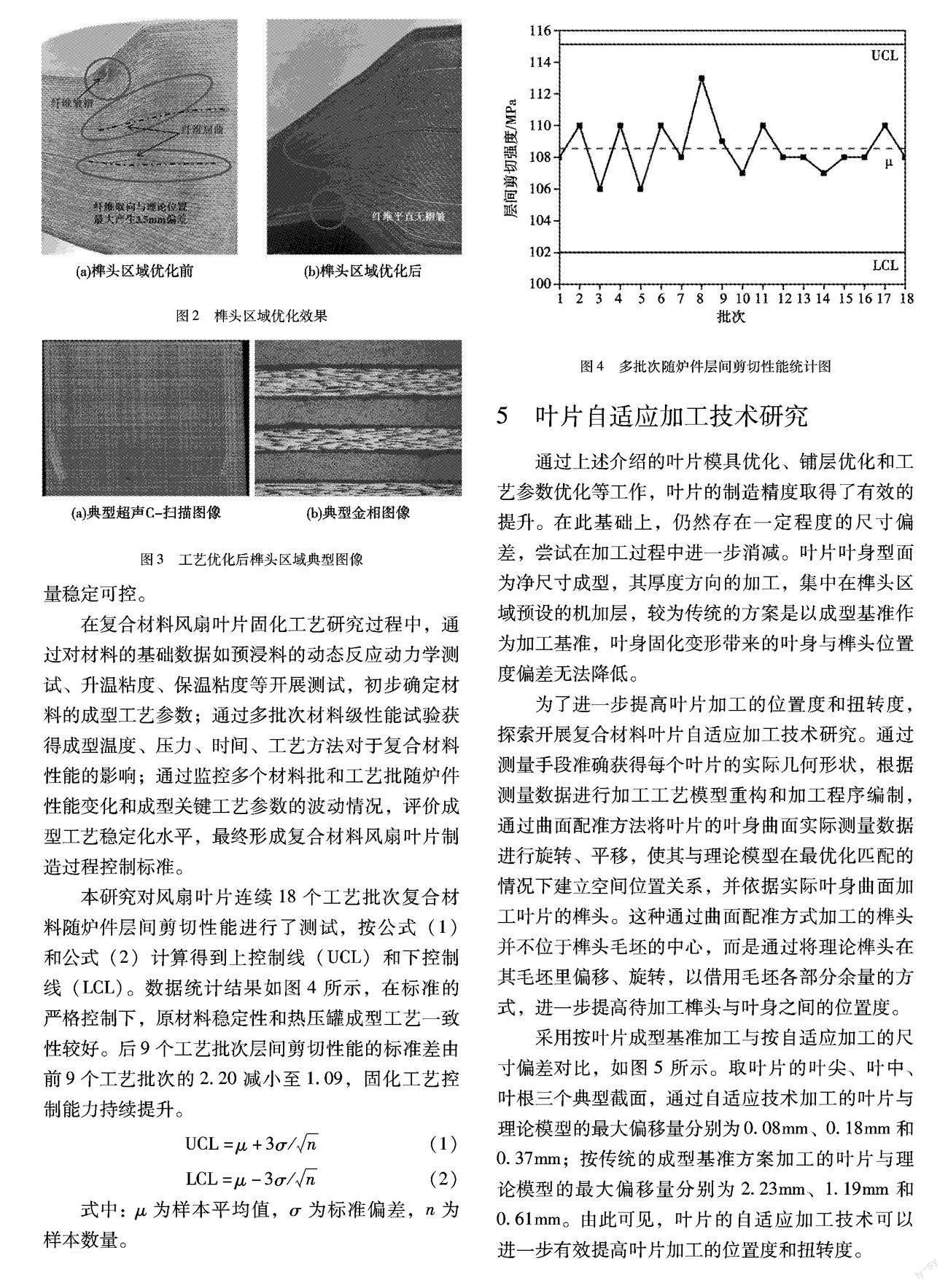
本研究对风扇叶片连续18个工艺批次复合材料随炉件层间剪切性能进行了测试,按公式(1)和公式(2)计算得到上控制线(UCL)和下控制线(LCL)。数据统计结果如图4所示,在标准的严格控制下,原材料稳定性和热压罐成型工艺一致性较好。后9个工艺批次层间剪切性能的标准差由前9个工艺批次的2.20减小至1.09,固化工艺控制能力持续提升。
UCL=μ+3σ/n(1)
LCL=μ-3σ/n(2)
式中:μ为样本平均值,σ为标准偏差,n为样本数量。
5 叶片自适应加工技术研究
通过上述介绍的叶片模具优化、铺层优化和工艺参数优化等工作,叶片的制造精度取得了有效的提升。在此基础上,仍然存在一定程度的尺寸偏差,尝试在加工过程中进一步消减。叶片叶身型面为净尺寸成型,其厚度方向的加工,集中在榫头区域预设的机加层,较为传统的方案是以成型基准作为加工基准,叶身固化变形带来的叶身与榫头位置度偏差无法降低。
为了进一步提高叶片加工的位置度和扭转度,探索开展复合材料叶片自适应加工技术研究。通过测量手段准确获得每个叶片的实际几何形状,根据测量数据进行加工工艺模型重构和加工程序编制,通过曲面配准方法将叶片的叶身曲面实际测量数据进行旋转、平移,使其与理论模型在最优化匹配的情况下建立空间位置关系,并依据实际叶身曲面加工叶片的榫头。这种通过曲面配准方式加工的榫头并不位于榫头毛坯的中心,而是通过将理论榫头在其毛坯里偏移、旋转,以借用毛坯各部分余量的方式,进一步提高待加工榫头与叶身之间的位置度。
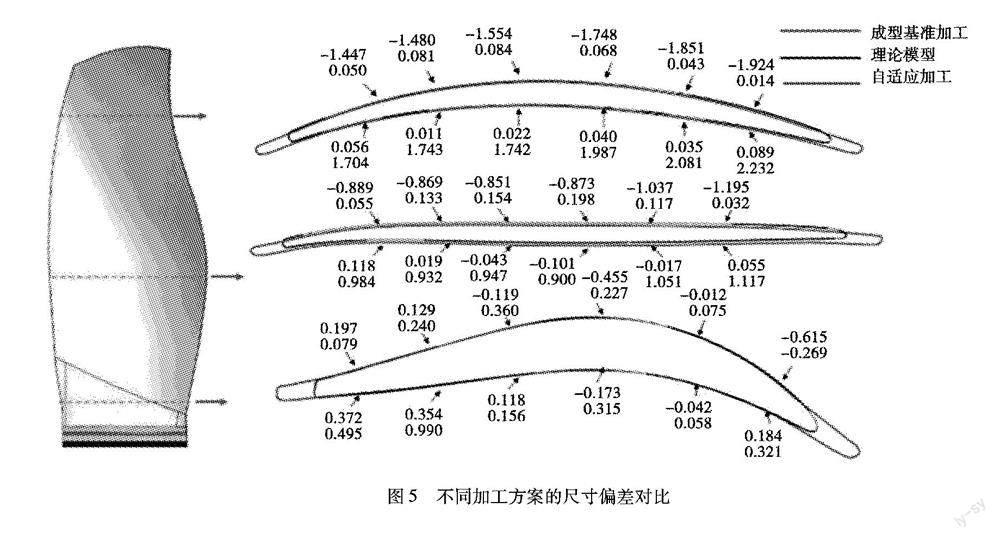
采用按叶片成型基准加工与按自适应加工的尺寸偏差对比,如图5所示。取叶片的叶尖、叶中、叶根三个典型截面,通过自适应技术加工的叶片与理论模型的最大偏移量分别为0.08mm、0.18mm和0.37mm;按传统的成型基准方案加工的叶片与理论模型的最大偏移量分别为2.23mm、1.19mm和0.61mm。由此可见,叶片的自适应加工技术可以进一步有效提高叶片加工的位置度和扭转度。
6 结语
航空发动机复合材料风扇叶片成型技术的关键难点包括模具设计、铺层设计与铺叠方法、固化工艺及加工工艺,本文通过对上述问题开展探索性研究,结论如下:
(1)选用低热膨胀系数的Invar钢材料作为成型模具,有效改善了风扇叶片固化变形问题;
(2)通过改善大厚度榫头铺层插入层的设置位置、数量和铺层顺序,结合真空压实与热压实等工艺方法,将铺叠角度误差控制在2°以内,有效提升了榫头成型质量;
(3)通过精细化控制固化温度、压力等关键工艺参数,随炉件性能标准差由2.20降至1.09,有效提升了复合材料性能稳定性;
(4)采用自适应加工技术进一步提高了叶片的最终尺寸符合性。
目前,受制于研究限制,复合材料风扇叶片尚在攻关阶段,未来还将进一步扎实优化每个工艺过程,如可在原材料开发、工装反变形设计、过程控制能力等核心技术方面开展进一步研究,以建立满足国产大客发动机需求的复合材料风扇叶片制造能力。
参 考 文 献
[1]梁春华. 纤维增强树脂基复合材料部件在国外航空发动机上的应用[J]. 航空制造技术, 2008(4): 32-37.
[2]陈光, 邱明星. GE90-115B发动机结构设计特点分析[J]. 航空发动机, 2013, 39(3): 1-5.
[3]李杰. GE公司复合材料风扇叶片的发展和工艺[J]. 航空发动机, 2008, 34(4): 54-55.
[4]胡晓煜. 下一代窄体客机发动机最新进展[J]. 航空发动机, 2010, 36(1): 53-57.
[5]刘强, 赵龙, 黄峰, 等. 机织复合材料风扇叶片成型技术研究[J]. 纤维复合材料, 2019, 36(04): 68-72.
[6]朱启晨, 陈勇, 肖贾光毅. 复合材料风扇叶片铺层设计方法研究[J]. 航空发动机, 2018, 44(3): 49-54.
[7]刘洋, 王亮, 郭军. 铝包边对复合材料风扇叶片抗鸟撞能力的影响[J]. 兵工学报, 2018, 39(1): 114-120.
[8]LI J, YAO X F, LIU Y H, et al. Curing deformation analysis for the composite T-shaped integrated structures [J]. Applied Composite Materals, 2008, 15(4-6): 207-225.
[9]杨晓波, 湛利华, 蒋成标, 等. 模具材料对复合材料制件固化过程应变的影响分析[J]. 南京航空航天大学学报, 2018, 50(1): 24-29.
[10]STEFANIAK Daniel, KAPPEL Erik, SPRWITZ Tom, et al. Experimental identification of process parameters inducing warpage of autoclave-processed CFRP parts [J]. Composites Part A: Applied Science and Manufacturing, 2012, 43(7):1081-1091.
[11]YANG Q D, WEI K, YANG X J, et al. Microstructures and unique low thermal expansion of Invar 36 alloy fabricated by selective laser melting [J]. Materials Characterization, 2020, 166:110-409.
[12]陳江华,许洪明.复合材料在进气机匣可调叶片上应用研究[J].纤维复合材料,2021,38(02):59-64.
[13]BAILIE J A, LEY R P, PASRICHA A. A summary and review of composite laminate design guidelines [J]. NASA Langley Research Center, Hampton, VA, Technical Report No. NASA, NAS1-19347, 1997.
[14]RONALD F G. Principles of composite material mechanics[M]. CRC Press, 2016.
[15]宋超. 航空发动机复合材料叶片设计及成形技术研究[D]. 南京航空航天大学, 2014.
