模头维修质量控制方法研究
2021-01-05潘贵勇
潘贵勇
(合肥乐凯科技产业有限公司,安徽合肥 230041)
0 引言
模头是一种特殊的模具,是双向拉伸聚酯薄膜生产线的重要设备。模头工作状态的好坏直接影响聚酯薄膜的产品质量,薄膜产品厚度不均、条线及杂质点等质量缺陷,都与摸头状态相关。
新维修的模头流道光滑、阻力小,唇口尖角锋利。熔体经过模头流延得到的厚片表观好、缺陷少,薄膜产品品质高。随着生产时间的延长,模头流道表面会聚集一些滞留物,表面粗糙度下降;同时,唇口也会聚集一些低分子物质,使得唇口尖角R 值变大。
当模头的状态无法满足产品质量要求时,需要更换模头。拆下的模头需要进行维修,以便恢复模头流道的粗糙度、唇口尖角R 值。同时,彻底保养或修复模头其他重要的机械部件、电器元件,使维修后的模头达到最佳状态。
1 模头维修质量对生产的影响
1.1 模头简介
双向拉伸聚酯薄膜生产使用的模头是T 形模头(简称TDIE),即模头的流道形状为倒“T”字形。模头结构选择的依据是薄膜产品的结构设计,大多数生产线配备的模头结构有多层模头和单层模头两种形式。多层模头有两个以上流道,流延时不同功能的熔体在不同的流道流动,最终汇集在一起经模头唇口流延;单层模头内部只有一个流道,与分配块结合在一起使用,以满足薄膜产品结构要求。单层模头构成见图1。
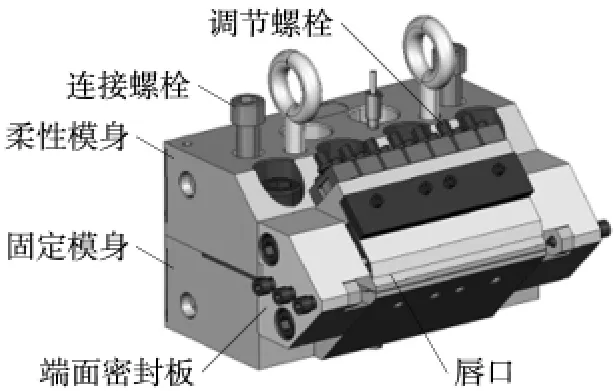
图1 单层模头构成
制作模头的材料要求硬度均匀,具有良好的抛光性能及耐光腐蚀性能,加工性能好,通常采用3Cr2Mo 系列材料。流道表面镀铬处理,唇口部位硬化处理。
模头体加热方式为电加热,加热器的设置有嵌入式和外置式两种形式。模头唇口外侧配置半嵌入式加热器。每个自动调节螺栓对应配置一条嵌入式加热器。温度检测采用PT100 传感器。模头本体连接、模头附件与模头体的连接采用高强度连接螺栓,螺栓级别12.9 级。
1.2 模头维修主要工作
模头在线使用一段时间后,流道表面光滑程度下降,唇口污染加重;模头附件也会存在一定程度的功能损耗,影响模头调控。这些都会影响薄膜产品的质量,因此,需要定期对模头进行维修。
模头维修主要工作是清理、研磨、抛光,修复模头唇口的唇面和尖角,使流道的粗糙度、唇口的尖角R 值恢复到允许范围。同时,修复或更换功能受损的连接螺栓、膨胀螺栓、加热器和传感器等模头附件。
1.3 模头维修工作的特点
(1)工序多、流程长,使用的工具、材料及辅助设施的数量、种类多,需要多人参与,对维修人员的技能要求高。
(2)上道工序的维修质量影响下道工序的维修质量,甚至影响模头最终的维修质量。模头维修过程质量控制不恰当,会造成模头维修工作失败,对生产造成重大损失。因此,对模头维修过程的质量控制是一项非常重要的工作。
1.4 模头维修质量与薄膜产品质量的关系
模头的维修质量通过产品质量来表现。模头经过维修后,重新安装上线生产,产品没有表观弊病,在线使用时间合理,各附件功能正常,则认为维修质量达标;反之,则认为模头维修没有达到质量要求。模头维修不良与产品质量弊病的关系见表1。
1.5 模头维修过程质量控制的意义
对模头维修质量的评价是通过在线使用过程中对产品的评价来实现的,属于事后评价。由于模头维修具有事后评价的特点,一旦模头发生维修质量事故,不仅会造成生产损失,而且对于事故原因的追溯也非常困难。
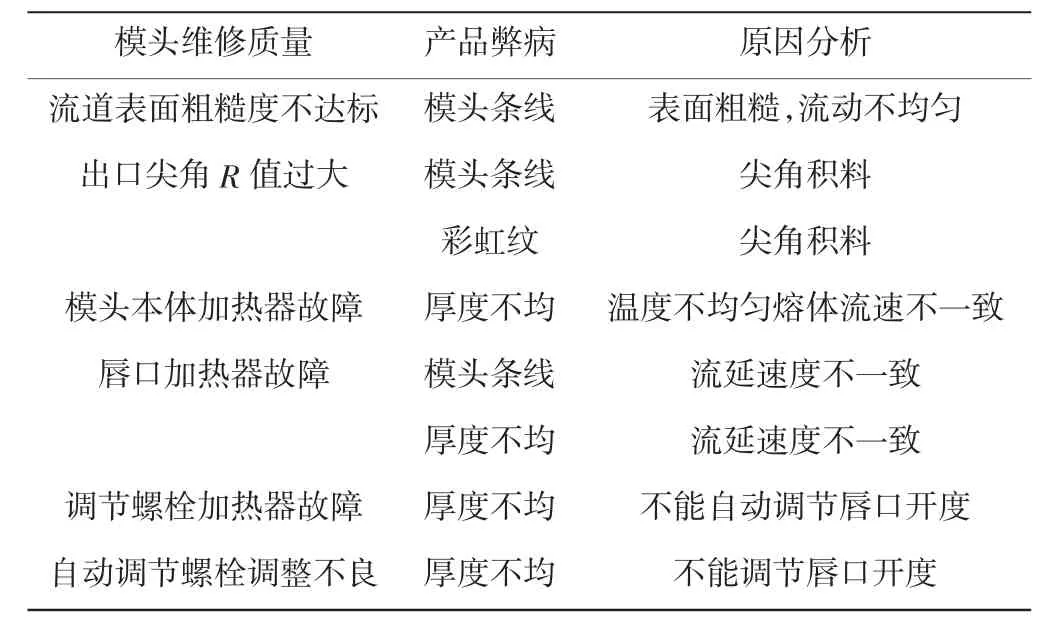
表1 模头维修质量与产品质量弊病的关系
模头维修过程每一个环节出现差错都会影响模头维修的整体质量。维修过程各工序的质量控制水平决定了模头的最终维修质量,每个工序维修质量符合标准,模头最终的维修质量才能符合标准。因此,对模头维修过程的质量进行控制能够确保模头整体的维修质量,方便对模头维修质量事故的原因进行追溯,有利于模头维修质量控制水平的不断提高。
2 影响模头维修质量的因素
2.1 管理因素
企业产品质量管理目标的实现是基于ISO 90001《质量管理体系要求》建立的有效的质量管理体系来保证的。作为生产过程的重要组成部分——模头维修过程须符合质量管理体系的质量目标要求,使模头维修过程受控,从而保证模头维修的质量达到标准。
模头维修过程管理应建立维修目标、制定维修计划、编制控制文件、确定质量标准、规定维修人员资质、落实过程检验、做好过程记录,并接受客户和第三方管理评价,不断改进,实现PDCA 循环。
2.2 人的因素
模头维修工作对于维修人员的综合素质要求较高。模头结构复杂、流道表面光滑、唇口尖角尖锐、调节机构复杂、电气控制精度高,维修作业过程需多次转运。模头维修作业的特殊性要求维修人员既具备机电相关知识储备,也需要熟悉生产工艺;要具备较高水平的作业技能和较丰富的维修经验,能熟练使用相关的维修工具及辅助设备。如果作业人员技能、工作经验、专业知识储备不足以胜任模头维修作业,不仅难以保证模头维修质量,还可能损伤模头。
从事模头维修作业的管理者、工程师应具备理论分析、总结归纳能力。能针对产品弊病与模头的相关性进行分析、总结,能判断模头维修质量对产品品质的影响,从而不断改进模头维修过程的质量管理水平,提高模头维修质量。
2.3 维修工具材料及辅助设备
模头是特殊的模具,维修过程使用的工具及辅助设备种类较多。有维修电工、钳工所用的常规工具,有抛光、研磨工具,有吊装、转运、工作台等辅助设施,有加热设施,有研磨、抛光材料,还有其他辅助材料。工具材料使用不当,不仅延迟模头维修进度,影响维修质量,甚至会对模头造成伤害。模头维修常用的工具、材料及辅助设施见表2。
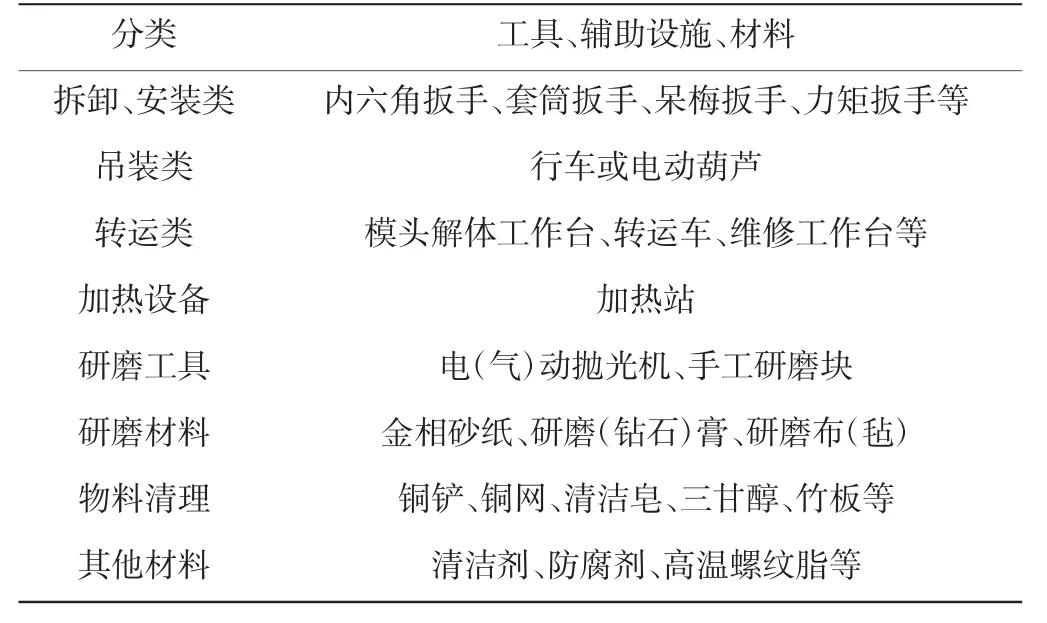
表2 模头维修常用工具、材料及辅助设施
2.4 模头附件的可靠性
模头附件包括连接螺栓、加热器、温度传感器、自动厚度调节机构的热膨胀螺栓、螺母、推拉块等。模头在工作过程中要求这些附件具有较高可靠性,这样才能保证模头控制精度,确保唇口自动调节功能稳定可靠。模头附件的可靠性不高,会造成模头调整失效,不仅缩短模头在线使用时间,降低生产效率,而且会导致薄膜产品产生质量弊病。
2.5 维修作业方法
模头维修作业的特点要求维修过程按作业工序逐步进行,不能跨工序或颠倒工序,否则会造成后续工序无法进行而返工。模头维修过程中上一道工序维修质量会被下一道工序所隐蔽,为此,要求在隐蔽之前进行质量检查,检验合格后再进入下道工序作业。没有进行质量检验或者检验不合格即进入下一道作业工序,无法保证下一道工序的维修质量,进而影响最终维修质量。
维修工程师须编写模头维修作业指导书,以规范维修作业方法、质量检查方法。作业指导书内容包括维修工艺流程、工具使用要求、人员技能要求、质量控制标准、模头附件要求和出厂验收等。
3 模头维修的过程控制方法
3.1 维修工序识别
模头维修工作是一个复杂过程,准确识别出维修过程的每个工序,是模头维修工作的前提。识别、划分维修工序时要综合考虑各工序工作内容、工作环境要求、使用工器具种类、作业方法、质量目标,以及对作业人员技能的要求等,做到科学识别,合理划分。
维修过程工序识别后,须确认工序的工作内容,明确操作要点,制定质量标准,装备合适的作业工具,配备胜任的作业人员。以单层模头为例,模头维修工序见图2。
3.2 确定质量控制点
维修工序识别完成以后,需要在流程中确定质量控制点。设定质量控制点的目的是对控制点进行质量监控,确认该控制点维修质量达到质量标准后,方可准许进入下道工序。
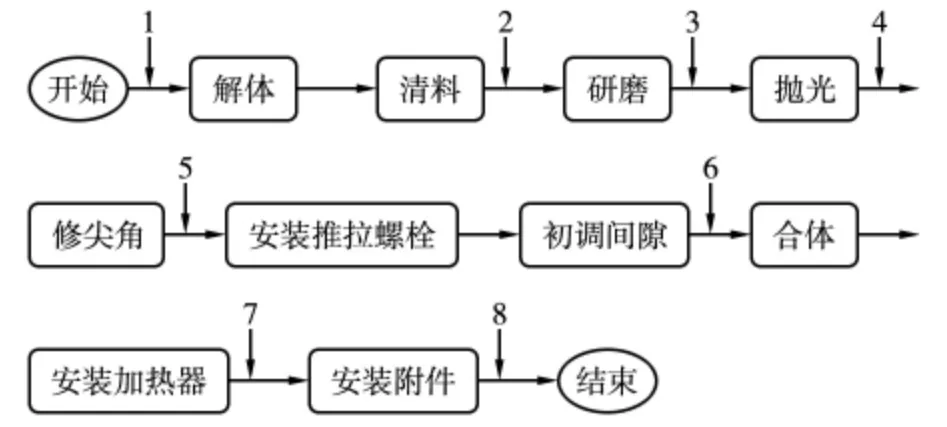
图2 单层模头维修工序及控制点
质量控制点的确定原则是本工序质量会影响下道工序质量,或者是本工序质量会被下道工序所隐蔽的点应设立为质量控制点。控制点的确定还应参考工序环境的转换、作业工具的变化、辅助材料的不同、人员技能的要求等进行综合考虑。质量控制点选择要合理,既不要冗余,也不能节略。冗余会造成控制过剩,节略会造成控制遗漏,都不利于保障模头维修质量。
企业成本控制中,对于成本动因的选择需要坚持成本效益原则,并根据具体动因数据的获取方式和难度等合理的选择成本动因。同时成本动因选择的是否合理与机场资源成本分配结果具有直接的关系,所以在成本动因的选择中,需要坚持以成本动因的全面分析为导向,提升作业成本法的作用和意义。
单层模头选取8 个质量控制点,控制点的选择见图2。
3.3 绘制工艺流程图
模头维修工艺流程图是指导模头维修作业的纲领性文件。模头维修工序识别工作完成,确定质量控制点之后,可以着手绘制维修作业工艺流程图。完善的工艺流程图便于组织和实施维修工作,指导维修作业,发挥维修作业效率,保证维修质量。单层模头维修作业流程见图3。
3.4 编制作业文件
模头作业文件是模头维修作业过程的操作步骤和应遵守的事项。按照作业文件的要求,维修人员可以顺利地完成维修作业,不会发生维修漏项或维修顺序颠倒等错误,有利于维修过程的质量控制。作业文件可以指导作业人员正确使用维修工具、辅助设施、消耗材料,避免工具、辅助设施、辅助材料使用不当造成维修失败。按照作业文件要求,合理配置不同工序的作业人员,充分发挥员工技能,提高工作效率,有利于保证作业过程人员和设备安全。
作业文件应包括模头维修作业流程图、模头维修作业指导书、模头维修质量管理规定、模头维修质量标准、模头维修工器具管理规定、起重设备管理规定、辅助设施、辅助材料管理规定,以及相应记录表格。模头作业文件应纳入企业文件管理体系,并在实践中不断优化。
3.5 模头附件控制
模头维修完成后安装到生产线上持续工作时间较长,要求模头使用的附件应具有较高可靠性。须对模头附件的可靠性进行严格控制。通常做法:自动调节螺栓、铜螺母、压块等模头专用附件,采用模头制造商直接供货;加热器、传感器等电气类附件,采用模头制造商直接供货或采购模头制造商指定供货商供货;连接螺栓采购信誉好的供货商供货,明确要求螺栓等级;其他附件采用经考核合格的供货商提供的产品。
3.6 作业工器具及辅助材料控制
(1)拆装类工具的控制。在模头维修过程中,为避免因拆装工具不符合要求造成模头拆卸、安装失败,需要对此类工具进行控制。拆装模头时,要求使用套筒扳手、梅花扳手等固定尺寸的工具,避免使用可调节、多用途工具,如活动扳手;内六角扳手要求兼具刚性和韧性;力矩扳手要求方便调节、便于力矩设定,具备力矩保护功能;自制工具要规范、专用。
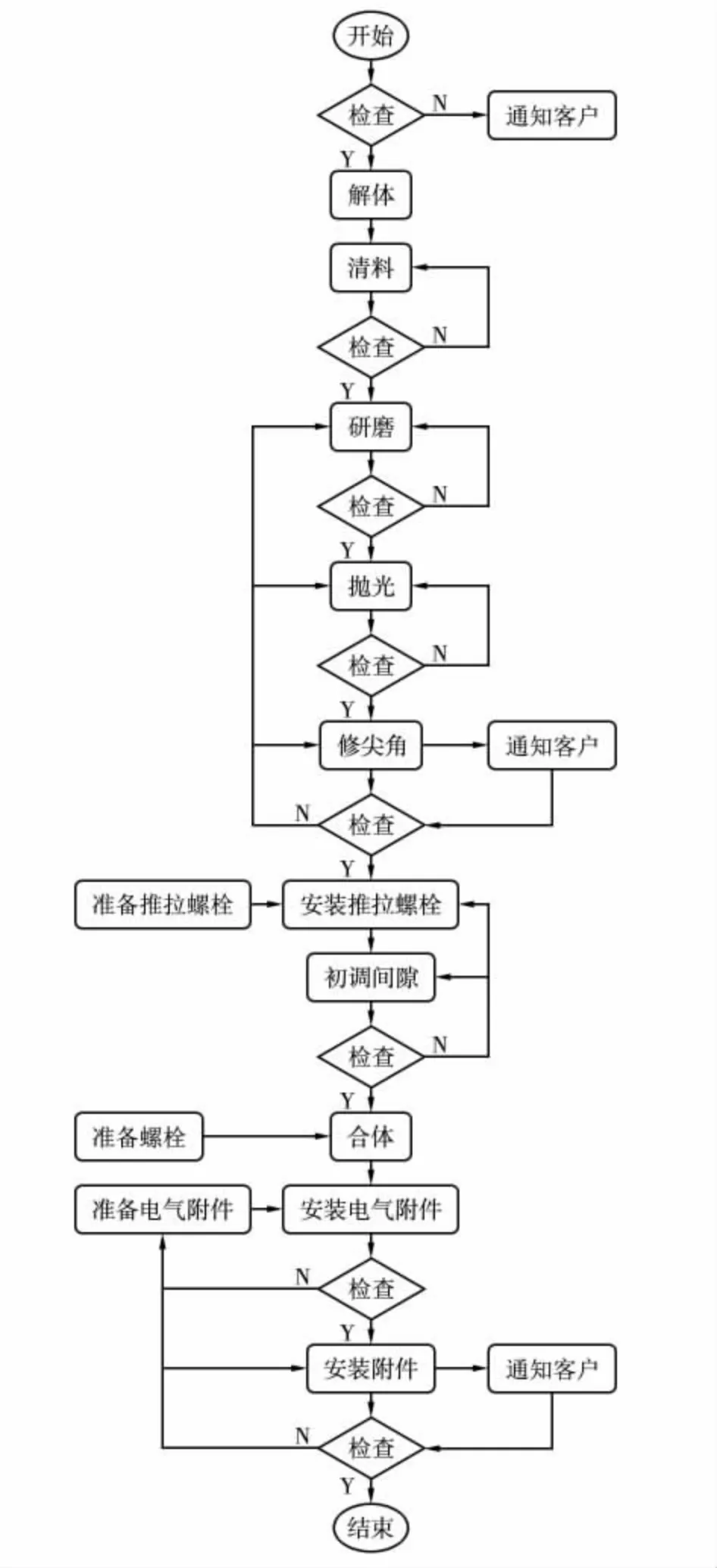
图3 单层模头维修作业流程
(2)吊装工具如行车、电动葫芦,应按起重设备管理要求进行管理。
(3)研磨类材料如砂纸、钻石膏,要求颗粒均匀,使用行业内常用的知名品牌产品。
(5)其他辅助材料应使用符合安全、环保要求的产品。
4 模头维修的质量控制方法
模头维修质量控制方法是模头维修过程中应遵循的质量控制程序。按照程序进行模头维修作业的质量控制,可以保证维修作业过程每道工序的质量,保证模头最终的维修质量。判断维修质量控制是否符合预期,需要制定模头维修质量控制标准。
4.1 质量控制标准的制定原则
(1)设备制造商出厂标准。模头制造商提供的设备手册中承诺的一些技术保证值,如粗糙度、平面度、直线度以及一些关键数据,可以作为质量标准。
(2)维修经验数据。设备制造商技术保证值有的过于宽泛,不利于提高产品品质;有的数据过于严格,随着维修次数的增加,检测数值越来越偏离保证值。因此,在保证产品品质的前提下需要对标准值进行修正,这种修正源于模头维修的历史数据积累。
(3)行业内先进企业的标准。行业内先进企业的产品美誉度高,产品质量被广泛认可,其模头维修过程的质量控制有其先进之处。模头维修质量标准也需要对标先进企业,并结合企业自身特点,制定满足企业需求的模头维修质量标准。
4.2 质量控制标准
质量控制标准是模头维修质量控制的依据。不同维修工序的作业所要求达到的预期结果不同,维修质量标准也不相同,因此针对不同工序应制定与之相对应的质量控制标准。模头附件的质量与模头的使用寿命、模头控制精度、薄膜产品的质量相关,应制定模头附件质量控制标准。
表述模头维修质量的常用指标有流道粗糙度、唇口尖角R值、唇口部位腐蚀程度、流道抛光划痕;表述模头附件质量指标有表观完好、螺纹完好、电阻值正常等;表述模头维修最终质量除上述指标外,还包括防腐、安装完整、外观缺陷、安全防护及包装等。模头维修质量标准常用指标见表3。
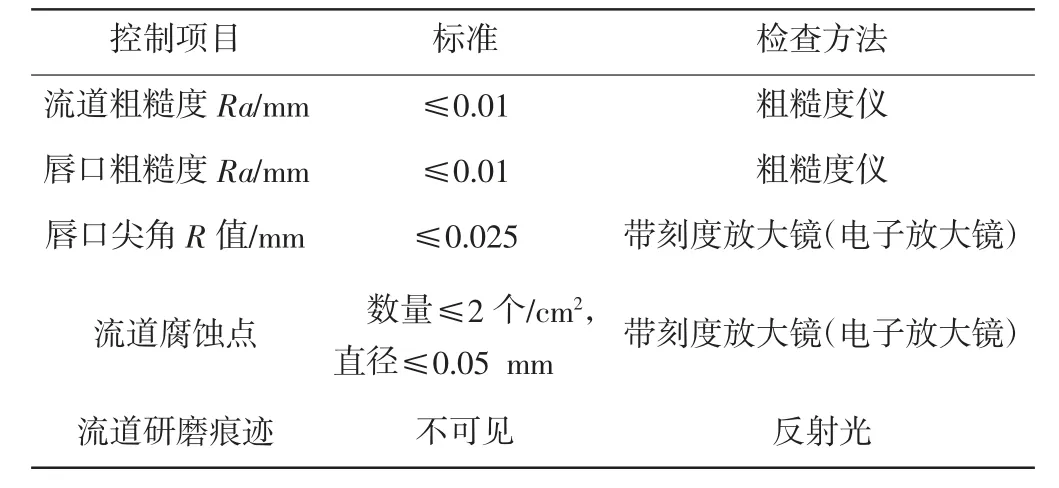
表3 模头维修质量标准常用指标
4.3 质量检验
模头维修质量是否达标是通过质量检验来判定的。模头维修过程质量检验目的是确认本道工序的状态,判断本道工序是否达到质量标准,分析本道工序维修质量对下道工序维修质量的影响,进而评估对模头最终维修质量的影响。模头附件质量检验目的是判断所使用的附件符合质量标准,避免使用不合格附件,消除模头附件对于维修质量的影响。模头最终维修质量的判定依赖于维修过程检验指标、附件质量指标及外观检查来综合评价。
质量检验包括自检和联合检查,对于影响模头最终维修质量的质量检查点须通知客户进行联合检查。质量检验应借助相关仪器仪表进行,明确判断检查项目是否满足标准。
5 模头维修记录
5.1 模头维修履历
模头履历是模头档案中重要的设备资料之一,模头履历记录了模头从启用到报废全过程经历的事件。完整的模头履历方便模头使用部门、设备管理部门以及维修部门及时掌握模头状态、技术标准,据此调整生产工艺参数,制定维修计划,追溯模头维修质量,使模头更好地为生产服务。
模头维修履历是模头履历的组成部分,它记录了模头历次维修时间、维修内容、维修质量、更换的附件及模头维修状态。模头维修履历包括相应的记录——模头维修进程记录、模头质量检查记录等文件。
5.2 模头维修进程记录
模头维修工作是一项耗时较长的工作,编制模头维修进程记录是必要的。编制维修进程记录可以量化不同工序的维修时间,进而控制模头维修总体作业时间,保证按时交货;可以确保按维修作业流程进行维修作业,避免作业顺序混乱,有利于保证维修质量;可以针对不同工序的作业要求及质量标准,强化作业人员正确使用作业工具、测量工具及辅助材料;可以及时调配作业人员,充分发挥不同作业人员的能力。
模头维修进程记录按维修作业工序编制,每一工序编制一个作业记录表。作业记录表内容应包括工序名称、工作内容、质量标准、使用工具及辅材、质量检查工具或仪器、作业人员技能要求、记录人、复核人等。本工序作业完成,质量检验人员检查合格,记录人、复核人签字确认后,维修作业方可进入下一工序。模头维修作业完成后,将维修进程记录汇集在一起,归集入档。
5.3 质量检查记录
针对模头维修过程中质量控制节点应编制质量检查记录表。质量检查记录是记载质量检查的证据,是追溯模头维修质量的原始数据源头,也是修正模头维修质量控制标准的依据。全部质量检查记录汇集成总的质量检查记录,纳入模头档案管理。
模头质量检查记录表应包括检查工序、质量检查内容、质量标准、检查方法、测量仪器、检查结论等内容。经检查人、复核人签字生效,作为模头维修作业文件存档。
6 结束语
模头维修质量对产品品质影响大。一些产品弊病,如厚度不均、条线等与模头维修质量息息相关。应重视模头维修工作,加强模头维修管控,提高维修质量。
模头维修是一项复杂过程。为保证模头维修质量,须对模头维修作业过程进行控制。模头维修作业应严格按照作业流程进行作业,合理装备作业工具,配备合适作业人员,保证所消耗材料的质量,确保配件可靠。
模头维修质量标准可以有效保证模头维修质量。严格按照模头维修的质量控制方法进行控制,有助于提高模头维修质量,有效减少因模头维修质量不达标而导致的产品弊病。
