水壶壶盖带嵌件注塑成型模具设计
2023-05-05邵树锋
邵树锋
(浙江工业职业技术学院,浙江 绍兴 312000)
0 引 言
家用容器产品大多使用塑料、玻璃、不锈钢等材质,塑料材料在其中占有很大比重。塑料材料选材中,共有7级材料可以选用,分别为:1级材料PET(聚酯)、2级材料HDPE(高密度聚乙烯)、3级材料PVE(聚氯乙烯)、4级材料LDPE(低密度聚乙烯)、5级材料PP、6级材料PS、7级材料PC(聚碳酸酯)。水壶壶盖一类塑件中,依据用户需求,常采用5级材料PP和6级材料PS,一般在塑件上,都会设置有一个三角形形状的塑料回收标志符号,表明该产品使用级别。壶盖塑件的注塑成型,相比普通盖塑件生产有一定的难度,主要体现在以下方面:第一, 因工业外观设计需要,需要做特殊的脱模保护措施;第二,强化密封性要求,有卡扣或卡环槽特征;第三,为突出使用功能,有些壶盖设置有手柄,手柄内层附加有用于结构强化的金属内衬。本文作者针对某带金属内衬壶盖塑件的注塑成型要求,设计了一副假三板嵌件注塑模具。模具中,设置有哈弗滑块机构、定模先抽芯滑块机构、动模斜顶结构,模具结构布置新颖,机构选用得当,有较好的设计参考作用。
1 水壶壶盖塑件
水壶壶盖塑件结构如图1所示。壶盖为双层结构,上层广口型朝天开口,内壁设置有螺纹凸筋倒扣,螺纹为非连续型内凸螺纹;下层为直壁圆盖,圆盖内壁上设置有圆凹槽倒扣和两圈顶部加强密封筋,用于保证盖子下层与玻璃瓶瓶口的密封性。盖子一侧的手柄,内部镶嵌有铝质镶件,该嵌件为全包覆型嵌件。盖子的外壁不能使用有斜度的斜壁,两侧都是直壁。塑件材料选用PS料,收缩率0.51%~0.58%。塑件平均壁厚2.1 mm, 部分位置的成型精度MT5级。
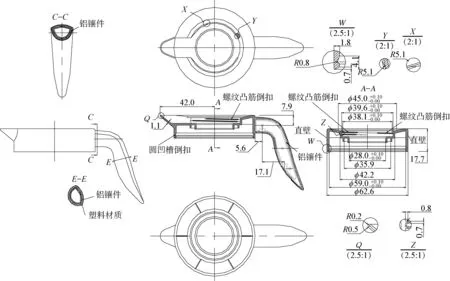
图1 水壶壶盖塑件Fig.1 Plastic parts of kettle lid
塑件成型模具设计的难点有以下几点:(1)模腔浇注浇口位置选择,主要是盖子的手柄部位需充填的体积较大,影响盖子本体的充填平衡;(2)塑件上层内壁两侧的螺纹凸筋倒扣,需要在模腔定模一侧开设定模倒扣抽芯机构,实施侧抽芯脱模;(3)塑件下层内壁上的圆凹槽倒扣的脱模,需要对应地设计倒扣侧抽芯机构;(4)塑件外壁两侧都是直壁,不能直接拔出实施脱模,而只能采用侧面抽芯的办法实施脱模,否则会拉伤外壁,损坏塑件外壁的外观质量;(5)手柄内壁放置铝制嵌件,嵌件要设置可靠的定位件,以保证注塑时嵌件不移动,保证嵌件外壁获得均匀的包覆塑料壁厚[1-4];(6)成型件的加工应考虑到模具的整体制造成本,成型零部件设计及模具整体结构的设计,必须尽可能使用工厂的现有设备,减少外协加工;(7)局部位置的成型件精度要求达到IT6级,加工精度要求相对较高。
2 模具设计
结合塑件的成型难点,模腔布局使用1模1腔布局,如图2所示,结构采用假三板结构。浇口采用侧浇口,开设在覆盖上层内壁上,并位于手柄一侧,以保证手柄和壶盖本体之间的充填平衡。模腔冷却使用4条水路进行冷却,分别为:定模一侧开设1条水路C4进行冷却;动模一侧开设3条水路进行冷却,水路C1用于内壁型芯镶件的冷却,水路C2、 C3分别用于滑块机构H1、 H2中对应成型滑块的冷却。模具中,设置了2个哈弗滑块机构H1、 H2,用于塑件外壁的侧抽芯脱模,2个滑块机构的滑块都分别使用2根斜导柱3和2根斜导柱2进行驱动;设置了2个内收抽芯的定模滑块机构H3、 H4,用于上端内壁上螺纹凸筋倒扣的侧抽芯脱模;动模一侧布置了6个斜顶机构X1~6用于塑件下端内壁上圆凹槽倒扣的侧抽芯脱模;动模一侧布置2个顶杆D1、 D2,用于嵌件的定位安装。模架使用4个导柱4和4个导套5,配合用于模腔的复位闭合导向。
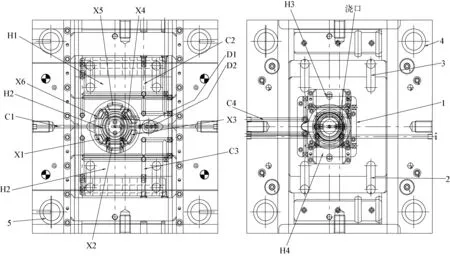
H1~4—滑块机构;X1~6—斜顶机构;C1~4—水路;D1、 D2—顶杆;1—型腔镶件;2、 3—斜导柱;4—导柱;5—导套图2 模具结构布置Fig.2 Mold structure layout
3 机构设计
3.1 定模滑块机构H3、 H4
定模滑块机构H3、 H4设置在模具定模一侧,两个机构的结构相似。以机构H3结构为例,机构的组成零件包括件6~9,斜导柱7安装在模具定模座板10上,用于驱动H3滑块8实施抽芯。浇口套6的设计不同于常规圆柱浇口套,它兼具设置有主浇道和锁紧H3滑块8的功能。H3滑块8通过压条9安装在型腔镶件12上。定模座板10与定模板11之间的P1面打开时,斜导柱7驱动H3滑块8完成侧抽芯动作[5-7],如图3和图4所示。

2—斜导柱;6—浇口套;7—斜导柱;8—H3滑块;9—压条;10—定模座板;11—定模板;12—型腔镶件;13—H1滑块;14—锁紧块;15—压条;16—限位玻珠;17—动模板;18—模脚;19—底座板;20—斜顶杆;21—斜顶座;P1、P2—开模面图3 脱模机构Fig.3 demoulding mechanism
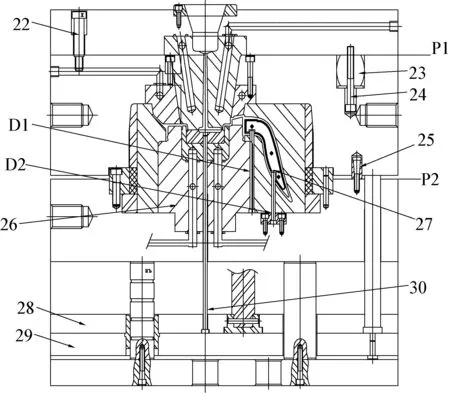
22—拉杆;23—橡胶块;24—螺丝;25—尼龙扣;26—型芯镶件;27—嵌件;28—盖板;29—推板;30—拉料杆;P1、P2开模面图4 模具控制机构。Fig.4 Mold control mechanism
3.2 哈弗滑块机构H1、 H2
哈弗滑块机构H1、 H2两个机构的结构相同,以机构H1为例,其结构组成件包括件3、件13~16;H1滑块13使用2个斜导柱3驱动,以保持H1滑块13运动的平稳性,H1滑块13抽芯抽出时的定位由定位玻珠16进行定位,模具闭合时H1滑块13使用锁紧块14进行锁紧。
3.3 斜顶机构X1~6
6个斜顶机构的结构相同,单个斜顶结构由1根斜顶杆20和斜顶座21组成,为常用型斜顶机构,此处不赘述。
3.4 嵌件定位机构
如图4中铝制嵌件27的定位机构为顶杆D1、顶杆D2,模腔打开后,注塑前,通过机械手将嵌件27安装于顶杆D1、D2上后,模腔方可闭合。
3.5 模具开模及控制机构[8-11]
模具分2次打开,第一次打开为P1、第二次打开为P2。P1打开时,用于滑块机构H3、 H4抽芯;P2打开时,用于滑块机构H1、 H2抽芯,以及塑件从型腔镶件12中脱模脱出。模具在P1面处首先打开,由橡胶块23撑开,打开的距离由拉杆22控制;为保证P1面先打开,定模板11和动模板17之间设置有尼龙扣25。
4 模具工作原理
如图3、4所示,模具工作时,先把模具打开,通过机械手将嵌件27置入模腔中,并在顶杆D1、 D2上固定好,而后模具闭合,开始注塑。注塑完毕,模具动模下行,由于橡胶块23的撑开及尼龙扣25的吸合,模具首先在P1面处打开,打开时,滑块机构H1、 H2先完成抽芯。模具动模继续下行,定模板11被拉杆22拉住,定模板11不能继续下行,模具在P2面处打开。打开时,滑块机构H1、 H2完成侧抽芯。模具打开后,注塑机顶杆顶住盖板28、推板29,从而推动5个斜顶X1~X6将塑件从型芯镶件26上顶出,以及拉料杆30将流道废料顶出。至此,塑件完成生产。模具复位过程与开模过程相反。
5 结 论
本文介绍了水壶壶盖塑件的注塑模具设计,模具为一种假三板结构模具。模具中,定模一侧设置了内收式抽芯机构,解决了塑件上端内壁螺纹凸筋的脱模,模架改进为假三板结构模架,方便驱动该机构。使用了一组哈弗滑块机构用于塑件外壁的脱模,解决了塑件外壁的无斜度脱模问题。塑件下端内壁的圆环凹槽的脱模使用6个斜顶进行顶出脱模。嵌件在模具中的安放使用机械手进行,并使用两个顶杆进行定位。模具整体结构布置合理,结构安排恰当,成功地实现了塑件的自动化生产,有较好的结构设计借鉴意义。