大型电机冲片模具导柱拆卸改进
2018-03-22中车永济电机公司工模具分厂山西044502薛金良沈春辉
■ 中车永济电机公司工模具分厂 (山西 044502) 薛金良 沈春辉
大型电机冲片冲裁模具每冲裁5万片时需要对模具上、下模刃口用平面磨床进行刃磨,以保持模具刃口锋利,进而保证冲片质量。在刃磨下模刃口时,由于导柱高于下模刃口面,必须将导柱拆卸后再刃磨。本改进对导柱拆卸方法进行了改进,可节约拆卸导柱时间92%,模具刃磨时间仅为原来15%。在节约时间的同时,操作安全性也大幅提高。
1. 改进前结构
通常在拆卸导柱时,先用内六角扳手将导柱压紧螺钉拆卸、取出导柱压板,然后用铜棒敲击导柱下平面,使导柱与衬套分离,取出导柱(见图1~图4)。
2. 改进前缺点
(1)拆卸导柱用铜棒敲击导柱下平面时,为便于操作,须先将下模座底面与地面呈90°夹角。
(2)模具较大时需用天车配合,所以操作费时繁琐。
(3)用铜棒敲击导柱底面时,容易敲上衬套,使衬套磕伤。
(4)敲击时容易使操作者手部受伤。
3. 改进后的结构与拆卸原理
改进后,在下模座导柱孔上增加了带缺口(顶板通过缺口放入环形槽)的环形槽,并加工出顶板(见图5)。
在拆卸导柱时,将顶板从模座导柱孔下方的缺口放入模座的环形槽里,旋转90°卡在环形槽里,再将内六角扳手通过顶板中心的圆孔将导柱压紧螺钉拧出(逆时针)。当导柱压紧螺钉与顶板接触后,继续旋转导柱压紧螺钉,此时导柱在螺钉的旋转力作用下,使导柱和衬套分离,导柱拆卸完成,如图6所示。
4. 改进的优点及效益
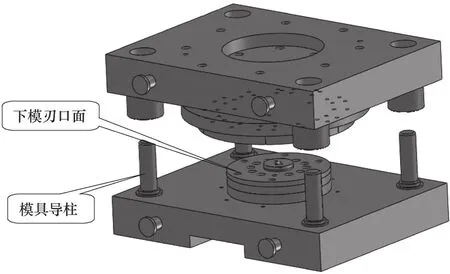
图1 电机冲片模具

图2 改进前的结构
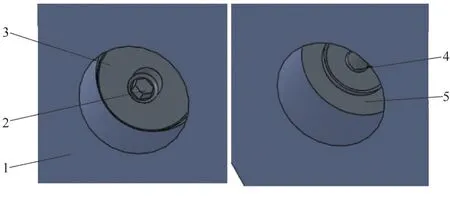
图3 改进前的结构
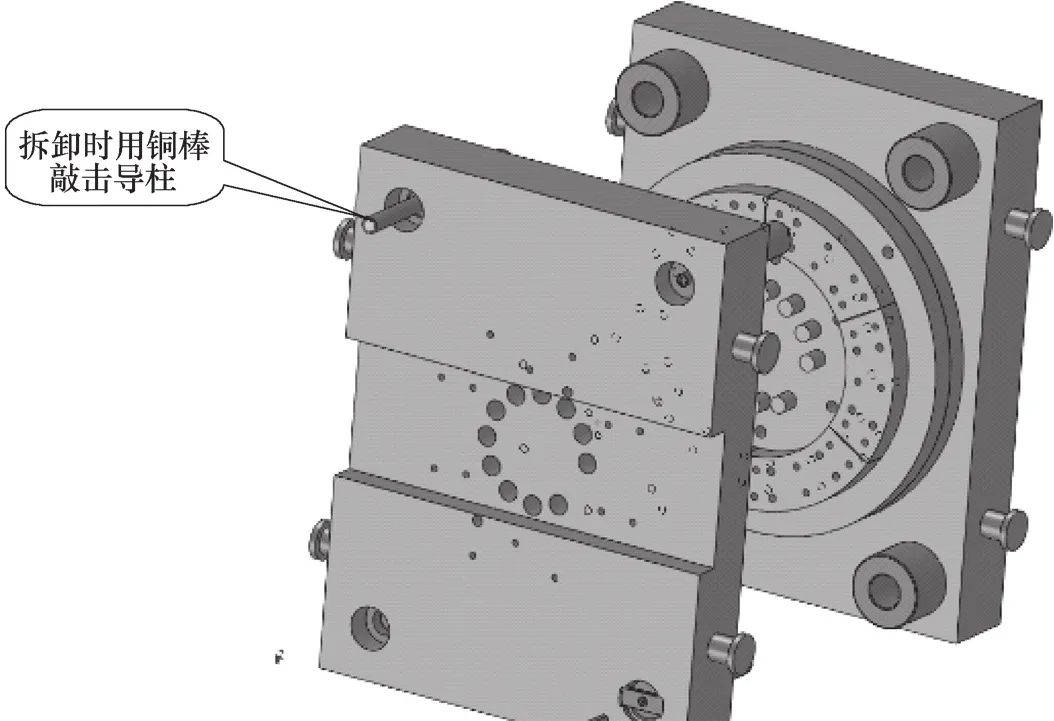
图4 改进前拆卸导柱

图6 改进后拆卸操作

图5 改进后的结构

图7 改进后拆卸导柱操作步骤
改进后拆卸导柱时,通过反向旋转导柱,压紧螺钉就可使导柱和衬套分离,不用对模具进行翻转,并且省略了传统拆卸时通过敲击使导柱和衬套分离,从而避免了敲击导致的对导柱、衬套的磕碰,也避免了敲击带来的对操作者安全隐患(见图7)。通过统计核算,该项改进在大型电机冲片模具的全寿命周期内,可节约成本5万元。每年可为公司创造效益约50余万元。
5. 结语
通过改进,模具刃磨、修理拆卸导柱用时仅5min,人身伤害事故由以前敲击拆卸时每年平均4起降低为0,导向系统伤害由每年7起降低为0。
[1] 王文斌. 机械设计手册[M]. 北京:机械工业出版社,2008.
