烧氨炉处理富氨气控制氮氧化物排放问题探讨
2022-11-30赵刚磊
赵刚磊
(中海油惠州石化有限公司,广东惠州 516086)
煤制氢装置以煤炭为还原剂,将水中的氢元素还原出来得到氢气,原煤中的氮元素被转化为铵盐,经汽提生成氨气。由于汽提酸性气中氨气含量极低,无法回收,若直接送入火炬燃烧,将面临生成大量NOX的风险。为减少环境污染,中海油惠州石化有限公司煤制氢部硫黄回收单元采用专门的烧氨炉来处理该气体[1-3]。
生产初期,含氨酸性气(也称富氨气)中氨气浓度较低,操作工况与原设计有较大差别,烧氨炉出现了自控系统无法投用、炉温过高损坏炉体、富氨气管线腐蚀等问题。同时,由于富氨气波动频繁,尾气中NOX排放值较高,无法达到质量浓度小于120 mg/m3的排放要求。
从烧氨炉工艺入手,分析生产上出现的问题,总结处理对策;通过探讨氨气燃烧机理,分析富氨气波动的原因,找到控制NOX排放的方法,为装置长周期平稳运行提供参考。
1 烧氨炉工艺介绍
硫回收装置采用荷兰杜克公司的烧氨炉系统处理含氨酸性气,该气体部分来自两股汽提单元的含氨酸性气,部分来自气化废气,两者合并称为富氨气。烧氨炉系统运行原理为:烧氨炉投用自控,系统根据含氨气体组分、流量,自动控制进入烧氨炉的空气流量,使氨气完全分解为氮气,保证出口尾气中NOX的排放指标满足环保要求。工艺流程示意图见图1。
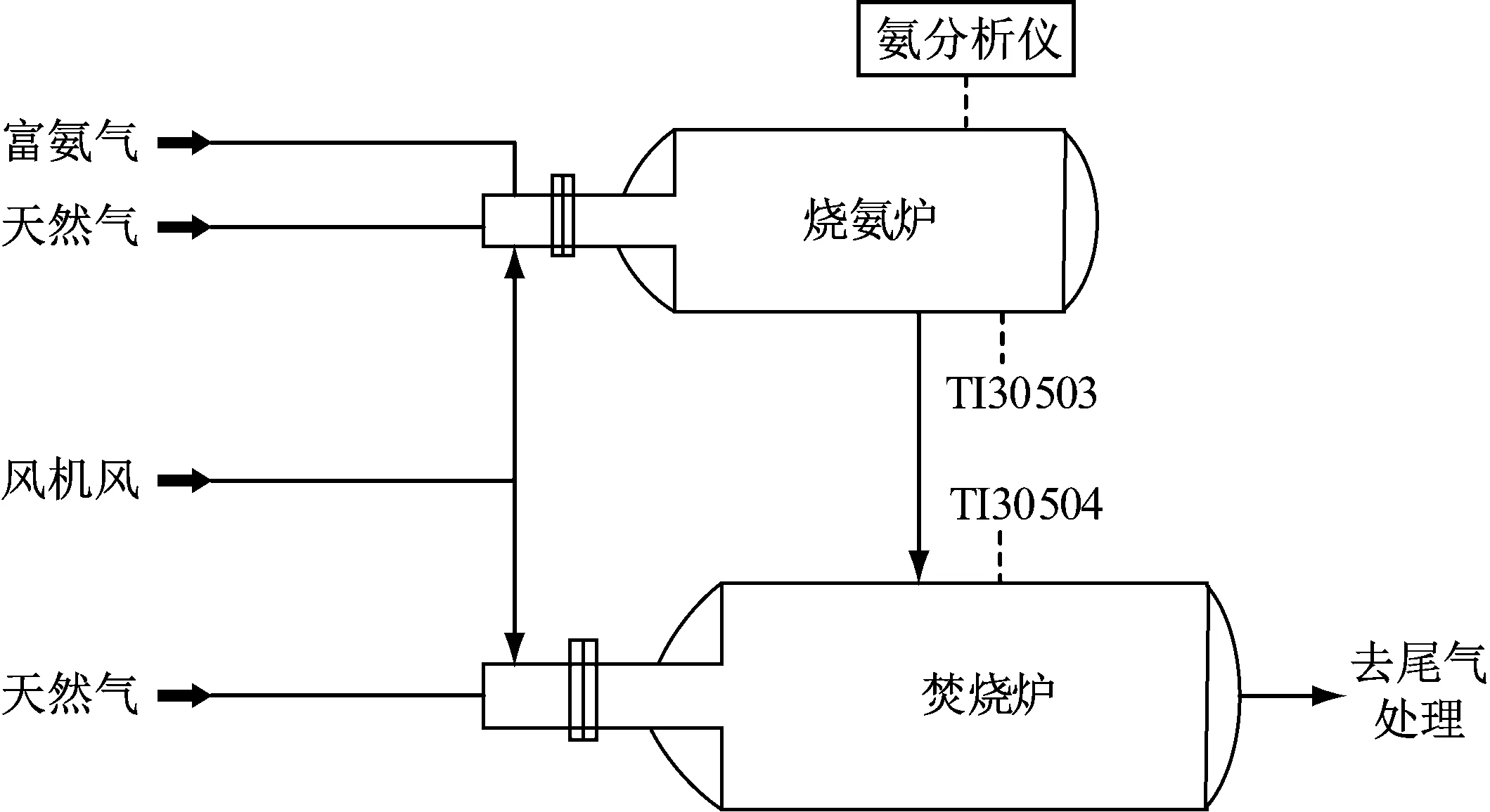
TI30503—烧氨炉温度;TI30504—焚烧炉温度。
为使氨气完全分解,烧氨炉要求炉温控制在1 200~1 500 ℃,富氨酸性气中氨体积分数高于30%。氨气燃烧过程中放出大量热,可满足氨分解的温度需求。如果炉温较低,达不到工艺要求,可引入燃料气伴烧。烧氨炉后部配备氨分析仪来监控炉内剩余的氨气含量,通过氨的残余量和炉温检测值来反馈控制进入烧氨炉的空气量,从而达到控制NOX生成的目的。
2 氨气燃烧机理
相关研究表明,氨气在空气中燃烧生成NOX的量与反应温度、氧含量有关[4-5]。反应温度在740~1 050 ℃时,氨气主要转化为氮气;温度大于950 ℃时,氨气的转化率可达99%。氨气在空气中当量燃烧,主要产生氮气和水,NO排放量较少。当氧气含量过多时,氮气又会被进一步氧化生成NO,造成尾气中的NOX含量逐渐上升。另外,文献中也提到,富氧工况虽不利于控制NOX排放,但可以改善燃烧强度[6]。

(1)
(2)
由以上化学反应方程式可知,烧氨炉和焚烧炉内氨气燃烧都会对NOX排放产生影响。当烧氨炉内氧含量过剩时,氨气会较多地转化为NOx;当烧氨炉内氧气不足,炉内火检强度会变弱,过剩的氨气会进入焚烧炉,并在焚烧炉内进一步过氧燃烧生成NOX。因此,对于烧氨炉的配风,既要保证氨气在烧氨炉内当量完全燃烧,又要控制好火检强度。
3 生产问题及处理
开工初期,由于实际运行工况与原设计有偏差,烧氨炉运行存在困难。同时,由于装置运行不稳定,NOX排放也时常超标。为了能够正常生产运行,装置上对这些问题做了一系列改进。
3.1 自控系统无法启用
原设计中,烧氨炉所能处理的混合酸气中氨体积分数应高于30%,在此工况下可以实现空气、富氨气的自动控制,保证氨的完全分解及NOX排放达标。然而,开工后富氨酸性气中氨的平均体积分数仅为5%~10%(见表1),不能满足启用自动控制系统的条件。

表1 富氨气各成分体积分数 %
经研究,生产上采用了手动控制方法,即固定富氨气流量开度,手动调节空气流控阀控制配风。由于氨含量太低,氨气燃烧产生的热量较少,炉温低,无法达到杜克烧氨炉对温度的要求。通过加大天然气伴烧,提高空气用量,进一步提高炉温。
3.2 炉温过高损坏炉体
为满足烧氨炉温度为1 200~1 500 ℃的要求,生产上加强了天然气伴烧,将炉温控制在1 350~1 400 ℃。然而,由于配风较大,焚烧炉出口烟气温度较高,加大了尾气处理系统循环水用量,产生较高的能耗。同时,在运行几个月后,烧氨炉炉体出现了若干高温热点,后期检修发现部分炉砖因高温灼烧融化。
为继续使用烧氨炉,工艺上对运行参数进行部分调整。经过摸索,将烧氨炉操作温度下调为1 000~1 300 ℃,实际运行温度稳定在1 100 ℃左右。通过减少天然气伴烧量和配风等操作,提高了烧氨炉系统运行的安全稳定性,降低了能耗。
3.3 富氨气管线腐蚀
第一次大检修期间,设备人员发现富氨气管线腐蚀严重,存在较大的安全风险。经过分析后认为:由于富氨气主要来自两股汽提和气化废气,两者合并后的温度约为95 ℃,低于设计值180 ℃,分液罐可以分离出大股液相,却不能完全凝析出低温的水蒸气;富氨气中的酸性气体与水结合,从而对富氨气管线(材质为碳钢)造成腐蚀。
装置停工后,设备人员切除、更换腐蚀的富氨气管线,并在富氨气管线上增加了蒸汽加热器和低点导淋。蒸汽加热器可将富氨气加热到100 ℃以上,有利于降低富氨气湿度,避免气相带液和铵盐结晶现象发生。同时,工艺上优化汽提单元操作,严格控制塔顶压力和温度,减少水汽携带。经过设备和工艺改造,富氨气管线腐蚀情况消失,提高了设备的安全性。
4 氮氧化物排放控制
2021年年底开工后,烧氨炉系统运行正常,操作工况基本稳定。富氨气质量流量为2 000 kg/h,烧氨炉温度为1 100 ℃,天然气质量流量为188 kg/h,空气质量流量约为6 300 kg/h。研究发现,生产中NOX的排放值受富氨气流量和氨气浓度等参数影响较大,如果不能及时调整操作,NOX质量浓度会一直波动,直至超标(>120 mg/m3)。因此,有必要找出富氨气波动的原因,找到应对方法。
4.1 富氨气波动分析
硫回收烧氨炉处理的富氨气主要由两股汽提单元汽提酸性气和气化废气组成,两股气会对富氨气产生直接影响。
汽提单元所用的酸性水来自气化、净化单元凝液,流量稳定,其所含有的可溶组分(H2S、NH3)处于饱和态,因此两股汽提所产生的气相通常是稳定的,对富氨气影响较小。气化废气主要来自风机吹渣尾气和排渣槽排气,当气化炉进煤量和组分变化时,会影响风机吹渣尾气的成分,而排渣槽注水和排渣操作会直接将排渣槽中残留的H2S、NH3送入气化废气中。因此,判定气化废气是造成富氨气波动的主要因素。
为了减少富氨气波动,从4个方面进行改进:第一,保持酸水处理量和汽提塔顶出口开度稳定;第二,保持气化风机出口风量稳定;第三,优化气化排渣槽注水、排渣操作,适当延长操作时间,降低富氨气组分变化幅度;第四,装置间加强沟通,一旦气化装置调整负荷及组分,烧氨炉操作人员及时调整操作。经过优化,富氨气波动频率和幅度的状况有了一定好转。
4.2 烧氨炉配风控制NOX排放
实际生产运行中,富氨气波动不可避免,即使小幅波动也会直接反映到NOX排放值上。当前,烧氨炉只能被动接受富氨气变化,天然气作为伴烧介质不可随意改变,操作上主要通过调整烧氨炉配风量来控制NOX排放。当富氨气波动时,如果配风调整不及时,或者调整方向有误,都会导致NOX的排放值逐步上升,直至超标。
由氨气燃烧转化为氮气的机理可知,氨气当量燃烧对降低NOX排放非常关键。然而,由于富氨气流量和组分经常变化,且无法准确地测得各组分参数的瞬时值,所以,当前氨气的当量配风无法充分实现。当NOX排放值升高时,生产上只能依靠操作人员及时手动调整配风来控制。
反复调整尝试后,应在保证制硫炉配风正常的前提下,参考富氨气流量、氨剩余含量、焚烧炉温度等参数变化,烧氨炉调整配风应小幅多次进行。具体操作方法为:当富氨气流量减小、氨剩余含量下降、焚烧炉温度稳定或下降时,应适当减少配风;当富氨气流量增加、氨剩余含量上升、尾炉温度上升时,应适当增加配风。目前,该操作方法已被应用到烧氨炉的配风控制上,实践证明有效,可将NOX每小时平均排放值控制在80 mg/m3以下。
5 结语
当前,国家对于环保要求愈发严格,如何有效控制氮氧化物排放水平是各生产企业关心的问题。作为煤制氢部环保装置,硫黄回收单元结合实际,利用烧氨炉作为专门的氨气处理装置,通过工艺和操作上的探索和改进,满足了生产要求。针对生产初期烧氨炉出现的自控系统无法投用、炉温过高损坏炉体、富氨气管线腐蚀、富氨气波动影响NOX排放等问题,通过手动控制、优化温度参数、增设加热器、减少富氨气波动、改进配风操作等一系列措施,实现装置的正常平稳运行。同时,尾气NOX平均排放值稳定在10~80 mg/m3,装置能耗和安全性都有较大保障,可以为行业同类型装置提供一定参考。