元坝气田含硫污水负压汽提脱硫工艺影响因素分析与优化
2020-08-07刘鹏刚孙天礼侯肖智黄元和
刘鹏刚,孙天礼,陈 伟,侯肖智,黄元和,朱 国,何 海,房 斌
(中国石化西南油气分公司采气二厂,四川阆中,637400)
元坝气田属于高含硫生物礁气藏,气田采出水具有硫化物含量高、杂质及悬浮物成分复杂等特征[1-5],水中硫化物含量高达3 000 mg/L,而注水水质要求硫化物含量低于6 mg/L,气田水处理难度极大[6-7]。目前国内外已发展出多种废水除硫技术,如碱吸收法、沉淀法、汽提法、生化法和氧化法等[8-10]。严忠等[11]采用空气射流氧化法处理污水中硫化物,在最佳条件下H2S脱除率高达95%以上,但该工艺仅适合于含硫量小于50 mg/L的污水。惠小敏等[12]研究了复合除硫+絮凝净化处理技术对高含硫气田碱性采出水的除硫效果,通过曝气和加入不同性质除硫剂,水中硫化物去除效率可达80%以上。冯英明[13]从微生物角度开发了一种能够有效除硫的反硝化细菌DNB,其自身繁殖会不断消耗硫化物,同时也会改变整个生化过程的氧化还原势,使硫化物转变成亚硫酸盐或硫酸盐。郭川梅等[14]采用正压汽提塔脱出废碱液中的H2S,当酸化pH值控制在4.5~5.5可有效提高汽提效果,但汽提后H2S含量仍高达414 mg/L,同时采用单因素法对汽提参数(pH值、汽提时间和汽提温度)进行优化,取得了一定效果。
目前,元坝气田污水系统采用三级除硫技术[15-17],一级汽提除硫、二级氧化除硫、三级絮凝沉降除硫。一级汽提除硫是整个污水处理系统的关键,汽提效率越低,使得二级药剂(H2O2)加注量越大,三级污泥产生越多,生产成本越高[18]。目前元坝高含硫气田产水量450~500 m3/d,汽提进水硫化物含量平均为1 610 mg/L,通过对汽提参数进行优化后汽提效率由47.4%提升到76.6%,但汽提塔出水硫化物含量仍然高达300~500 mg/L,正压汽提工艺表现出局限性。目前负压汽提技术应用主要集中在原油脱硫、化工炼化等方面[19-20],应用于高含硫气田水处理的研究少有报道。为进一步提高汽提效率,降低日益增多的污水处理成本,探索新的污水脱硫工艺技术,设计了一套“负压汽提脱硫”工艺装置进行现场试验,前期对影响负压汽提的因素未进行优化导致装置未能达到最佳状态。为进一步降低汽提塔出水硫化物含量、减少药剂及污泥处理费用,本文对负压汽提的影响因素进行了分析并优化,提出合适的参数以确保汽提效率的最大化,对元坝气田的效益开发具有重要意义。本次研究成果对同类海相高含硫气田的污水脱硫工艺也具有一定的指导意义。
1 负压汽提工艺原理
元坝气田含硫气田水采用汽提塔脱出水中H2S[21]。汽提塔为填料塔,塔顶安装捕雾器,设置液体分布器,填料为陶瓷鲍尔环。气田水从汽提塔顶部进入,燃料气从汽提塔底部进入,高含硫气田水与燃料气在塔内逆流接触(图1)。在汽提塔出气口安装水环真空泵,使塔内形成负压,在汽提塔进水口增加注酸装置,调节进液pH值。分离出的H2S 被燃料气汽提,从塔顶去增压机进行增压后进入酸气管网,脱硫后的气田水则从塔底流出,进入污水处理系统。

图1 负压汽提脱硫工艺流程Fig.1 Flow of negative pressure stripping desulfurization process
负压汽提工艺是一个集化学、电离和相平衡共存的复杂体系。其原理为:利用真空泵在汽提塔内形成负压,降低H2S气体的饱和溶解度,通过负压抽吸作用,将产生的H2S 及时抽走,打破气相和液相中H2S的分压平衡,降低气相中H2S分压,使H2S从水中解析出来。同时,在塔内气水逆流接触过程中,燃料气的激烈搅动作用也加速分离进程。此外,考虑气体在水中的电离平衡和离子存在形式,通过加酸调节H+的浓度,使水中离子态硫化物向分子态H2S转化,提高分离H2S的效率,从而降低气田水中硫化物含量[22]。
2 影响因素分析与优化
基于对负压脱硫原理及汽提工艺过程深入分析,并结合现场实际运行参数,选择出影响汽提效率的4个主要因素:进液pH值、塔压、气液比和进液量,逐一进行分析与优化。
2.1 进液pH值优化
在汽提塔塔压为-20 kPa、进液量为10 m3/h和气液比为8条件下,通过加酸调节汽提塔进液pH值,开展不同进液pH值下的燃料气汽提,测试数据见图2。结果表明,进液pH值介于6.5~7.5时(不加酸条件下),汽提效率普遍较低。元坝气田含硫气田水pH值一般为6.5~7.5,呈弱酸性至弱碱性,水中溶解大量离子态硫化物,汽提时无法充分将水中的硫化物以H2S分子的形式汽提出来。通过加酸,进液pH值下降,汽提效率均大于63%,表明加酸条件下(pH<6.5)负压汽提脱硫效果好于不加酸条件(pH=6.5~7.5)。降低气田水pH值,可有效提高汽提效率。这是由于通过加酸打破了气田水中H2S的电离平衡,更多的离子态硫化物转化成分子态的H2S,在汽提过程中燃料气的搅动易把H2S带出,使得汽提后水中硫化物含量明显下降,汽提效率提高。

图2 不同进液pH值条件下的汽提效率Fig.2 Stripping efficiency under different inlet pH value
此外,加酸条件下随着pH值从6.5下降到3.0时,汽提效率从63%上升到91%,负压汽提脱硫效果与进液pH值呈负相关。当进液pH值小于5.0时,增大加酸量,汽提效率仅有小幅上升。同时进液pH值低于4.0时,对汽提塔有很大的腐蚀风险。为了保持较高的汽提效率以及综合考虑设备腐蚀和盐酸药剂成本,推荐进液pH值控制在4.0~5.0。
2.2 塔压优化
为研究塔压对汽提效果的影响,在进液pH值为4.0~5.0、进液量为10 m3/h和气液比为8的条件下进行燃料气汽提,汽提效率测试曲线见图3。在测试参数中,负压条件下(塔压≤-15 kPa),进水最高硫化物含量1 759 mg/L,出水最低硫化物含量41.3 mg/L。汽提效率维持在79%以上,平均达到90.4%,出水硫化物含量平均102.8 mg/L。相比于正压汽提(塔压=15 kPa、35 kPa),现场试验显示负压汽提工艺可以脱出气田水中大部分的硫化物,表现出良好的技术优势。这主要是因为塔内负压降低了H2S 气体的饱和溶解度,通过负压抽吸作用,将产生的H2S 及时抽走,打破气相和液相中H2S的分压平衡,降低气相中H2S分压,使H2S从水中解析出来。
图3显示,随着汽提塔塔压的下降,汽提效率不断上升。在测试参数中,负压状态下汽提效率变化值(由79%增加到94.2%)明显大于正压状态下汽提效率变化值(由67.7%增加到69.3%),表明塔压为负压汽提工艺中的关键因素,而对正压汽提影响不大。当塔压小于-25 kPa时,进一步降低塔压,汽提效率仅有小幅上升,综合考虑真空泵功率能耗、设备承压,推荐塔压控制在-30~-25 kPa。
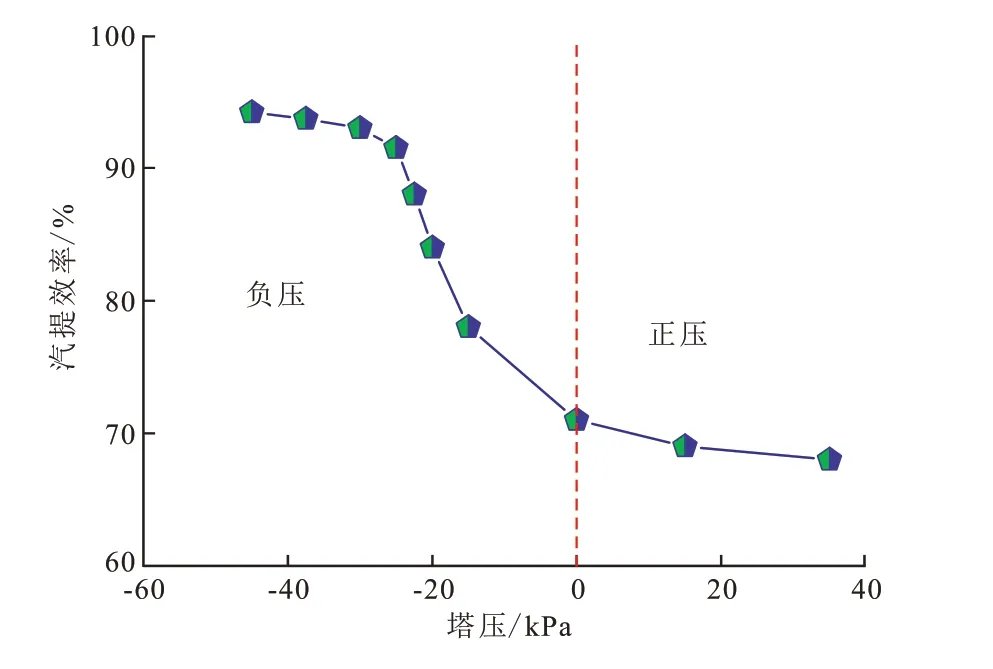
图3 汽提效率与塔压的关系Fig.3 Relation between stripping efficiency and stripper pressure
2.3 气液比优化
在最优进液pH值(4.0~5.0)和塔压(-25 kPa)基础上对气液比进行优化,汽提测试数据见图4。结果表明:随着气液比从4增加到16,不同进液量(6 m3/h、8 m3/h)条件下的汽提效率均呈上升趋势,气液比对脱硫效果影响大。这是因为气液比增加,燃料气在汽提塔内流速加快,气相中H2S 更及时地被带走,分压降低使得其在水中溶解度下降。同时,进入汽提塔内的燃料气量增大,燃料气与气田水逆流接触过程中搅动作用越剧烈,H2S 解析分离的进程加速,被燃料气带出的硫化物增多,汽提效率提高。同时,随着汽提过程中气液比由4增大到8,汽提效率明显增加。当气液比为8时,汽提效率随气液比增长的趋势逐渐平缓,气液比超过12后,汽提效率很难提高。因此,推荐最优气液比为8~12。
2.4 进液量优化

图4 汽提效率随气液比变化曲线Fig.4 Variation curve of stripping efficiency with gas-liquid ratio
分别在气液比为8和12条件下进行汽提测试,改变汽提塔进液量,计算汽提效率,得到汽提效率与进液量关系曲线如图5所示。随着进液量由3 m3/h增大到15 m3/h,汽提效率不断降低。这主要是由于进液量越大,流速越快,含硫气田水在汽提塔内与燃料气的逆流接触时间越短,被燃料气带出的硫化物越少,汽提后气田水中硫化物含量越高,汽提效果变差。当进液量小于9 m3/h,随着进液量增加,汽提效率缓慢下降并呈波动状态;当超过9 m3/h后,随进液量进一步增加,汽提效率明显降低,表明进液量过高对汽提效果影响较大,因此推荐最优进液量为7~9 m3/h。

图5 不同进液量条件下的汽提效率Fig.5 Stripping efficiency under different liquid intake
3 现场应用与效益分析
3.1 现场应用效果评价

图6 优化后汽提塔汽提效率Fig.6 Stripping efficiency of stripper after optimization
对负压汽提影响因素进行优化后,在进液pH值为4.0~5.0、塔压为-25 kPa、气液比为10和进液量为8 m3/h条件下进行汽提测试,连续30 d跟踪现场测试数据,计算汽提脱硫效率,汽提数据见图6。汽提塔进液硫化物含量平均1 610 mg/L,汽提后硫化物含量35~74 mg/L,平均为59.7 mg/L,汽提效率平均为96.28%。相比于正压汽提(汽提效率76.6%),现场测试显示负压汽提工艺可以提高汽提效率19.68%,进一步脱出气田水中的硫化物,表现出明显的技术优势,为接下来的现场工业化应用提供了有力支撑。
3.2 经济效益分析
在元坝高含硫气田水处理全链条中,采用负压汽提工艺并实施优化措施后一级汽提效率增加,汽提塔出水硫化物含量明显降低,有效节约二级氧化H2O2药剂加注和三级污泥处理费用,但同时会增加一级汽提盐酸加注成本。取目前汽提水量480 m3/d,进水硫化物平均值1 610 mg/L,盐酸单价700 元/m3,氧化剂H2O2成本3.5 元/kg,污泥处理费用4.5 元/kg,计算周期为1 a,各阶段经济效益计算过程见表1。从表1可以看出,综合盐酸加注成本、H2O2药剂节约费用和污泥处理节约费用,采用负压汽提工艺并实施优化措施后,年节约成本约180.86万元,降本增效显著,表现出良好的应用前景。
4 结论
1)元坝气田含硫污水负压汽提新工艺是一个集化学、电离和相平衡共存的复杂体系。其原理为:利用塔内形成的负压打破气相和液相中H2S的分压平衡,使H2S更容易从水中解析出来。同时,通过加酸调节H+浓度,使水中离子态硫化物向分子态H2S转化。
2)通过对影响因素进行分析与优化,得到最优进液pH值控制在4.0~5.0,推荐汽提塔塔压控制在-30~-25 kPa,最优气液比为8~12,汽提进液量为7~9 m3/h,有利于提高汽提效率,增强污水脱硫能力,实现气田高效开发。
3)现场应用表明,采用负压汽提新工艺汽提效率平均为96.28%,比正压汽提提高19.68%,进一步脱出气田水中硫化物约300 mg/L,表现出明显的技术优势。此外,一级汽提硫化物含量减少,二、三级除硫工艺中水处理费用有效降低,年节约成本约180.86万元,降本增效显著,展现出良好的应用前景。

表1 优化后各阶段经济效益计算过程Table1 Economic benefit calculating procedures for each stage after optimizing
