透气开关两次注射成型模具设计
2022-08-24邹泽昌胡星晔谢宇玲
0 引 言
如塑件含有2 种材质,则需要进行两次注射成型,第1 次注射完成后,塑件不取出,再放入其他材质,然后更换模具型腔,再进行第2次注射。为了提高生产效率,将2 副子模放在1 副模架中,采用液压缸、齿轮齿条、棘爪等传动机构带动动模旋转,实现模具自动化生产
,现以某透气开关的模具设计为例,对两次注射成型工艺进行分析,阐述其模具结构及工作原理。
1 塑件结构分析
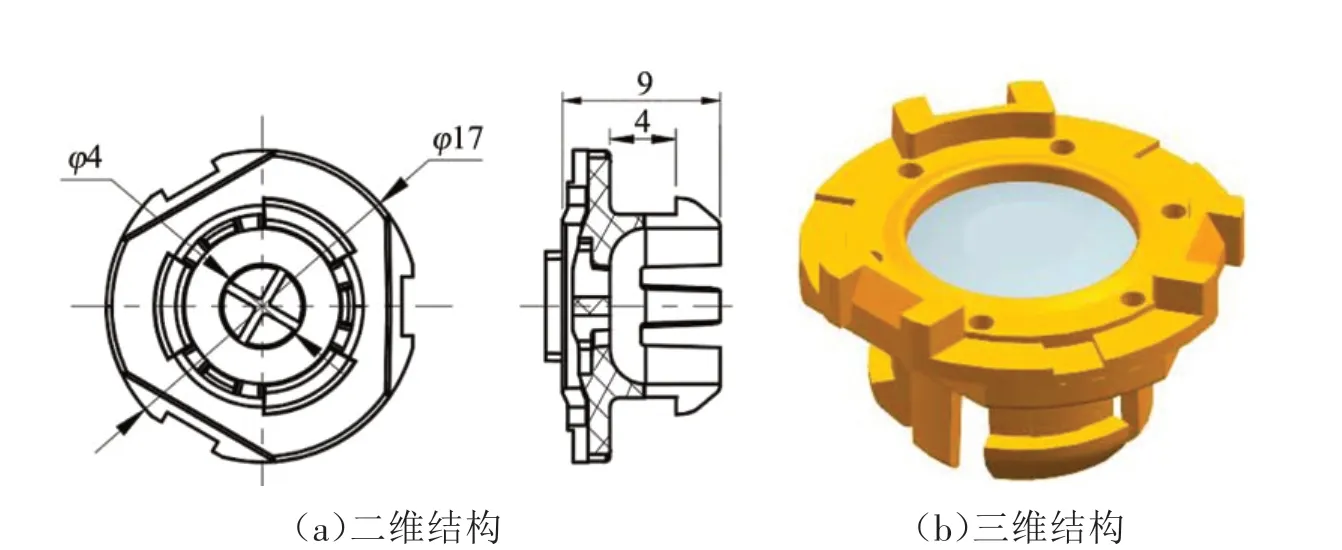
透气开关的外径为φ17 mm,高度为9 mm,中间通孔直径为φ4 mm,塑件中间有1张PVC 膜,将小孔封堵,其上设有3 个扣位,呈环状排列,如图1 所示。PVC 膜的作用是检测透气开关两端的气压差,为了将PVC 膜放入透气开关内部,需要采用两次注射成型
。
2 2副子模局部结构
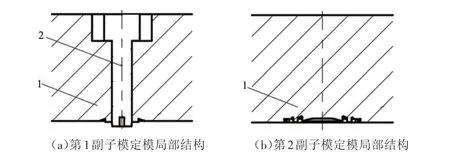
两次注射过程是先注射PVC 膜的下半部分,然后放入PVC 膜,更换型腔,再注射PVC 膜的上半部分。由于第2 次注射是在第1 次注射的基础上进料,第2 副子模的型腔比第1 副子模的型腔大,但2副子模的动模型芯相同。另外在第1 次注射时,待成型塑件中间的小孔是用定模型芯与动模型芯碰穿的结构成型,为了方便修模,将第1副子模的定模型芯设计成镶件,如图2(a)所示。由于第2 次注射时不再需要成型塑件的孔位,在第2 副子模的定模中取消了定模镶件
,如图2(b)所示。
3 滑块机构及推出机构
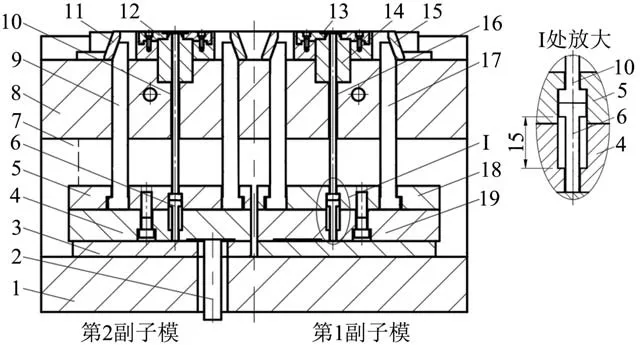
塑件下半部分有3 个环状的扣位,需用哈夫滑块成型,生产过程中,每注射1次,动模将旋转180°,如果采用斜导柱+滑块结构,动、定模分开后,斜导柱脱离滑块。动模在旋转时,滑块的惯性大,定位精度不准确,模具长时间工作后,在动、定模合模时容易导致斜导柱与滑块出现碰撞现象。为了解决该问题,采用斜楔+滑块结构,如图3 所示。在成型塑件推出时,斜楔的斜面将哈夫滑块分开,推出动作完成后,斜楔依旧位于滑块的斜楔孔中,对滑块进行定位。当动模旋转时,由于斜楔与滑块之间没有产生相对位移,滑块的冲击力小,定位精度高。
塑件推出时必须先将滑块分开,但这副模具的斜楔和推杆都由推板带动,为了先分开滑块再推出塑件,在推杆底部设置延时推杆,延时推杆与推板之间的距离为15 mm,见图3 中Ⅰ处放大所示。在成型塑件推出时,推板先推动斜楔运动15 mm,滑块脱离塑件后,再推动直推杆与斜楔一起运动,将成型塑件推出。
注射时,只在第2副子模底部设置注塑机顶杆,动模与定模分开后,注塑机顶杆推动第2 副子模的推出系统脱模,此时第1副子模的推出系统不动。
2.1 不同模式避雨棚对微环境的影响 3种类型避雨棚内光照强度不同(表2),均低于露地光照强度,避雨棚降低了棚内的光合有效辐射,其中标准连栋避雨棚内光照强度最低,半拱式简易避雨棚和简易连栋避雨棚的光照强度差异不显著。10:00,半拱式简易避雨棚、简易连栋避雨棚、标准连栋避雨棚光照强度分别为露地光照强度的77.96%、82.64%、68.46%。
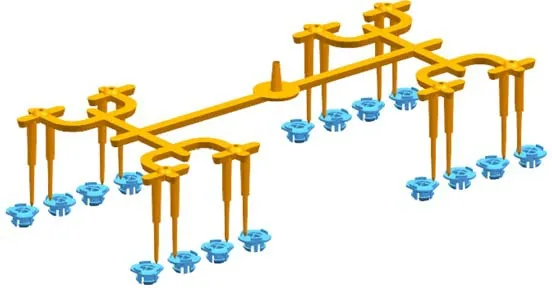
4 浇注系统及冷却系统
塑件尺寸小,模具按1 模16 腔进行布局,选用三板模,采用点浇口进料。为了使各型腔所受的注射压力相同,采用平衡式分流道,从主流道到各型腔的分流道和浇口的长度、形状、截面尺寸相同,浇注系统如图4所示。
值得一提的是,对中小型商业银行来说,资金实力不够雄厚,客户的信任度较低,受存贷款流失、存贷款利差减小的打击较大。且与大型商业银行相比中小型商业银行在提供服务、开发中间业务方面可能存在人才缺少、经验不足、系统开发能力弱、信息滞后等多项不足。中小型商业银行在利率市场化过程中盈利能力将会面临更严峻的挑战。
在母语磨蚀研究中,除了对其发生机制进行研究外,学者们还探讨了影响母语磨蚀的各种因素。其中,已经明确的可能影响母语磨蚀的因素包括受蚀年龄、使用母语的频率和动机或情感等。
5 动模旋转机构与侧面定位机构
为了使动模单向旋转,在动模座板的底部安装液压缸、齿轮齿条和棘爪等结构,如图6所示。动模板的旋转运动方式:当动、定模分开后,液压缸活塞杆收缩时,通过齿轮齿条、棘爪带动动模逆时针旋转;当动、定模合模后,动模与定模咬合,不能旋转,此时液压缸活塞杆伸出,齿轮顺时针旋转,棘爪弹簧被压缩,齿轮顺时针旋转而动模不能旋转,使动模保持单向旋转
。

(3)动模停止旋转后,注塑机的顶杆29推动第2副子模推板6运动。
6 模具结构
(5)当第2 副子模推板6 运动超过15 mm 时,第2 副子模滑块12 已脱离成型塑件。然后第2 副子模推板6、推杆固定板7 推动推杆11、斜楔10 一起运动,将第2 次注射成型的塑件13 推出,此时不推出第1次注射成型的塑件。
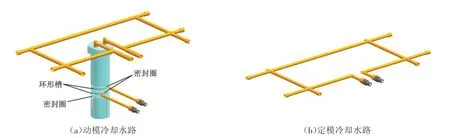
模具动模部分需要旋转,为了防止进、出水管缠绕在模具上,动模冷却水路通过旋转轴接通进、出水管,如图5(a)所示,具体方法是在旋转轴的内部开设2个冷却水路,在旋转轴的外圆柱面上设置2个环形槽,并用密封圈隔开。动模的冷却水路通过旋转轴内部的冷却水路与2个环形槽相通,2个环形槽分别接通进、出水管。进、出水管、环形槽、旋转轴内部的冷却水路、动模板中的冷却水路组成闭合回路,当动模与旋转轴一起旋转时,进、出水管不需要跟随动模一起旋转,而是通过环形槽与动模冷却水路相连。由于定模部分不需要旋转,定模水路按照常规的方法设计,如图5(b)所示。
模具使用立式注塑机进行注射,运动过程如下。
(6)手动将PVC 膜放在第1 次注射成型的塑件21 上表面,并将第2 次注射成型的塑件从模具中取出。
如图9所示,尽管在单个脉搏波内进行了基线校准,使得每个脉搏波的起点与终点均落在一个水平线。但从整体PPG信号来看,各个脉搏波的位置却不在同一水平线。本文对PPG信号进行归一化处理,使各个脉搏波的起点均落于0。本文将序列Po(n)进行归一化,得到归一化后的序列Pn(n),如式(4)所示。式中PMIN和PMAX分别表示当前脉搏波的最大与最小值,i=0,1,···,N-1。基线校准和归一化即保存了脉搏波原有的特性,又消除了噪声对幅度参数的影响。
(2)动模部分在图6 所示的齿轮齿条机构带动下旋转180°。
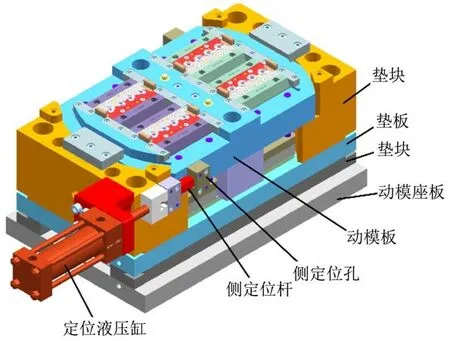
由于动模的质量重,惯性大,为了保证动模旋转后的定位精度,在模架的侧面安装定位液压缸,将液压缸固定在垫块上,定位孔设在动模板上,当动模停止旋转后,在动模与定模合模前,定位液压缸的活塞杆伸出,将侧定位杆插入动模板侧面的定位孔中,可以有效地对动模进行定位,如图7 所示。当动、定模合模时,在分型面上的定位销再次对动、定模进行精确定位。
(4)当第2 副子模推板6 运动15 mm 时,只推动第2 副子模的斜楔10 运动,将第2 副子模滑块12 分开,此时推杆11保持不动。
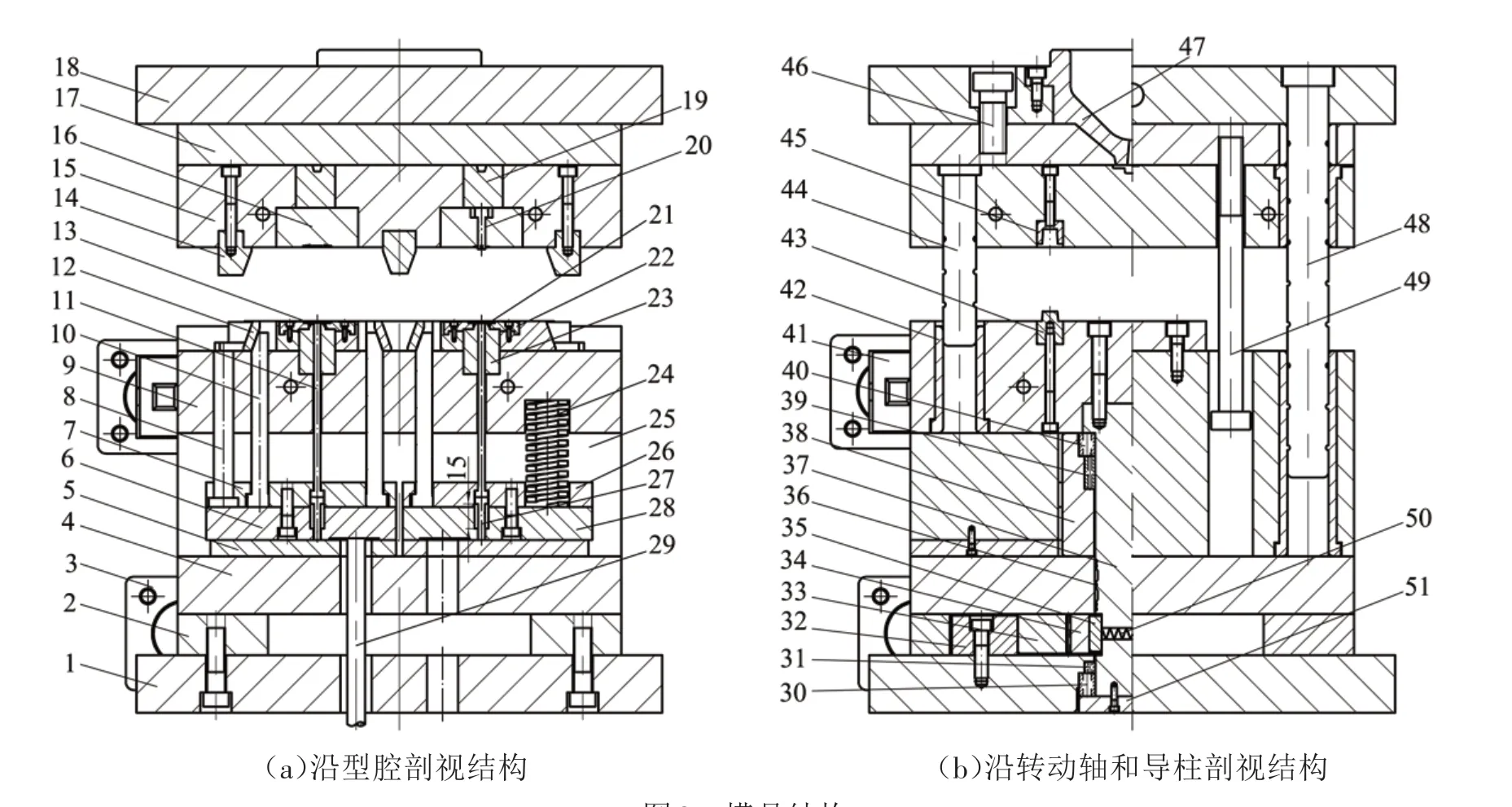
模具采用三板模结构,有2副相对独立的子模,共用1 个浇注系统,2 副子模的动模相同,定模的型腔不同。注射生产时,只推出第2 次注射成型的塑件,而不推出第1次注射成型的塑件,模具结构如图8所示。
(1)注射完成后,定模与动模分开。
根据马斯洛需求层次理论,随着社会生产力的不断提高,企业员工自主性和自我价值实现的诉求不断增强,而企业利用人力资源管理信息系统可以满足员工发展的要求。员工可以通过e-HR平台,很方便地获得有关自己的考勤、薪资、培训记录等信息,了解自己的绩效考核情况,并可以对考核结果进行申诉,提升管理的可信度和透明度。E-HR系统的使用使全体员工都能参与到企业的管理中来,改变了以往被动接受命令的工作状态,形成了一种互动的工作模式,集团也可以及时掌握员工需求,有针对性地开展相关培训课程或提供相应的知识介绍,提升员工综合满意度。
(7)按下注塑机的控制器,定位液压缸41 的活塞杆伸出,将定位杆插入模具侧面的定位孔中,使动模板9初步定位。
(8)当定模与动模合模时,定位液压缸41 和导套42、导柱44 等定位机构再次对动、定模进行精定位。
(9)动、定模合模后,开始进行下一次注射生产,同时齿轮液压缸3、齿轮34、齿条33 进行复位,在棘爪35的作用下动模不跟随齿轮旋转,使动模实现单向旋转。
具体操作步骤如图9 所示,在第1 副子模和第2副子模同时进行注射后,定模与动模分开,如图9(a)所示;动模旋转180°,旋转过程如图9(b)所示;将PVC 膜放在已完成第1 次注射成型的塑件上表面,如图9(c)所示;取出已完成第2次注射成型的塑件,如图9(d)所示,然后开始下一次注射。
江苏淮河入海水道工程是国务院批准建设的大型防洪工程,自2003年建成以来,发挥了巨大的防洪减灾效益。笔者到淮河入海水道工程管理处进行社会实践活动期间,实地察看了入海水道工程现场,了解了工程管理的相关情况,查阅了工程巡视检查的有关规定和资料记录。通过实地学习实践,结合有关管理规定对加强淮河入海水道工程巡视检查工作有了较为深刻的认识和体会。

7 结束语
为了将PVC 膜放在待成型塑件内部,开发了1副分两次注射的模具,2 副子模的动模型腔相同,定模型腔不同。模具经批量生产证明,成型的塑件符合要求,模具的旋转动作稳定可靠,可以实现自动化生产。
[1]刘 鑫,郭恒亚,黄 明.汽车挡风玻璃装饰条对射式双色注射模具设计[J].中国塑料,2019,33(10):100-104.
[2]黄诗君.基于杠杆机构的双色注射模具设计[J].工程塑料应用,2005,33(3):64-66.
[3]周淑容.玩具罩壳多腔三板两次顶出热流道注射模设计[J].工程塑料应用,2021,49(2):103-109.
[4]易忠奇,贺柳操.汽车雨挡导流片浮顶式侧抽芯机构注射模设计[J].中国塑料,2020,34(5):97-101.
[5]徐以国,王伟国.汽车3D内饰件双色注射模设计[J].模具工业,2020,46(9):43-48.
[6]许孔联,谭赞武.带两种复杂抽芯机构的汽车滤清盒盖热流道模具设计[J].塑料,2020,49(5):151-155.
[7]魏东坡,周 静.转轴零件注射工艺分析及双色模具设计[J].工程塑料应用,2020,48(6):88-91.