汽车侧围外板A柱成形起皱改善方法研究
2022-08-24李珊珊刘晓媚
0 引 言
侧围外板是汽车外覆盖件中重要的零件之一,具有形状复杂、材料薄、外形尺寸大、表面质量要求高、成形难度大等特点。侧围外板A 柱前端成形时起皱是普遍存在的现象,起皱缺陷会导致A 柱前端焊点不牢固,出现虚焊,影响车身整体焊接质量。
Research on double-decked slope stability based on MIDAS/NX WANG Xin XU Wan-zhong LUO Dan(87)

1 零件结构与冲压缺陷
图1 所示椭圆处为侧围外板A 柱前端区域,各车型侧围外板A 柱前端结构会不同,一般分为2 种:开口结构与封闭结构。
至于两药的安全性,有报道称奥沙利铂常见神经毒性反应,其中急性神经毒性反应的发生率可达到85%~95%[19]。本研究中神经毒性反应较少,而胃肠道反应较多,但有研究表示,奥沙利铂的胃肠道反应发生率较低。另有研究中也见肝功能损害,照理讲二药均无需经肝转化与胆汁排泄,所以一般情况下肝功能不受影响[20]。而吉西他滨可能引起白细胞、血小板减少而致骨髓毒性症状。TACE具有不良反应少的优点,从本研究结果看,二药联合并未明显增加不良反应。
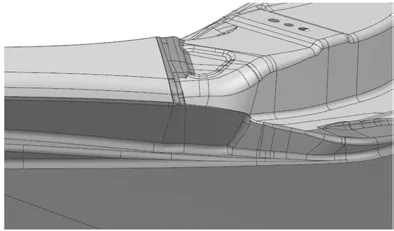
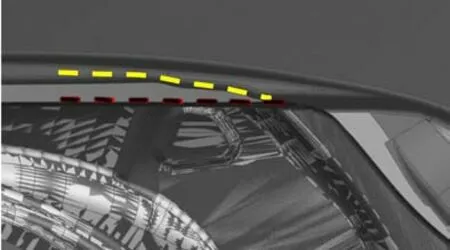
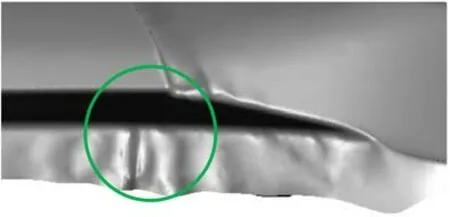
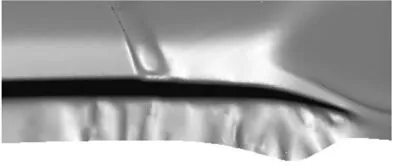
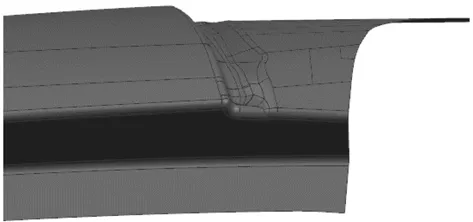
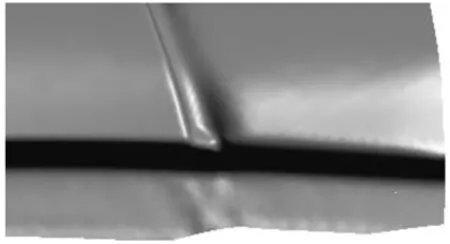
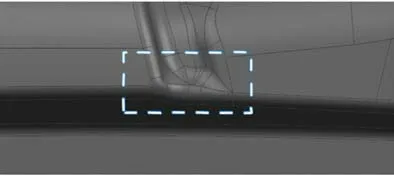
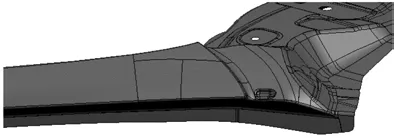
图1所示椭圆处成形工艺方案为拉深、侧切边、侧整形,该处结构特点决定了侧整形时不可避免出现多料、起皱等现象,只能通过优化零件结构来改善。图2 所示为该处拉深造型,由于A 柱区域冲压成形深度深,A柱前端采用封闭台阶设计,导致零件拉深成形时多余材料无法释放,产生冲压叠料缺陷,此缺陷无法完全消除。图3 所示白色虚线为拉深时该处板料长度,深色虚线为零件长度,从图3中可以看出拉深时会出现多料现象。图4所示为侧整形到底前1 mm 仿真分析结果,零件起皱明显,局部出现叠料情况。
综合分析比较以上优化方案,得出方案3 效果最好,能有效避免起皱问题,虽然从成形工艺方面考虑,这种结构较好,但成形时回弹变大。从零件功能上综合考虑,设计者会选择封闭结构而不愿采用方案3开口结构,由于封闭结构的特点,导致起皱无法完全消除,结合上述分析与工艺设计经验,得出图11 所示中成形深度H 越小、W 越长,成形状态越好,建议该零件此处成形深度H<25 mm,长度W>120 mm,同时右端台阶型面要过渡平缓,侧壁设计成直壁形式,这样有利于改善起皱情况,该处在设计拉深造型时要尽可能减少整形量,并使型面过渡均匀。
2 零件结构优化方案
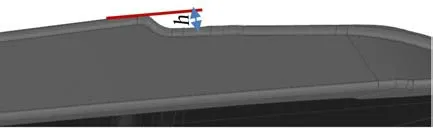
除了上述提到的影响因素外,图12所示的零件台阶高度h 也会影响零件成形状态,在满足零件功能情况下,尽可能将h高度设计成最小,台阶落差越小越好。此外在图13所示方框区域增加反坎,也可以改善侧壁的起皱状态,并能够改善尖点破裂情况,所以尽可能增加反坎。

(1)优化方案1 如图5 所示,将零件局部棱线设计成直线,如白色虚线处,以减少零件棱线长度。从图6仿真分析可以看出,整体起皱情况有好转,尤其右侧端头,叠料情况改善较为明显,但左侧圆圈区域起皱情况更严重。

(3)优化方案3 如图9 所示,将右侧改成局部开口结构,图10 所示为仿真分析结果,表明零件局部使用开口结构后,拉深时此区域材料与侧整形后材料相比增加量不大,且因端头是开口状态,侧整形时不存在明显叠料情况,因此可有效避免侧围外板A柱区域冲压叠料缺陷。

(2)优化方案2 如图7 所示,将W 尺寸增长,长度由90 mm增长到130 mm,并借鉴方案1,右侧端头棱线设计成直线,从图8仿真分析结果可以看出,起皱有改善,无明显叠料。
中国传统花鸟画中的色彩都是尽量达到画面平面性的效果。尤其是传统工笔画,在线描定稿后一般要进行分染罩染,以确定具体物体的阴阳向背的关系,但是和素描的观点不同,中国画画面中的色彩是平面型的,提炼概括后是没有高光和投影的,这种提炼后的平面性色彩更具有独特韵味,其表现力和感染力能使观者达到一种很高的理想境界的感受。
零件结构特点决定成形起皱必然存在,成形工艺无法消除缺陷,只能在满足其功能的情况下不断优化零件结构来改善起皱现象,现通过多种优化方案,找到影响起皱的关键因素以及改善方法。

3 工艺排布优化方案
车身零件结构设计时因分缝等原因,对于A 柱区域只能使用封闭结构,如图14 所示,可通过更改成形工艺方案优化起皱情况,即先粗切边,然后侧压料整形,再进行精切边。
在“新月沃土”中心地带的迦南地区,由犹太人国家以色列控制,如果逊尼派能够压制住以色列,可占据“新月沃土”中心地带,打击具有核心战略地位的叙利亚,从而彻底隔断“什叶派之弧”的形成。对于什叶派阵营来说,若想将“什叶派之弧”坐实,也必须消除以色列这一威胁。以色列为了生存,会不惜一切代价阻止这类事情发生。
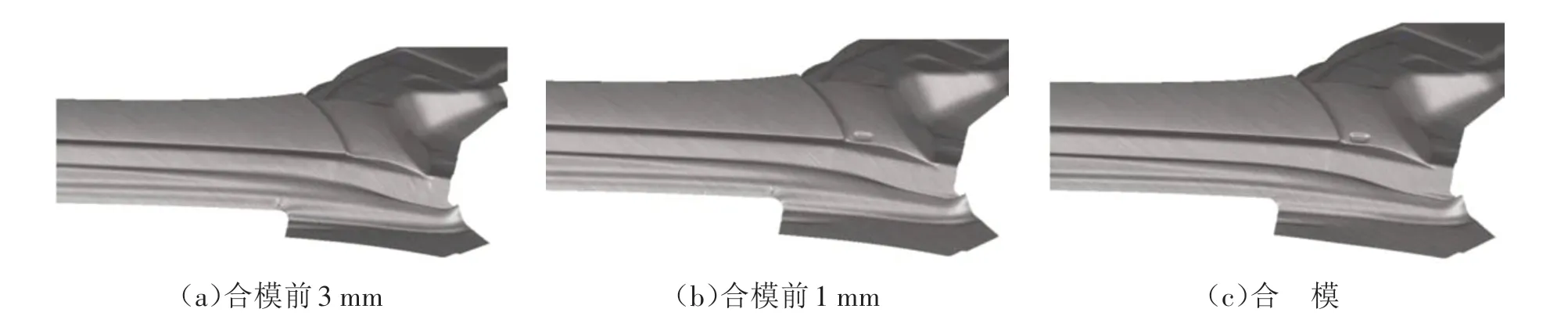
CAE 分析结果如图15 所示,从图15 可以看出,A柱区域通过侧压料整形时型面在成形到底前无明显起皱情况。图16 所示为零件现场实际状态,与CAE 分析结果一致,成形零件无明显起皱情况,满足质量要求,并通过生产验证,此方案稳定可靠,满足大批量生产要求。期。针对A 柱区域为封闭结构的侧围外板,可通过优化工艺设计方案的方法来满足零件成形质量要求,经大批量生产验证上述方案稳定可靠,满足生产需求。

4 结束语
侧围外板A 柱区域若结构设计不合理,不仅影响侧围外板冲模结构设计、现场调试和成形零件质量,还会影响白车身的焊接质量,导致车身密封性差。零件设计中尽可能优化其结构,达到改善起皱现象,降低冲压工艺难度,缩短模具及整车开发周
[1]李运杰,刘同设.汽车侧围外板冲压工艺分析与优化[J].模具工业,2013,39(10):49-51.
[2]王良芬,李 慧,高 亮,等.侧围外板起皱问题分析及控制措施[J].模具工业,2017,43(10):28-31.
[3]周 杰,常桂静,李 铁,等.侧围前延长件的成形分析及有限元模拟[J].锻压技术,2006(2):43-45.