硫酸铝蒸发二次蒸汽回收利用工艺开发浅析
2022-03-18赵继国王志勇马剑辉祖彦斌杨有华
赵继国,王志勇,马剑辉,祖彦斌,杨有华
(卢龙县双益磷化有限责任公司,河北 秦皇岛 066403)
蒸汽回收一直是热点问题,在国家不断号召节能减排以来,显得尤为重要,尤其对于蒸发段工艺分散出去的水蒸气是必不可免的。现在,二次蒸汽利用比较成熟的有多效蒸发和减压蒸发工艺,但具体到硫酸铝蒸发二次蒸汽利用,这两种工艺都不太适合。主要原因有:硫酸铝溶液是由铝土矿与硫酸加压反应所得,溶液易结垢的杂质较多,易使换热器传热面结垢,使传热效率下降较快。而且,二次蒸汽的温度为 100 ℃ 左右,低于常压下硫酸铝溶液的沸点,所以硫酸铝溶液的多效蒸发只能在负压下进行。随着结垢的增加,使传热温差损失越来越大,多效蒸发系统会失效,变得效率低下。如果用继续增大负压来降低硫酸铝溶液的沸点,保持多效蒸发,会导致系统温度低于硫酸铝溶液的凝固点,而使系统管路、设备固结。所以硫酸铝二次蒸汽利用在本工艺比较困难。随着国家淘汰小型燃煤锅炉,居民区对低温余热需求明显加大,可以考虑余热用于民生。由于偏酸性的水蒸气本身含有着废热和污染物[1],所以我们在工艺设计时充分考虑了工艺生产的需要、环保需求和市场需求。
1 工艺设计
我公司现有一套普通硫酸铝生产线,采用的是常压单效蒸发,二次蒸汽直接排放,浪费了大量热能。本次改造主要是将现有敞口蒸发器改为密闭式蒸发器,工艺操作在密封状态下进行,使二次蒸汽通过管道进入各级换热器,逐级冷凝为酸性水,回到工艺中循环使用。此过程中余热利用主要分3部分:一是在本生产系统利用,预热凉溶液,提高蒸发效率,这一部分消耗的二次蒸汽量不大;二是进行社区供暖;三是加热热水外售,用于洗浴中心、屠宰场、搅拌站等。
1.1 设计目标
本次改造完成后,尾气脱白,不凝性气体排放符合大气污染物综合排放标准(GB16297-1996)。蒸发系统稳定可靠,具有操作性和容错性,能够保证产品质量,维修、清理简便易行。外售热水达到客户要求的温度,社区供暖达到集中供暖标准。
1.2 工艺流程和设备
如图1所示,我公司硫酸铝蒸发采用硫酸车间余热锅炉生产的生蒸汽,在主蒸发器内对硫酸铝溶液加热浓缩(蒸汽温度约 160 ℃),冷凝水通过疏水器进入预热蒸发器,对预蒸发的溶液加热(冷凝水温度约 133 ℃),然后进入酸冷器(冷凝水温度约 111 ℃),与热水换热后回锅炉使用(冷凝水温度约 90 ℃)。两个蒸发器出来的二次蒸汽,先预热凉溶液,再加热供暖循环水,然后加热热水。用副线管路调节各换热器内的二次蒸汽流量,分配热量。经过以上三级换热还没有冷凝的余汽,在后续的换热器中,用凉水塔大量冷水冷凝。不凝气体进入钛风机,经过两级洗涤后放空。
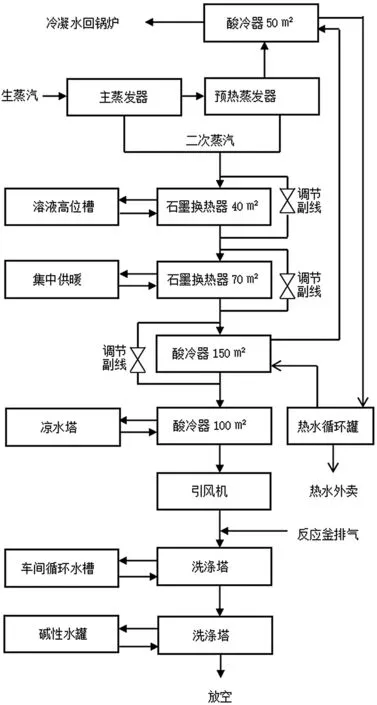
图1 工艺流程图
工艺所需的设备见表1。
1.3 工艺管线
硫酸铝二次蒸汽温度 100 ℃,pH值3左右,腐蚀性强,流量大。从耐腐蚀性、经济性和现场布管可加工性考虑,采用PPH管道及管件。
1.4 工艺优势
国内普通硫酸铝生产线的蒸发工序,大体都是常压单效蒸发,尾气直排,二次蒸汽没有得到利用,污染较大。这次改造是在原有蒸发器的基础上,通过改变钛盘管进出形式,增加不锈钢密封盖,顶装磁翻板液位计,快开门等,把蒸发器的生产方式由开放蒸发改为密闭蒸发,充分利用原有设备,节约资金。工艺操作环境、操作方便性有改进,原有重要的质量控制方法得到保留,依然可以通过温度仪表与现场挑料相结合的方式,进行蒸发终点的确定,工人容易上手,产品质量有保证。此次改造,尾气通过多级冷凝洗涤,工艺废气得到减排,能量得到回收,没有二次污染产生。两个蒸发器串联蒸发,能保证二次蒸汽产出量稳定,因为硫酸铝溶液的沸点随着含量的增加而增高[2],如图2。
在蒸汽压力基本不变的情况下,沸腾溶液的温差越来越小。蒸发速率降低,二次蒸汽产出减少。但下一级蒸发器处于预热阶段,沸点低,蒸发容易,二次蒸汽产出多(主蒸发器到蒸发后期会憋压,常少开一点旁路,使蒸汽和冷凝水一起进入预热蒸发器)。低于 100 ℃ 的余热在化工生产中很难利用,热水用于民生,减少燃煤消耗,契合政府环保要求,企业也可以从余热销售中增加一定的效益,使改造有积极性、自主性和可持续性。
2 工艺改造过程
整个工艺改造期间,经历了一次改造、一次扩建,通过初步设计试运行,确定了基本方向的正确之后,又增加了针对于工艺不足的改进工段,最终成功在预期内完成了最初设计的理想状态。
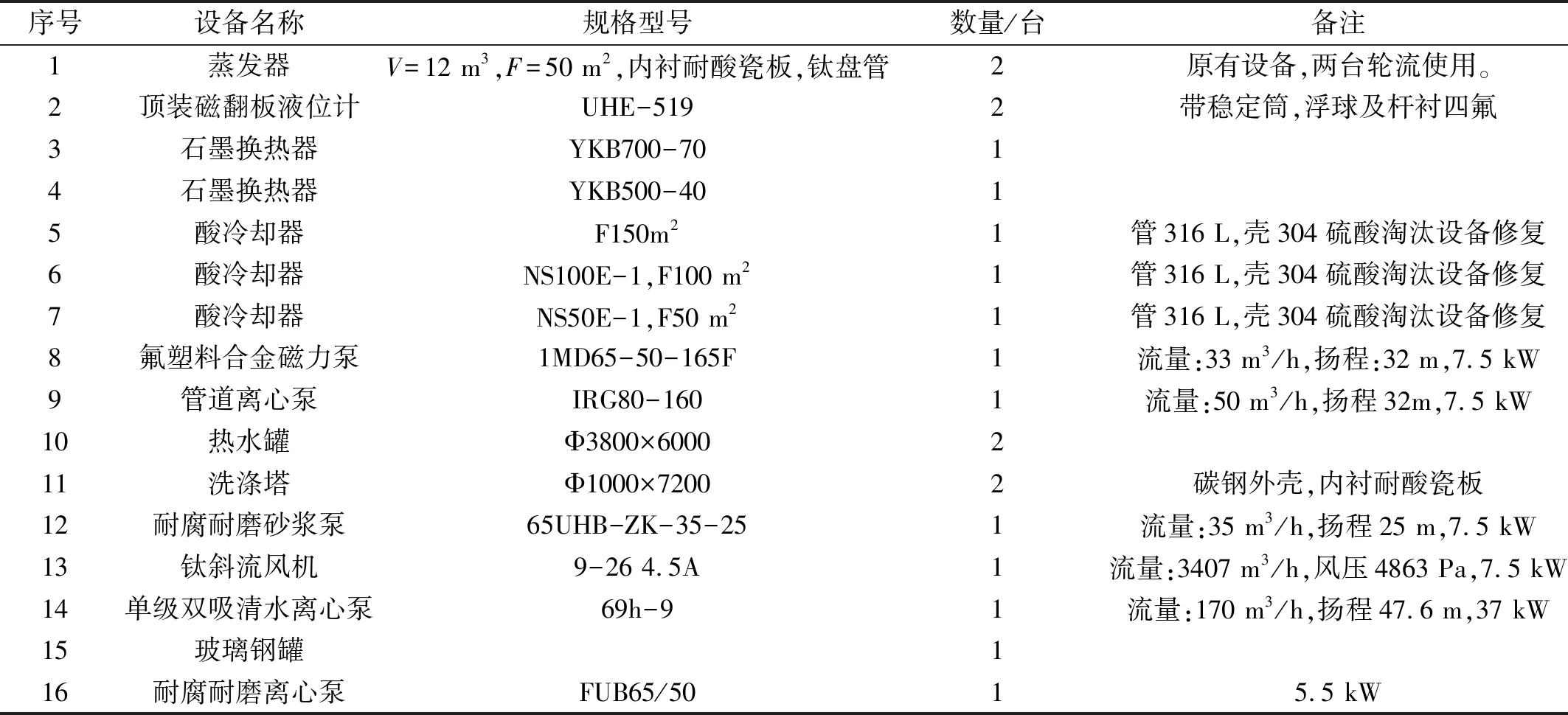
表1 工艺所需设备表
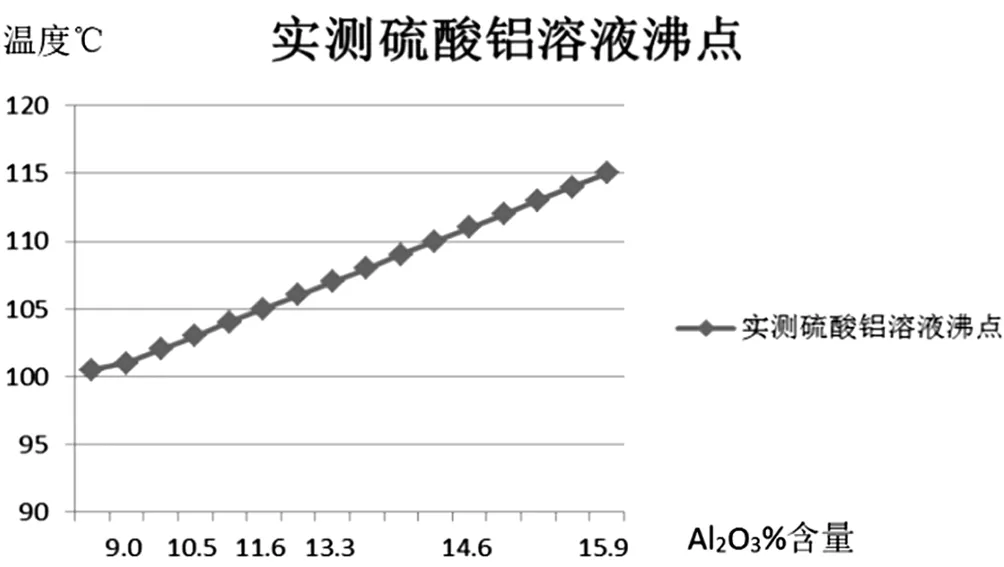
图2 硫酸铝溶液含量与沸点关系图
2.1 工艺初步设计
2.1.1 蒸发器的密闭改造
现有蒸发器采用的是敞开式碳钢圆槽,内部玻璃钢耐酸瓷砖防腐,里面有钛盘管加热,工人操作要靠眼睛观察加液液位,观察是否起泡沫,用木棍粘料,观察浓缩液的状态,判断蒸发料是否达到规定含量。如果对蒸发器密闭,就要解决怎样方便操作,不发生生产事故,保证产品合格。
1)液位计的选择。硫酸铝溶液pH值3左右,热溶液具有很强的腐蚀性,同时,硫酸铝溶液随浓度的增加,黏度也逐渐增大,沸点逐渐升高,达到 112 ℃ 左右开始起泡沫,合格含量在115~117 ℃ 之间。综合考虑耐腐蚀性、高温性、泡沫影响,选择顶装磁翻板液位计,浮漂和连杆外包聚四氟乙烯。由于蒸发器内沸腾剧烈,用聚丙烯管自制保护管深入液面以下,保障浮漂工作范围内液面相对平稳,避免连杆折断或浮漂卡死。磁翻板液位计观察方便,在整个房间可以随时观察。
2)蒸发器盖材质的选择。蒸发器盖直接接触二次蒸汽,工作温度在 100 ℃ 以上,且硫酸铝的二次蒸汽也有很强的腐蚀性,需要高温下耐腐蚀材料。现有蒸发器盖是用聚丙烯板制作的罩子,变形严重,各处进空气,不能密封。改造后需要蒸发器盖与蒸发器筒体之间密封,能有一定的预紧力,不能让空气进入内部,否则大大影响冷凝效果。综合考虑材质的强度、耐腐蚀性、加工制作维修方便性,选择 316 L 不锈钢材质[3](先前选择碳钢内衬酚醛玻璃钢失败)。
2.1.2 钛盘管进出蒸发器方式
由于钛盘管易结垢,至少每月都要吊出手工清理,设计要考虑可以整体吊出。生蒸汽压力较高,而且蒸发器内部二次蒸汽腐蚀严重,间断蒸发生产,冷热变化频繁,内部不宜设置法兰。蒸发器密封以后内部为微正压,或者微负压(取决于蒸发量、冷凝量、风机流量等的动态平衡),总之,压力不大。选择的在筒体密封面处开豁口,盘管从豁口出去,法兰设置在蒸发器外,用耐酸胶泥密封管四周,密封面处抹平(豁口内三面衬耐酸瓷板,盘管与筒体之间能满足绝缘要求)。清理钛管吊出时,凿去密封面胶泥即可。阳极保护的阴极进出蒸发器也采用同样方式,方便更换。
2.1.3 挑料方式
由于溶液的pH值、铁含量等不同,蒸发终点温度会有1~2 ℃ 的偏差,不能单靠溶液温度确定蒸发终点,需要操作工通过观察溶液凝固状态来及时做出判断。在蒸发器盖上设置快开门,当测温仪表显示到达蒸发终点时,将生蒸汽关闭(先打开预热蒸发器阀门),打开快开门挑料观察,合格则放料,不合格再蒸一会,一般一两次就能合格(参考上一班次生产记录的放锅温度)。
2.1.4 换热器选择
选择改性石墨换热器,换热效率高,耐二次蒸汽腐蚀。
2.1.5 引风机选择
选择钛斜流风机,流量大,功率小,耐腐蚀。蒸发可以产生正压,蒸汽冷凝可以产生负压,风机所提供负压不需要太高,通常比系统阻力大些就行。流量大些有利于让蒸发器内水蒸气及时排出,保持微负压状态。
2.1.6 洗涤塔选择
选择硫酸淘汰旧设备填料吸收塔,修复后利用。内部耐酸瓷砖防腐,矩鞍环填料。洗涤水用车间循环水,洗涤塔回收的冷凝水和热量可以带到硫酸铝生产线的调浆、反应、沉降,有利于生产,特别是秋冬季。
2.1.7 安全装置
自动盲板(材质:PPH),蒸发器可以产生正压,不正常情况下需要有泄压装置。蒸发器的泄压装置设置在蒸发间房顶二次蒸汽出口竖管道三通上,三通上口为放空管路,设置法兰盲板,旁路通向换热器。正常生产情况下三通处为负压,盲板自动吸附密封,正压情况下盲板向上吹起(盲板仅串两条长螺栓,可以上下移动)。
视镜(材质:有机玻璃),正对着加液口设置视镜,可以观察蒸发器里的沸腾情况,液位、加液大小等。
在初始阶段主要针对于密闭蒸发的操作性进行设备改造,对于回收的总量进行运算,以此初步确定并采购了换热面积 40 m2和 70 m2的两台石墨换热器,PPH管道管件及钛风机等。在这一阶段改造中,初步决定了以 40 m2石墨换热器中的硫酸铝溶液对蒸汽进行冷却,提高蒸发效率。两个蒸发器串联,稳定二次蒸汽流量,提高蒸发效率。以 70 m2石墨换热器供暖回收余热。针对于未冷却的蒸汽部分,经过洗涤塔的洗涤,回流至工艺循环水槽。为了更好的监测整个工艺试运行阶段的数据,各换热器水侧、汽侧设置了压力、温度仪表。
2.2 工艺初试运行
在整个工艺初始运行期间,一开始就出现了加液管鸣爆现象,振动比较剧烈频繁,打开放空管后消失。经分析认为,由于蒸发器密封操作,内部出现正压,加液管路由于加液量很少,管截面上部出现较大空间,二次蒸汽在压力作用下进入加液管路后,使加液管路里的溶液汽化,而出现鸣爆现象。根据分析,把蒸发器里加液管出口加装了一个向上的弯头,即使加液量很少也能使管路充满,鸣爆现象消失。对于出现正压较大现象,通过测量各段压力降、温度等参数,发现一级石墨换热器 F40 m2的压力降为 260 mm 水柱,比厂家给的参数大很多,本来预热溶液也消耗不了多少二次蒸汽,增加一个调解旁路,来降低阻力。大量的二次蒸汽顺利来到二级石墨换热器 F70 m2,用于集中供暖,但供暖循环水温度也只能达到 80 ℃,尾气烟筒还有大量水蒸气排出,说明石墨换热器换热面积和换热效率参数与计算差别很大,换热面积不足。所以说针对于蒸汽量和换热面积的运算有着一定的不足。初步的运行工作,受到了较大的阻力,尤其蒸汽不能够完全冷却下来,只能够依靠风机抽取蒸汽,进入到洗涤塔进行吸收,导致剩余的废热再次回流到工艺之中,通过自然的冷却逸散掉。初步改造虽然产生了较高的工艺价值,提高了生产效率,但并没有达到预期理想的效果。
2.3 针对于初步设计不足的完善
针对于回收工艺产生的问题,通过对市场调研和工艺总结提出,增加外卖热水换热段和凉水塔换热段,凉水塔换热段作为保障二次蒸汽全部冷凝的手段,来保障蒸发器微负压状态,补充到整个蒸汽回收工作之中。通过对硫酸车间各凉水塔的负荷进行核算,决定利用现有的一个凉水塔作为本次改造的凉水塔,利用硫酸车间淘汰的旧酸冷器,修复以后作为换热设备以节约资金。两个石墨换热器和酸冷器(150 m2)都设调节副线,使热量能够调节,合理分配。洗涤塔出口气体还是酸性,一个原因是水蒸气未全部冷凝,一个原因是洗涤塔中的吸收剂是车间工艺循环水,本身就是酸性水,还有就是洗涤塔除雾效果不好,所以增加一级碱液洗涤塔(带一节小电除雾)。蒸发器一次蒸汽冷凝水温度很高,回到硫酸车间的锅炉软水罐常导致给锅炉供水的多级泵发生气蚀,增加一个换热器给它降温,同时给热水提温。反应釜尾气以往直排,现并入洗涤塔处理,热量回到工艺水中,利于沉降与反应。
2.4 整套工艺的试运行成果
通过二次改造,试运行开车平稳,产出热水温度达到 92~98 ℃,预热铝液 82 ℃,供暖 78 ℃,硫酸锅炉回水降到 90 ℃,尾气很少,中性。不锈钢酸冷器运行一年没有发生腐蚀泄露(没有阳极保护情况下运行的),不锈钢蒸发器盖(316 L)也没有明显腐蚀,PPH管道管件使用良好。石墨换热器与水换热供暖运行良好,另一个石墨换热器预热硫酸铝溶液换热面有轻度结垢现象,需要每月清洗一次(碳酸氢钠水溶液在线清洗)。每天回收冷凝水近60吨左右,回收硫酸铝 225 kg(蒸发过程气泡破断产生微量液滴被二次蒸汽夹带而出,可通过冷凝水化验得到),通过预热每天可增加产量6吨左右,供暖面积约1万m2,热水销售逐步展开。由于工艺初步运行期间,正值秋冬季,专项改造过后产生了良好的经济效益。对于市场需求进行了充分对接,使工艺改造所产生的余量完美切入了市场与民生的需要,为环境处理工作提供了新的开发方向。整套工艺运行期间,较为稳定。针对于废热的多级回收,提供了新的思路。
3 经济效益的评估方式
运行后工艺的经济效益评估:通过检测对硫酸铝溶液,在工艺改造前后,原料罐溶液温度的提升量,综合的核算产值。
1)核算蒸发工艺在生产上对于紧前紧后时间安排的压缩。通过对工艺,压缩时间的初步统计,来确定产生的经济效益。
2)在热水市场营销方向上,通过对冬季供暖产生的经济收入以及日常售卖热水所产生的经济效益进行综合分析,根据不同的系数确定未来市场需求的偏向性。民生供暖方向还是短途用水的供给方向,进行合并运算。
3)末端工段的经济效益根据回收偏酸性液体的流量,估算该部分液体所需要的环保处理费用,根据预算每年节约的费用确定为该工艺的经济收入方式。
针对于工艺的三个分布进行联合定位,每个工艺段所需热量的调节工作。根据现实的经济效益,进行充分调节,以保证各部分的最大产出。
4 结束语
二次蒸汽回收工艺相比于原始工艺具有着自身独特的定位优势,在提高生产效率,环境保护等诸多方面表现出了自身的综合优势,削减了生产成本,提高了生产效率。对于环境保护与气体回收方面,二次蒸汽回收工艺的设计表现出了良好的经济效益与社会效益。在新环境保护与节能减排的大背景之下,为现实生产提供了一个参考,也更加贴近于企业工艺的现实需要,具有的推广价值。
