复合增塑剂改性PBAT/淀粉薄膜的性能
2022-02-25陈光剑陈永波杨朝建赵玲李双武宋玉兴张磊黄瑞杰
陈光剑,陈永波,杨朝建,赵玲,李双武,宋玉兴,张磊,黄瑞杰
(中广核俊尔新材料有限公司,浙江温州 325024)
塑料改变了人们的生活,给我们带来便利的同时,也给环境带来了较大的污染。全球每年仅有约10%的废弃塑料被回收,超过60%塑料被填埋、焚烧、甚至流入海洋[1],绝大部分废弃塑料在自然环境中很难分解,对环境产生了巨大的危害,如白色污染、视觉污染、土壤及水体污染、海洋微塑料污染、焚烧产生的大气污染等危害[2–4]。
生物降解塑料是指储存期内满足基本使用要求,使用后能在自然界或特定堆肥化条件下,能被微生物分解为CO2,CH4,H2O等,对自然环境无害的一类塑料[5],是当前解决塑料污染的最有效一种途径。脂肪-芳香族共聚酯具有较好的力学性能和生物降解性能。其中,聚己二酸/对苯二甲酸丁二酯(PBAT)是脂肪-芳香族共聚酯族中备受关注的类别,其加工性能与低密度聚乙烯(PE-LD)相当[6–7],是当前研究的热点之一,在我国已经具有竞争性的原材料产业布局[8]。
淀粉因其来源广泛、且价格低廉,已成为当前最具发展潜力的天然生物可降解材料之一[9]。由于淀粉中含有大量羟基,淀粉分子间的氢键作用大,使得淀粉的熔融温度要高于分解温度,因此其难以像塑料一样进行熔融加工[10]。为使淀粉具有热塑性,需要加入低聚物做增塑剂,对淀粉分子结构进行改性,降低淀粉分子间的作用力,从而制备可用于热塑加工的热塑性淀粉,这即是淀粉的增塑处理。热塑性淀粉大多以多元醇类作为增塑剂,其中又以甘油最为常用。研究发现采用单独甘油作为增塑剂,增塑效果欠佳[11-12],而采用复合增塑或多元增塑体系,利用不同增塑剂之间的协同增效作用,可以进一步提高淀粉的塑化效果[13-14]。
淀粉填充PBAT材料属于完全生物降解塑料,在堆肥环境下降解效率高,可完全被生物所降解,没有任何的微塑料残留,是应对白色污染最好的材料,也是近些年的研究热点。
笔者对甘油与山梨醇、甘油与聚乙二醇200(PEG200)、甘油与二甲基甲酰胺组成的复合增塑剂对淀粉填充PBAT复合薄膜的力学性能、吸水性、溶出率进行研究,为淀粉填充PBAT材料产业化研究提供数据参考。
1 实验部分
1.1 主要原材料
PBAT:KHB21AP11,营口康辉石化有限公司;
玉米淀粉:食品级,山东寿光巨能金玉米开发有限公司;
甘油:99.5%,山东鲁力亚新材料有限公司;
扩链剂:Joncryl ADR 4468,德国BASF公司;
山梨醇:70%液体浓度,法国罗盖特公司;
PEG200:分析纯,国药集团化学试剂有限公司;
二甲基甲酰胺:分析纯,西陇科学股份有限公司。
1.2 主要设备及仪器
高速混合机:SHR-50型,温州岳虹塑料机械有限公司;
双螺杆挤出机:KY-35型,长径比52,南京科亚化工成套装备有限公司;
单层吹膜机:45-700型,大连龙尧塑料机械有限公司;
熔体流动速率(MFR)仪:MFI-2322S型,承德市金建检测仪器有限公司;
水分测试仪:MB45型,美国奥豪斯公司。
1.3 样品制备
先将淀粉加入到小型高混机中,在搅拌过程中加入一定量的甘油与其他辅助增塑剂的复配物,搅拌5 min,再将PBAT及助剂,搅拌5 min。将所得混合物用双螺杆挤出机挤出造粒,挤出机各区温度分 别 为80,100,120,130,135,135,145,145,145,140℃,螺杆转速为400 r/min,风冷切粒。所制得的粒料通过小型吹膜机吹膜,吹胀比2.5,牵引比约16.0。
1.4 性能测试
MFR:按照GB/T 3682.1–2018方法进行测试,温度为190℃,载荷为2.16 kg;
拉伸强度:按照GB/T1040.3–2006方法进行制样及测试,拉伸样条为哑铃型,拉伸速率为500 mm/min;
摆锤冲击强度:按照GB/T 8809–2015,A型冲头,3 J;
表面粗糙度:使用手持式表面粗糙度测量仪进行测量;
含水率:将薄膜在23℃,50%RH的环境试验箱内放置7 d,再将薄膜放置入水份测定仪中,设定温度为105℃,时间为30 min;
溶出率:将薄膜,放入置于烘箱中,在于50℃温度下烘干至恒重m0。之后再将样品放入盛有50 mL蒸馏水的烧杯中进行溶解,1 h后进行抽滤,然后回放入置于50℃烘箱中烘干至恒重,称其质量m1。溶出率=(m0-m1)/m0×100%。
2 结果与讨论
表1为复合增塑剂改性PBAT/淀粉复合材料配方。
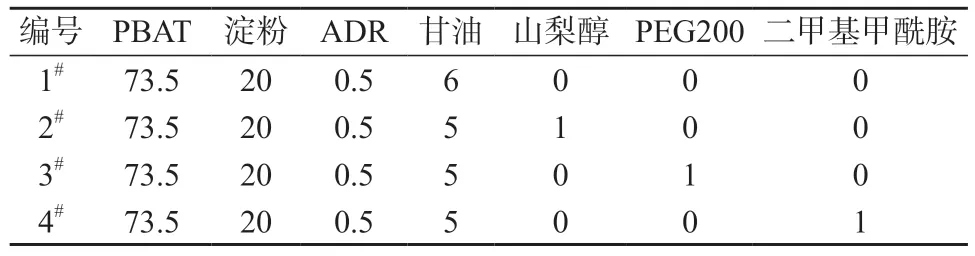
表1 复合增塑剂改性PBAT/淀粉复合材料配方 %
笔者以PBAT、淀粉、ADR、甘油为基础配方,保持增塑剂6%总添加量不变,其他辅助增塑剂按1%与5%甘油混合制成的复合增塑剂对淀粉进行搅拌混合后,通过双螺杆挤出机制备成淀粉填充PBAT粒子,再吹塑成薄膜,制备的淀粉填充PBAT薄膜平均厚度为0.040 mm。对薄膜的拉伸强度、摆锤冲击强度、表面粗糙度、溶出率进行对比,为产业化生产提供数据参考。
2.1 增塑剂对PBAT/淀粉薄膜力学性能影响
薄膜的拉伸强度和断裂伸长率是薄膜力学性能的重要技术参数,能反映出薄膜的强度和延展性。薄膜牵拉方向定义为纵向,与牵拉方向呈90°的方向为横向,以下采用薄膜的纵向拉伸强度作平行对比。图1为淀粉填充PBAT薄膜力学性能。

图1 淀粉填充PBAT薄膜力学性能
如图1a所示,山梨醇与甘油复合增塑剂(即2#试样)的加入能明显改善淀粉填充PBAT薄膜拉伸强度、断裂伸长率。加入山梨醇后,拉伸强度从原先的8.8 MPa提高到12.8 MPa,断裂伸长率从532%提高到710%,薄膜性能得到大幅度提升;而聚乙二醇、二甲基甲酰胺与甘油混合制成的薄膜,其拉伸强度和断裂伸长率均低于单一甘油增塑效果,拉伸强度分别为6.1 MPa和6.0 MPa,强度不升反降。
抗摆锤冲击能是衡量薄膜抗冲击性能的重要物理量,抗摆锤冲击能越高,薄膜的冲击强度越好,柔韧性越佳。薄膜在包装物品后,在后期的运输、存储和运输过程中不可避免会受到外力的撞击或冲击,所以冲击性能是薄膜材料的主要性能之一。如图1b所示,山梨醇与甘油复合增塑剂(2#试样)能明显提高淀粉填充PBAT薄膜冲击强度,且优于PEG200、二甲基甲酰胺与甘油的复合增塑剂。
在复合薄膜中,淀粉与PBAT在的分子链间形成了许多范德华键交联,在加入山梨醇后,山梨醇分子进入到淀粉与PBAT的分子链间,破坏了其交联度[15]。另外,甘油虽具有比山梨醇更小的相对分子质量,但由于山梨醇的分子结构与葡萄糖的分子结构单元更相近,因此,山梨醇与淀粉分子链相互作用的机会比甘油要高,故山梨醇增塑的薄膜表现出更高的分子间作用力并使分子间的距离增大,从而提供更好的增塑效果,淀粉进一步得到塑化和分散,使薄膜得到更高的拉伸强度、断裂伸长率和冲击强度[16–17]。与聚乙二醇、和二甲基甲酰胺相比,甘油对淀粉的增塑效果要更好一些,这可能是因为甘油的分子尺寸小、空间位阻小,从而更容易进入淀粉分子链间,因此对复合膜的影响要大于聚乙二醇和二甲基甲酰胺。
2.2 增塑剂对PBAT/淀粉薄膜表面粗糙度影响
表2为复合增塑剂下的薄膜表面粗糙度。图2 为复合增塑剂对淀粉粒径及分散性的影响。从表2可以看出,不同增塑剂对薄膜表面粗糙度存在一定的影响,从数据上看,2#<1#<3#<4#。结合表2和图2可以看出,淀粉粒径大小和粗糙度存在明显的对应关系,淀粉粒径越大,薄膜表面粗糙度就会越大;淀粉的塑化效果越好,则薄膜表面粗糙度就会越小,薄膜强度也会越高,韧性越好。该现象从侧面佐证了各增塑剂对薄膜力学性能的影响原因。因此,薄膜表面粗糙度一定程度上反映出淀粉在薄膜内的塑化分散和粒径分布情况。

表2 复合增塑剂下的薄膜表面粗糙度
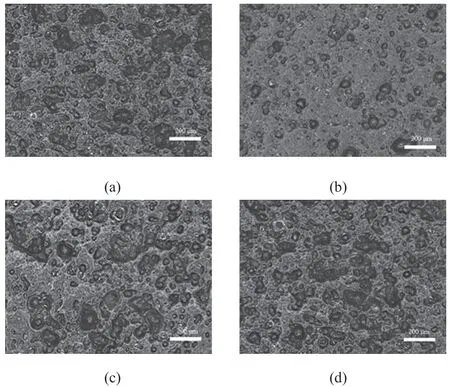
图2 不同复合增塑剂时淀粉粒径及分散性
从图2可以看出,增塑剂对淀粉的塑化和分散效果,2#>1#>3#>4#。3#和4#相比,两者淀粉粒径分布相当,但4#淀粉颗粒密集程度要高于3#。
2.3 增塑剂对PBAT/淀粉薄膜吸水率和溶出率的影响
表3为淀粉填充PBAT薄膜吸水率和溶出率。

表3 淀粉填充PBAT薄膜吸水率和溶出率
从表3可知,淀粉填充PBAT薄膜的吸水率相差不大,基本上在2.5%~3.0%,水分主要来源于淀粉和增塑剂的吸水,在本试验中,都采用同一未改性的淀粉,其吸水率相同;甘油具有较大的吸湿性,而山梨醇、PEG200、二甲基甲酰胺等加入量仅为1%,对整体配方中的吸水性影响较小,所以表3中薄膜吸水率的偏差,可能是PBAT+淀粉改性塑化及吹膜过程中工艺波动造成偏差。
从溶出率看,1#单一甘油作增塑剂的薄膜溶水性最高。山梨醇和PEG200作为甘油的辅增塑剂(2#和3#试样)其溶水性相当,略低于单一甘油增塑剂。二甲基甲酰胺(4#试样)与甘油复合增塑剂的溶出率最低。表3溶出率值都超过了其自身增塑剂总量,所以溶入水中的物质,不仅是增塑剂,也可能是未被塑化的淀粉分子或葡萄糖分子。溶出率大小取决于分子间引力,小分子甘油中的羟基具有强极性的亲水性羟基,可以破坏淀粉分子链间的氢键,使分子减少、结晶结晶度降低。当薄膜浸入水以后,甘油与淀粉所形成的氢键又被水分子分离,从而溶入水中。由于山梨醇与淀粉中葡萄糖的羟基形成了强烈氢键缔合[18],因此采用甘油和山梨醇作为增塑剂制得的薄膜溶出率降低,可能是因为山梨醇与葡萄糖分子的2,3位羟基形成了强烈氢键缔合[18]。PEG200的亲水性要比甘油弱,所以溶出率也相应低一些。二甲基甲酰胺与甘油复合增塑剂制得的薄膜溶出率最低,可能是二甲基甲酰胺能更好渗入到淀粉分子链当中,和淀粉分子中的羟基形成更多且更为稳定的氢键,不被水分子取代。另外,酰胺基团上氢原子的正电性大于羟基中氢原子的正电性[16],因此它和淀粉中的羟基形成氢键的稳定性比甘油、山梨醇、PEG200要稳定的多。
2.4 增塑剂对PBAT/淀粉薄膜流动性影响
表4为增塑剂对淀粉填充PBAT薄膜流动性影响。从表4可知,MFR值4#>3#>1#>2#,PEG200和二甲基甲酰胺的加入,提高了淀粉填充PBAT材料的流动性;山梨醇的加入,降低了淀粉填充PBAT材料的流动性。结合之前的讨论,山梨醇降低材料流动性的主要原因在于,山梨醇的加入提高了淀粉的塑化效果,塑化后的淀粉融入PBAT熔体中形成混合体系,起到了熔体增粘的效果,从而降低了材料的流动性。PEG200和二甲基甲酰胺对淀粉没有塑化增强效果,从图2看,淀粉的粒径比1#要大很多,因此,1#单一甘油的塑化淀粉量要多于3#和4#,其MFR也就低于3#和4#。所以,在相同配方下,MFR也能反映材料中淀粉的塑化情况。

表4 采用不同增塑剂时淀粉填充PBAT膜的MFR
3 结论
(1)山梨醇与甘油复合增塑剂对淀粉的塑化分散和粒径分布效果要优于单一甘油增塑剂的效果,也好于PEG200、二甲基甲酰胺与甘油的复合增塑剂的效果。
(2)淀粉的塑化效果越好,粒径分布会越均匀,薄膜的表面粗糙度越小,薄膜的拉伸强度、摆锤冲击强度和断裂伸长率会越高。
(3)从吸水率上看,薄膜的水分主要来源于淀粉的吸水,增塑剂的吸水对整个薄膜的影响较小。
(4)从溶出率上看,二甲基甲酰胺可明显降低薄膜溶出率,但需要考虑二甲基甲酰胺的人体危害作用。
(5)在一定条件下,MFR也能反映淀粉的塑化情况。