非均相催化法制备异山梨醇的研究现状
2021-10-18郭佳星王新承宋永吉李翠清
郭佳星,李 通,王新承,宋永吉,黄 龙,李翠清
(1. 北京石油化工学院 新材料与化工学院,北京 102617;2. 恩泽生物质精细化工北京市重点实验室,北京 102617;3. 山东新龙集团,山东 寿光 262709)
随着不可再生化石燃料的日益枯竭,面对能源短缺和环境污染及生物经济的要求,人们越来越关注从可再生且来源丰富的生物质原料中可持续生产有价值的化学品生物质及其衍生物的研究[1-4]。与其他生物质衍生平台化学品相比,葡萄糖加氢产物山梨醇可以通过氢解、脱水、聚合等反应转化为许多其他高价值的化学品和材料[5]。因此,开发山梨醇衍生物、扩大山梨醇的应用范围、提高山梨醇的附加值成为广大工作者的共同目标。
异山梨醇是山梨醇的二次脱水环化产物,是一种新型的生物质基功能性二醇材料,在食品和化妆品、医药、塑料及聚合物等工业领域有广泛应用[6]。山梨醇脱水是生物质转化为异山梨醇的关键步骤,工业上,异山梨醇的合成主要以浓硫酸为催化剂,采用间歇式反应器[5,7],而连续生产过程的建立是一个亟待解决的问题。其中,最重要的技术问题是高效可回收催化剂的开发。近年来,纤维素一步法合成异山梨醇成为一个新的研究热点。该方法可大大强化反应过程,减少废物排放,具有重要的研究意义和应用背景[8]。
本文介绍了以山梨醇和纤维素为原料合成异山梨醇的反应机理,并对近年来合成异山梨醇催化剂的制备和应用进展进行了综述。
1 山梨醇制备异山梨醇
山梨醇首先脱去一分子水得到中间物1,4-失水山梨醇,再脱去一分子水得到异山梨醇,反应路径见图1所示。
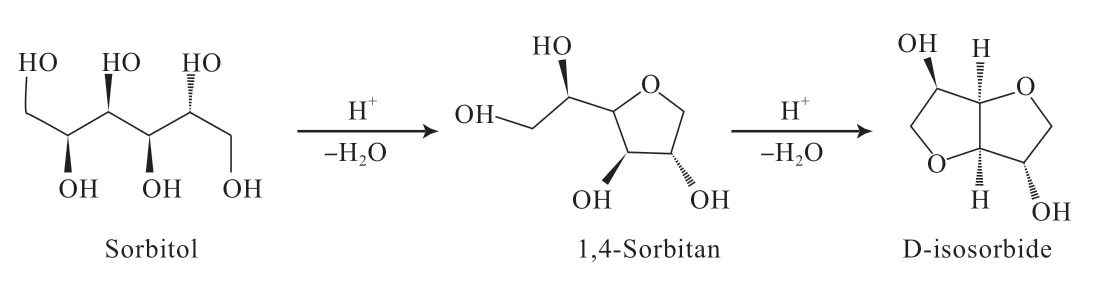
图1 山梨醇脱水制异山梨醇反应路线Fig.1 Reaction path of sorbitol dehydration to isosorbide.
山梨醇脱水所用催化剂包括液体酸与固体酸,液体酸[9]主要包括无机酸和离子液体;固体酸则包括分子筛、磷酸盐、金属氧化物、杂多酸等。由于液体酸均相催化体系使后续产物分离耗能巨大,许多学者投身于固体酸催化剂的研究,以克服液体酸缺点,开发新的高效催化体系。
1.1 液体酸催化剂
液体酸催化剂主要有硫酸、磷酸、对苯磺酸和甲烷磺酸等[7,10]。无机催化剂在较低温度下具有较高的催化活性。当硫酸与山梨醇的质量比为1∶100时,在3 kPa和130 ℃下反应90 min,异山梨醇的收率达到80%。
张建等[11]拟合了浓硫酸催化作用下山梨醇脱水的反应动力学,发现在酸催化下山梨醇脱水是拟一级反应,符合SN2反应机理,也就是说,先在C1或C6位的一级羟基经酸催化质子化,然后通过C4—OH或C3—OH基团发生SN2取代反应,得到反式四氢呋喃环,反应机理如图2所示[8,12]。他们指出 B酸催化剂与山梨醇之间的相互作用比与 1,4-失水山梨醇的相互作用强,使催化剂与山梨醇形成加合物,比与1,4-失水山梨醇形成加合物更容易,这也是限制1,4-脱水山梨醇脱水反应速率的关键因素[6,13]。通过对比B酸和L酸对山梨醇脱水选择性的影响发现两种酸都能除去山梨醇的第一个水分子,形成1,4-脱水山梨醇[13-14]。但B酸比L酸可以更有效地去除山梨醇中的第二个水分子。在160 ℃下,L酸和B酸的协同作用可使异山梨醇的收率达70%以上。
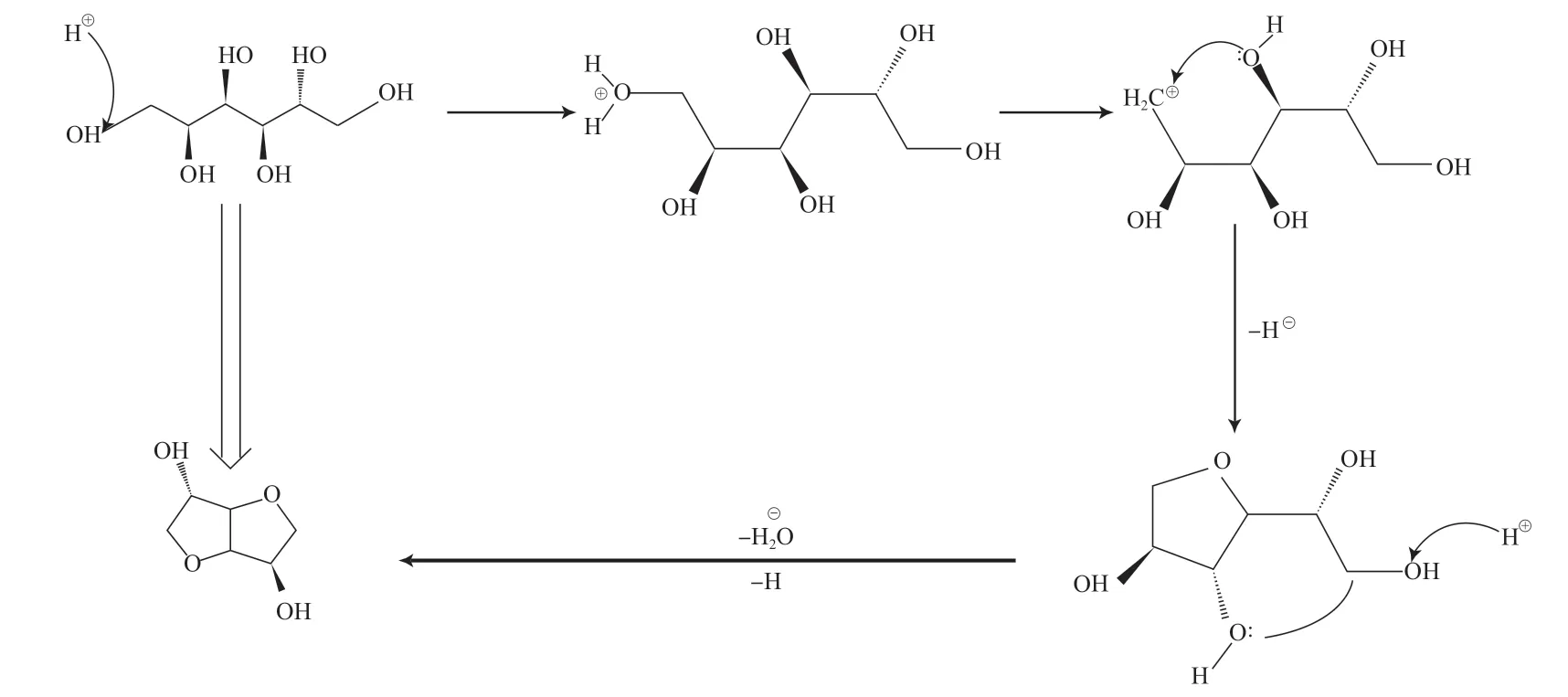
图2 酸催化山梨醇级联脱水制异山梨醇的反应机理Fig.2 The reaction mechanism of acid catalyzed cascade dehydration of sorbitol to isosorbide.
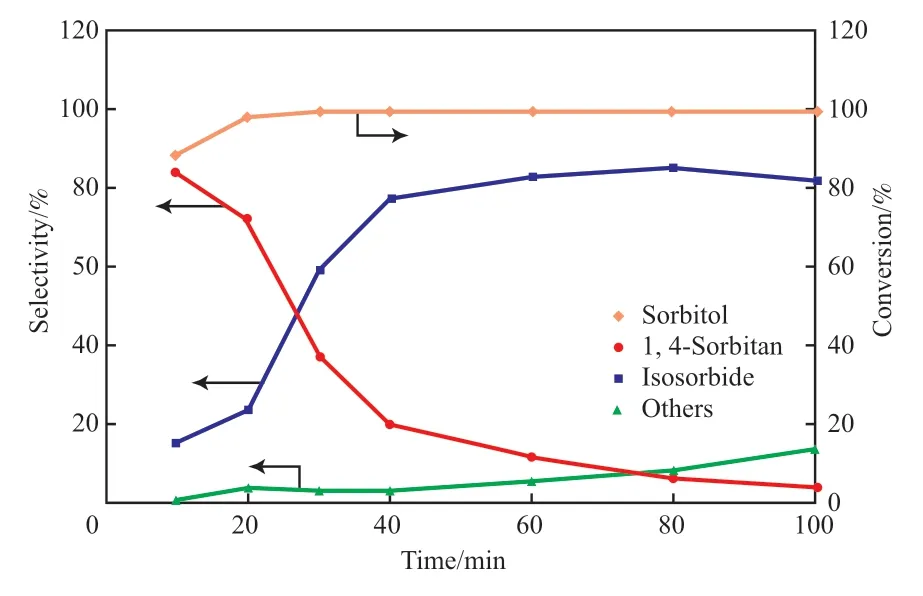
邓洁等[7,10]合成了酸性离子液体,并将其用于 催化山梨醇脱水反应。实验结果表明,酸性离子液体的质子化活性中心主要来自活泼氢,当阳离子相同时,阴离子活度大小顺序为:BF4- 邓洁[10]进一步利用自制酸性离子液体(BILs)进行山梨醇脱水反应,并用不同的无机酸对离子液体进行质子化。通过对催化剂性能研究发现,异山梨醇收率的关键是合适的Gutmann受体数目,而不是酸度。动力学研究表明,山梨醇和1,4-山梨醇酐与酸形成加合物的速率不同[17-20]。不同BILs在二次脱水过程中表现出的显著差异归因于它们对多羟基底物的质子化能力。因此,有必要通过适当的酸值而不是酸度的固有值来优化异山梨醇的收率。以优化后的BIL-4为催化剂,构建了一个连续的反应过程,异山梨醇的收率为82%,纯度为99.3%(w)。由于BILs具有不挥发、无腐蚀性等优点,可以代替传统的无机酸作为液体催化剂实现催化剂的循环利用。 以双三氟甲基磺酰亚胺咪唑类离子液体和磷酸咪唑离子液体为催化剂[21]时,异山梨醇的收率大于88%。在两种离子液体的最佳摩尔比为3∶2、1.0 MPa和140 ℃条件下搅拌5 h,异山梨醇的收率达89.1%。 无机酸对设备的腐蚀性及后续产物分离提纯的难度使其无法满足绿色环保的要求,而离子液体成本高昂,使其难以用于工业催化,因此最佳的解决方案便是开发固体酸催化剂,实现工业化连续性生产。 Zhang等[22]制备了一系列磷酸改性水合氧化钽(Ta2O5·nH2O)催化剂用于山梨醇脱水制异山梨醇。在P/Ta摩尔比为0.8时,山梨醇完全转化,异山梨醇的收率达48.3%。磷酸盐的引入可以使水合氧化钽转变为新的晶相。随着磷含量的增加,催化剂的结晶度增加。 Guo等[23]使用硫酸溶液对自制的氧化铌催化剂进行酸化,得到高活性的固体酸,并将其用于山梨醇脱水反应中。实验结果表明,使用2 mol/L的硫酸溶液在60 ℃时酸化3 h处理Nb2O5制备的固体酸催化剂,在150 ℃下反应3 h,山梨醇转化率达到100%,异山梨醇收率达到84%。 磺酸树脂经各种金属(Cr,Mn,Fe,Co,Ni,Cu,Al,Bi,Ga)改性[24]后可具有L酸中心和B酸中心。研究结果表明,在浓硫酸催化下,两步脱水过程是连续的,即先由山梨醇生成1,4-脱水山梨醇,再转化为异山梨醇。以树脂为催化剂时,1,4-脱水山梨醇和异山梨醇同时生成,并在反应开始时即生成副产物。当负载Fe,Al,Ga等金属时,催化剂失去了活性,这可能是由于催化剂的酸性中心失活。其中,Bi(OTs)3可以实现100%的山梨醇转化率和67%的异山梨醇选择性。 采用离子交换法制备一系列银交换磷钨酸催化剂(AgH2PW,Ag2HPW,Ag3PW,其中PW为磷钨酸)用于催化山梨醇脱水制备异山梨醇[25]。表征结果表明,随着Ag/P摩尔比从1增加到3,B酸中心逐渐减少,L酸中心逐渐增加。如图3所示,当使用AgH2PW催化剂时,山梨醇的转化率大于99%,异山梨醇的选择性在140 ℃下反应1 h后达到83%,催化效果与均相磷钨酸相似。 图3 不同反应时间下山梨醇在AgH2PW上的催化脱水Fig.3 Catalytic dehydration of sorbitol at different reaction times over AgH2PW. 将PW负载于不同金属氧化物(SiO2,γ-Al2O3,TiO2,ZrO2,CeO2)上,可作为山梨醇脱水的催化剂[26]。在常压下,PW/SiO2的催化性能优于其他催化剂。30%(w)PW/SiO2催化剂在250 ℃时,异山梨醇的选择性最高为56%。表征结果表明,以SiO2为载体的PW催化剂的酸性最强。山梨醇在强酸催化剂存在下具有更高的反应活性,在弱酸催化剂存在下,山梨醇更倾向于转化为焦炭而不是脱水产物。 采用研磨法直接制备介孔铝氧化锆(mAl-SZ)用于催化山梨醇无溶剂脱水制备异山梨醇[27]。实验结果表明,制备的催化剂具有较高的比表面积。含6%(w)铝的介孔氧化锆(6Al-SZ)具有较高的异山梨醇选择性(73%),山梨醇在175 ℃下反应2 h后完全转化,这可能是由于硫酸化氧化锆的介孔结构和纳米晶尺寸所致,有利于反应物和产物分子向活性中心扩散并减少副产物的产生。同时,硫酸化氧化锆具有更多的B酸位,使中间产物1,4-脱水山梨醇迅速转化为异山梨醇。另外,异山梨醇生产适宜的酸位应为中强酸位,当铝含量为6%(w)时,催化剂上的酸强度和B酸强度的分布最合适。铝的加入增加了氧化锆表面硫酸根的数量,但过量的铝聚集在催化剂表面,形成结晶氧化铝。 Cao等[28]研究了水热法制备的多孔磷酸锆催化剂对无水条件下山梨醇脱水制备异山梨醇的影响。实验结果表明,在210 ℃下反应 2 h,山梨醇可完全转化,异山梨醇选择性可达73%。该催化剂具有多孔结构和良好的连通性,使得催化剂具有较高的比表面积。吡啶红外光谱表征结果显示,催化剂中同时存在B酸和L酸,其中,62%为B酸中心,可视为中强酸[29]。 大连理工大学[30]采用回流浸渍法和共沉淀法制备了WO3/ZrO2和MoO3/ZrO2固体超强酸,并在700~850 ℃下煅烧后使用,在无溶剂减压条件下,异山梨醇的收率在65%以上。当采用H-15%W/Zr-800、200 ℃下反应3 h时,异山梨醇的收率达74%,而使用磷酸锆的收率仅为26%。因此,磷酸锆的催化活性明显低于H-15%W/Zr-800催化剂。H-15%W/Zr-800催化剂经过三次回收后异山梨醇的收率仍在50%以上。 Gu等[31]研究了锡、锆、钛等金属磷酸盐对山梨醇脱水的催化活性,发现磷酸锡对山梨醇脱水的催化效果最好。他们还研究发现,当H3PO4负载在Nb2O5上时,Nb2O5的酸强度可以显著提高,且在高温水环境中仍可有效保持酸强度[32-33]。当P/Nb2O5摩尔比为2时,山梨醇完全转化,异山梨醇的收率最高为62.49%。 以山梨醇溶液为原料,磷改性HZSM-5分子筛为催化剂催化脱水制异山梨醇,经分离纯化后,可得到纯度大于99%(w)的异山梨醇晶体产品[34]。该方法避免了在净化过程中使用有机溶剂,且无需精馏,降低了生产成本,减少了环境污染。 专利[35]公开了一种H3PO4改性的四价金属氧化物的制备方法,将一定量的ZrO2,TiO2,SnO2浸渍在1~3 mol/L磷酸溶液中,异山梨醇的最佳选择性为63.49%。 在柠檬酸钙上接枝苯磺酸基制备介孔碳酸MC-PhSO3H,并在无溶剂条件下催化山梨醇脱水制备异山梨醇[27]。在160 ℃反应1.5 h后异山梨醇的收率达82.7%,优于均相硫酸或典型的强固体酸SO42-/ZrO2催化体系。表征结果表明,催化剂上存在—PhSO3H,—COOH,—OH等基团,形貌不规则,孔道结构疏松;经—PhSO3H改性后,生成了更多的B酸中心,总酸密度增加,有利于山梨醇脱水转化为异山梨醇。 Jeong等[36]通过微孔沸石和Amberlyst 35研究了不同酸强度和孔结构的固体酸的催化作用。实验结果表明,高酸强度、小孔径的MOR分子筛和MFI分子筛催化剂的山梨醇转化率和异山梨醇收率较低;中等酸强度的BEA分子筛具有较高的山梨醇转化率和异山梨醇收率;Amberlyst 35固体酸催化剂的山梨醇转化率较高,但异山梨醇收率较低。孔径与反应物和产物相似的BEA分子筛对副产物的生成有较强的抑制作用。Amberlyst 35固体酸法合成异山梨醇的收率较低可能是由于缺少微孔。 Kamaruzaman等[37]研究了离子交换树脂催化山梨醇脱水的产物分布和动力学行为,比较了不同离子交换树脂(CT 269,P—SO3H,AM35,AM36)的催化效果。实验结果表明,AM36的异山梨醇收率明显高于其他树脂,催化剂用量(w)从5%增加到7%对异山梨醇的收率没有显著影响;温度越高,反应速率越快;反应时间越长,异山梨醇的收率越高。在连续除水条件下,以5%(w)的AM36为催化剂,在150 ℃下搅拌4 h,山梨醇的转化率(100%)和异山梨醇的收率(99.8%)最高。 工业磺酸树脂(Purolite型和Amberlyst型)被用作山梨醇脱水制备异山梨醇的酸性催化剂[38]。研究发现,在150 ℃下反应12 h,异山梨醇的收率最高,为75%。 以对苯乙烯磺酸钠(SPSS)和DVB为原料,采用水热法和离子交换法制备了一系列疏水聚合物基固体酸催化剂PDS[39]。通过改变SPSS的用量和SPSS与DVB的摩尔比,可以控制催化剂的比表面积、酸密度和疏水性。实验结果表明,PDS催化剂具有介孔结构、高比表面积,酸性中心丰富,具有较高的热稳定性和超疏水性。当SPSS与DVB的摩尔比为0.3时,催化剂表现出良好的催化性能,150 ℃下反应12 h,异山梨醇收率为81.7%,由此得出结论:1)与传统的多相酸催化剂相比,PDS具有更大的比表面积,较高的酸中心浓度和超疏水性。这些性质为山梨醇高效催化脱水制备异山梨醇提供了必要的条件;2)与比表面积相比,酸浓度对山梨醇脱水的影响更显著;3)山梨醇在PDS催化剂表面更易扩散,因此对山梨醇脱水反应具有较好的催化效果。 Dabbawala等[40]采用有机模板法直接水解氧化硫酸钛制备介孔硫酸钛固体酸(MST)。与传统方法制备的硫酸钛相比,该方法避免了繁琐的操作步骤,所制备的纳米MST催化剂对山梨醇无溶剂脱水反应具有显著的催化活性。不同温度煅烧的催化剂具有多孔结构和高比表面积,催化剂的硫含量和活性可通过煅烧温度进行调节。催化剂的介孔结构和硫含量对提高山梨醇的转化率和异山梨醇的选择性起着重要作用。MST-450(450 ℃煅烧制备的MST)具有最高的催化活性和异山梨醇选择性,在180 ℃下反应2 h,山梨醇转化完全,异山梨醇选择性为70%。。 不同类型的硅酸铝分子筛也可用作山梨醇脱水制异山梨醇的多相催化剂[41]。在200 ℃下反应2 h,硅铝比为75的BEA型硅酸铝分子筛的异山梨醇收率高达80%。山梨醇的反应速率与温度密切相关:在180 ℃下反应2 h,山梨醇的转化率为43%,而在220 ℃时,山梨醇的转化率达到99%。在180,200,220 ℃下,异山梨醇的收率分别为81%(反应60 h),77%(反应20 h)和74%(反应6 h)。虽然增加催化剂的用量可以提高山梨醇的转化率,但相应的异山梨醇收率并不一定提高,说明副产物的生成逐渐增加。 以固体山梨醇为原料、沸石为催化剂、原料与催化剂的质量比为100∶3[42]时,产品中异山梨醇的纯度大于80%(w)。该方法催化剂用量少,后处理工艺简单,催化剂可回收。 山东福田药业有限公司[43]以全氟磺酸树脂和碳基钯的混合物为催化剂、氢气为抗碳化剂,制备了一种无碳化、颜色浅的异山梨醇反应溶液。溶剂结晶前用低温浓缩法除去大部分钙盐。实验结果表明,全氟磺酸树脂与碳基钯的最佳质量比为8∶1时,得到异山梨醇的收率为75.6%(产品纯度为99.7%(w))。 以不溶性杂多酸AxH3-xPW12O40,AxH3-xPMo12O40,AyH4-ySiW12O40,AyH4-ySiMo12O40为催化剂(A为Ag+,Cs+,NH4+,Rb+,K+;x=1~2.5;y=1~3),在无溶剂和真空条件下将山梨醇转化为异山梨醇,收率达75%以上[30]。以固体山梨醇为原料,在AgH2PW12O40上,140 ℃保温80 min,山梨醇转化率为99.5%,异山梨醇收率为89.6%。而在相同条件下,使用磷酸锆为催化剂时山梨醇的转化率仅为48.3%,几乎没有生成异山梨醇。 通过将山梨醇与溶剂(酯、酮、醚和碳氢化合物中的一种或两种)和固体酸催化剂(强酸阳离子交换树脂、氢分子筛或Keggin型杂多酸中的至少一种)接触,也可以高效、高选择性的制备异山梨醇[44]。实验结果表明,A-70(酸性阳离子交换树脂Amberlyst-70)、HSiW(Keggin型磷钨酸、硅钨酸杂多酸)和H-β是很有效的催化剂。在适宜的溶剂存在下,山梨醇的转化率可达90%以上。溶剂与山梨醇的最佳摩尔比为1~70,而催化剂与山梨醇的最佳摩尔比为0.005~1。 中国科学院山西煤炭化学研究所[45]以二乙烯基苯磺酸钠和对苯磺酸钠的混合物为催化剂制备了异山梨醇,其中,对苯磺酸钠与DVB的摩尔比为0.085~10。山梨醇与催化剂的质量比为1~300,反应温度为100~300 ℃,压力为0.01~0.05 MPa,催化剂与原料的最佳质量比为1∶100。在150 ℃下12 h后,山梨醇转化率为94%,异山梨醇选择性为91%。 使用带有苯磺酸基官能团的碳基固体酸催化山梨醇转化为异山梨醇[46],典型的反应条件为:温度140~200 ℃、反应压力30~60 kPa 、固体酸质量为山梨醇质量的1% ~10%。当介孔炭与对氨基苯磺酸的质量比为1∶6时,山梨醇的转化率达到100%,异山梨醇的收率为83%。 纤维素由脱水的葡萄糖单元组成,这些单元通过β-1,4-糖苷键连接[47-48]。纤维素可以通过水解糖苷转化为葡萄糖。在纤维素转化过程中,葡萄糖是一种非常重要的中间体[32,48]。纤维素可以在酶催化下降解为葡萄糖,然后将葡萄糖氢化生成山梨醇,最后通过山梨醇的二级脱水制得异山梨醇,反应路线见图4。纤维素一步法制备异山梨醇通常是在双功能催化剂或复合多功能催化剂作用下进行的,一般采用贵金属Ru/C与固体或液体酸组成的二元催化体系。邓甜音等[49]使用固体酸和Ru/C加氢催化剂将纤维素转化为异山梨醇,研究发现并非所有酸中心都是催化活性中心,且固体酸的结构可能影响异山梨醇的选择性。梁观峰等[50]通过双催化剂实现了高浓度纤维素直接转化为异山梨醇,纤维素在水溶液中经快速水解、选择加氢、脱水和环化反应制得异山梨醇。该方法为生物质转化为高分子材料提供了一条新的途径,具有广阔的应用前景和巨大的经济效益和环境效益。 图4 纤维素制备异山梨醇反应路径Fig.4 Reaction pathway for the conversion of cellulose into isosorbide. 中国科学院大连化学物理研究所[51]在脂肪酮存在下,以1,4-脱水山梨醇为原料,通过固体酸催化缩酮化和分子内醚化制备异山梨醇。研究发现在3-戊酮与原料摩尔比为50∶1时,使用10%(w)的H-Beta催化剂在200 ℃下进行反应,反应结束后1,4-脱水山梨醇完全转化,异山梨醇收率为97%。该方法反应条件温和、操作简单、产物易分离、催化剂可回收利用,为从山梨醇脱水制备异山梨醇开辟了一条新途径。 以纤维素为原料,用H4SiW12O40与Ru/C为催化剂,合成异山梨醇时,山梨醇酐异构体的形成对异山梨醇的制备至关重要[52]。实验结果表明,除1,5-山梨醇酐和2,5-山梨醇酐外,只有1,4-山梨醇酐和3,6-山梨醇酐异构体能进一步脱水生成异山梨醇。由于H4SiW12O40对纤维素具有很高的亲和力,且无毒、易于回收、对环境友好,因此选择H4SiW12O40为酸性催化剂。以去除木质素的麦草浆为原料,异山梨醇收率可达63%[47,53]。 Zhang等[27]以山梨醇脱水副产物为原料,通过原位部分炭化和低温磺化制备了含碳固体酸催化剂,在水热碳化过程中加入P-TSA为强酸性催化剂,促进副产物脱水形成碳网络。Xi等[54]通过浸渍法制备了一系列NbOPO4催化剂,实验结果表明,酸用量越高,催化剂催化性能越好。他们还对反应条件进行了优化,发现高温(大于200 ℃)会使纤维素水解产生的葡萄糖快速降解,从而抑制了山梨醇的生成,进而影响异山梨醇的生成;较温和的条件(小于190 ℃)虽然可以得到较高的山梨醇收率,但脱水速率较慢,反应18 h才能得到较高的异山梨醇收率(66%)。 目前纤维素催化制备异山梨醇已由多步反应发展到一步反应,反应的主要难点在于纤维素的结构非常稳定,不易溶解,反应条件较为苛刻,转化制备异山梨醇时选择性较低。若能开发出高活性且稳定的双功能催化剂,由纤维素制备异山梨醇具有极大的工业化发展前景[55]。 国内多采用熔融方法制备异山梨醇,工艺成本较低,但所得产品纯度较低,且生产规模较小,只能在间歇性反应釜中制备,无法形成连续性生产。固体酸具有可重复使用、易于分离和回收等优点,克服了无机酸在应用中的缺陷,各种高性能固体酸成为生物质脱水制备异山梨醇的新型环保催化剂。 目前,非均相法制备异山梨醇仍存在催化选择性低、副产物多、制备步骤复杂等缺点,需要更深入的研究。现有的催化剂远不能满足绿色、高效、可持续发展的要求,缺乏有效的固体酸催化剂使异山梨醇无法实现工业化大量生产,迫切需要合成高效率、高稳定性及易回收的催化剂。而多相催化剂的催化活性主要受表面酸中心、酸度、酸容量、孔结构和比表面积的影响,清楚地了解催化剂的孔结构和表面酸中心的性质,对于提高异山梨醇的选择性和抑制各种副反应具有重要价值。因此,催化合成异山梨醇仍需进一步的研究。非均相催化剂的研究将为建立大规模的异山梨醇连续生产工艺铺平道路。1.2 金属氧化物
1.3 金属磷酸盐固体酸催化剂
1.4 其他固体酸催化剂
2 纤维素制备异山梨醇

3 结语