金丝球焊球径控制工艺分析
2022-02-17张永聪霍灼琴张良辰靳宇婷郝艳鹏马生生赵喜清
张永聪,霍灼琴,张良辰,靳宇婷,郝艳鹏,马生生,赵喜清
(中国电子科技集团公司第二研究所,山西 太原 030024)
为了实现芯片与外界的通信,需要将芯片与基板进行电气互连。热超声引线键合借助于超声能量、压力以及加热的相互作用,用金属细丝将半导体芯片焊区与微电子封装的输入/输出(I/O)引线或基板上的金属布线焊区连接起来,实现电气互连。热超声引线键合是芯片封装的关键步骤,也是目前应用最为广泛的内芯片互连工艺,绝大多数集成电路使用引线键合实现互连。
球焊作为引线键合的工艺之一,也是目前半导体器件芯片封装工艺中最具代表性的焊接技术[1]。
本文以RSH-101B手动键合机为对象,针对工艺过程中第一键合点焊球球径过大的问题,通过工艺实验对工艺参数和劈刀进行分析研究,为设备和工艺调试提供理论支撑。
1 球焊工艺过程
球焊工艺的基本步骤如图1所示。

图1 球焊工艺过程示意图
具体包括:
1)电子打火(EFO)在打火杆和劈刀末端的引线之间施加高电势,产生高能的放电使引线末端熔化变形为球状;
2)劈刀下降并挤压焊球,施加键合压力的同时,换能器传递超声能量至劈刀末端,产生振动,使两金属面之间产生固态键;
3)线夹打开,劈刀带着引线移动到第二焊点位置,形成线弧;
4)线夹关闭,劈刀下移,弯曲的引线与基板的焊盘接触,施加压力和超声能量,引线在第二焊点的最薄弱位置断开;
5)劈刀上移至打火高度;
6)线夹向下运动并送出设定长度的引线后,电子打火(EFO)再次打火,劈刀末端形成新的焊球;然后依次重复这一流程,直到所有连接完成为止。
2 球焊劈刀选型
金丝球焊一般选用的是毛细管陶瓷劈刀。劈刀端部的尺寸直接影响焊接工艺质量,劈刀端部如图2所示。
图2中参数OR为外部半径;H为劈刀孔直径;ICR为内部斜面;CD为斜面直径。

图2 劈刀端部结构图
为获得较好的焊接质量,劈刀的顶部直径(T)通常比键合焊盘大25%~50%[1],劈刀孔直径(H)应控制在金线直径+(5~8μm),劈刀斜面直径(CD)应控制在劈刀孔直径(H)+(5~10μm)[2]。
3 问题描述及分析
在键合过程中,第一键合点焊球球径过大,容易导致焊球彼此互连短路,如图3所示。分析可能是由以下几种原因造成:

图3 焊球短路图
(1)键合工艺参数包括尾丝长度、打火参数、打火杆位置、超声参数和键合力等设置不合适[3];
(2)劈刀选型不合适。
4 实验设计
(1)按照表1优化工艺参数(其他参数不变)并测试;
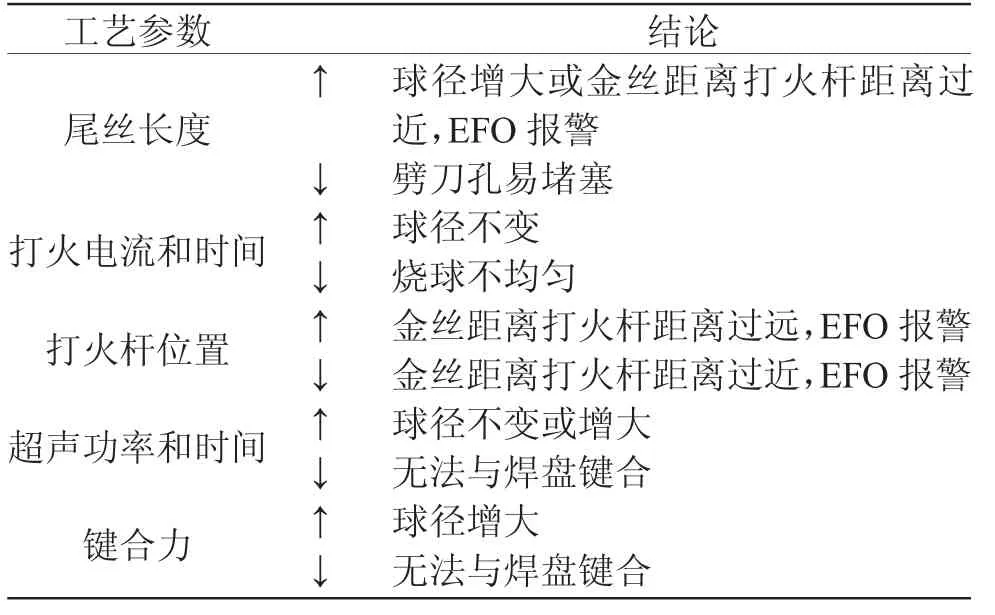
表1 工艺参数优化表
经实验测试,通过优化工艺参数,无法满足工艺要求,排除键合工艺参数设置不合适的因素;
(2)按照劈刀选型要求,重新选择劈刀型号,劈刀关键参数如表2所示。

表2 劈刀关键参数表
初始采用GAISER劈刀(1572-13S-625GM)键合时,工艺参数优化后,键合球径最小约为73μm,如图4所示。
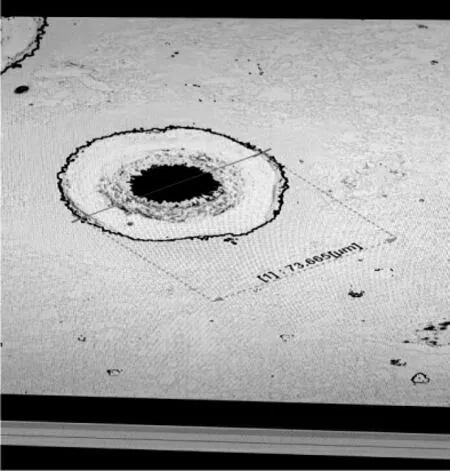
图4 GAISER劈刀键合球
改用IUUSU劈刀(TY-PB-3XL-33TY-20B)键合时,工艺参数优化后,键合球径最小约为50μm,如图5所示,满足工艺要求。
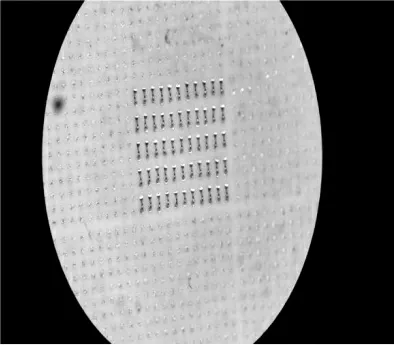
图5 IUUSU劈刀键合球(基板镀金方块尺寸50μm×50μm)
5 结 论
对金丝球焊工艺中影响第一键合点焊球球径的多种因素进行分析和实验验证,确定了在成焊球球径过大的原因,并且解决这一问题。
劈刀端部内部斜面角度越大,焊接的焊球直径越大。因此,对于需要小焊球键合的细间距应首先选择斜面角度小的劈刀(90°)。而且90°斜面角度形成的拱丝和线尾都优于120°斜面角度。
