气化废水氨氮超标原因分析及解决措施
2021-12-24王小军彭建敏
王小军,王 涛,彭建敏,李 亮
(陕西延长中煤榆林能源化工有限公司,陕西榆林 718500)
0 引 言
随着社会经济的不断发展,人们对环保越来越重视,国家对三废排放的要求日趋严格。对于不少化工企业来说,做到环保与盈利双收的压力越来越大。陕西延长中煤榆林能源化工有限公司(简称榆林能化)600kt/a煤制甲醇项目气化装置采用多元料浆气化工艺(配置3台气化炉,两开一备),气化装置自身会产生大量的高氨氮废水[1];同时,榆林能化还将三高(高碱、高油、高COD)废水和富氢火炬凝液回收至气化磨煤制浆系统循环利用,更是增大了气化水系统的氨氮含量,当气化装置汽提系统运行不正常时,直接导致气化外排废水氨氮含量超标;尤其是当汽提系统运行出现问题需检修时,如何控制气化废水氨氮指标成为生产管理的关键。以下对有关情况作一介绍。
1 汽提系统工艺流程简介
榆林能化气化装置包括磨煤工段、气化工段、灰水处理工段及变换—汽提工段,其中,变换工段由变换系统和汽提系统两部分组成。变换工段洗氨塔底部冷凝液经低温冷凝液预热器预热后,从汽提塔上部进入汽提塔,高压闪蒸气或S5蒸汽从汽提塔中部进入汽提塔,两者在汽提塔内直接接触进行热交换,汽提出冷凝液中的H2、CO、H2S、NH3、CO2等气体;汽提塔顶部不凝气通过低温冷凝液预热器降温后进入循环水冷却器进一步冷凝,冷凝后进入酸性气分离罐进行气液分离,分离出的气体送火炬,分离出的凝液通过低温冷凝液泵送至磨煤工段;汽提塔底部凝液,一部分(设计流量8m3/h)通过气化高温热水器给水泵送至高压闪蒸分离罐,另一部分通过脱氧槽给水泵送至脱氧槽(从水箱顶部进入)。汽提系统工艺流程如图1。
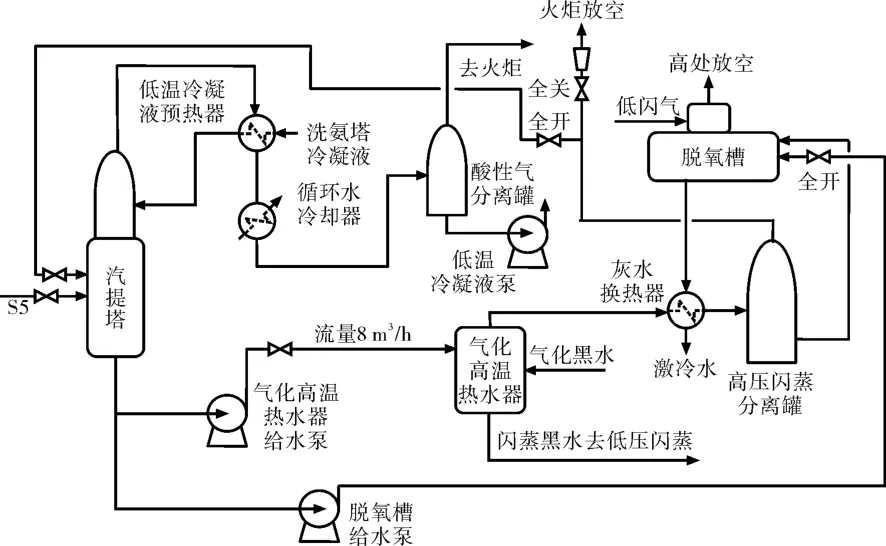
图1 汽提系统工艺流程简图
2 存在的问题
榆林能化气化装置自2014年开车以来,其汽提系统运行整体比较平稳,但由于汽提系统对三高废水和富氢火炬凝液的接收量大,三高废水中有较高的富营养物质和氨氮,富氢火炬凝液中含有超指标的氨氮,这些废水的回收利用导致气化水系统氨氮含量偏高;同时,由于介质腐蚀性较强,出现过低温冷凝液预热器列管泄漏、循环水冷却器列管泄漏、汽提塔出口压力表根部堵塞等一系列问题,且当汽提系统出现这些问题时,气化废水便会出现氨氮等指标不合格的情况。因此,当汽提系统运行出现问题需检修时,亟待寻求控制气化废水氨氮指标的措施。
3 气化废水氨氮超标的原因分析
3.1 氨氮的来源
(1)榆林能化DMTO装置和MTBE装置产生的废水和废碱液中含有甲醇、油、芳香烃、碱等物质,经分析,这些废水中的COD、油含量和pH较高(简称三高废水),排入污水处理系统将对其造成灾难性的后果——试生产期间发生过几次污水处理站进油事故,导致污水处理系统污泥活性下降。三高废水水质分析数据见表1。

表1 三高废水水质分析数据
随着国家新环保法的实施,对污水排放的要求越来越严格,为解决三高废水的去向问题,榆林能化决定将三高废水回收至气化装置磨煤制浆系统循环利用。
(2)榆林能化在将三高废水回收至气化装置磨煤制浆系统的同时,为减轻污水处理系统的压力,保证污水处理系统的连续、长周期运行,还接收富氢火炬凝液至磨煤制浆系统,而富氢火炬凝液的COD和氨氮含量等指标也高:氨氮含量600~800mg/L,COD>10000mg/L,甲醇含量50~70mg/L,pH=7~9。
当磨煤制浆系统接收三高废水和富氢火炬凝液时,气化废水的氨氮含量便开始出现波动(主要呈上涨趋势),2019年6月15—26日磨煤制浆系统接收三高废水和富氢火炬凝液时气化废水中氨氮含量的变化见图2。

图2 接收外来废水制浆时气化废水氨氮变化
3.2 汽提系统运行故障
榆林能化气化装置自开车运行以来,其汽提系统多次出现低温冷凝液预热器列管泄漏、循环水冷却器列管泄漏和汽提塔出口压力表根部堵塞的问题,导致气化废水氨氮等指标不合格。
3.2.1 低温冷凝液预热器列管泄漏的影响
低温冷凝液预热器列管泄漏导致洗氨塔底部冷凝液(高压)由换热器管程漏入壳程,随气相进入酸性气分离罐中,导致汽提出来的含有H2、CO、H2S、NH3等的气体温度瞬间降低并溶入凝液中,这部分凝液通过低温冷凝液泵加压后送至磨煤水槽,循环磨煤制浆导致气化水系统氨氮累积。2018年8月3—10日低温冷凝液换热器列管泄漏时气化废水氨氮含量的变化见图3。

图3 低温冷凝液换热器泄漏时气化废水氨氮变化
3.2.2 循环水冷却器列管泄漏的影响
榆林能化气化装置汽提塔出口压力为0.12 MPa,循环水压力为0.40MPa,当循环水冷却器列管发生泄漏时,循环水会漏入汽提塔,导致循环水与汽提酸性气直接接触,使汽提出的H2、CO、H2S、NH3、CO2等气体又溶入凝液中并送去磨煤制浆;同时,循环水冷却器列管泄漏还会导致酸性气分离罐液位满罐而难以控制。循环水冷却器列管刚开始泄漏时,正常操作时会将部分汽提塔闪蒸气退出去,以保证汽提系统酸性气分离器的液位正常,这样就会导致洗氨塔底部冷凝液不能充分汽提分离,未充分汽提的一小部分洗氨塔底部冷凝液通过气化高温热水器给水泵加压后送至气化高温热水器,大部分通过脱氧槽给水泵加压后送至脱氧槽,造成气化水系统氨氮累积。2018年1月9—20日循环水冷却器列管泄漏时气化废水氨氮含量的变化见图4。
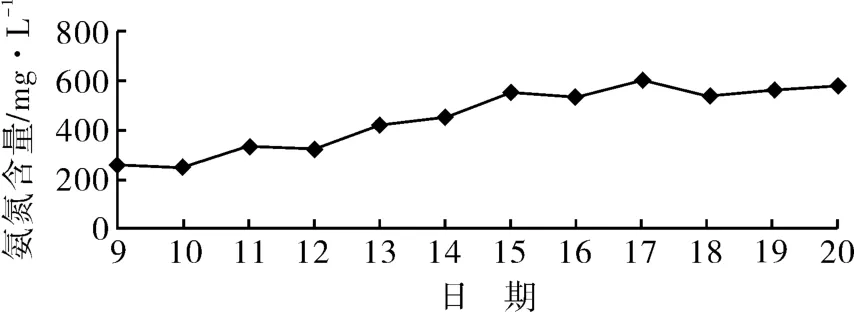
图4 循环水冷却器泄漏时气化废水氨氮变化
3.2.3 汽提塔出口压力表根部堵塞的影响
生产中,曾出现过汽提塔出口压力表根部堵塞,当时汽提塔出口压力表显示压力0.2MPa,温度计示数也不准,误判断为汽提塔出口换热器列管堵塞,为防止汽提塔超压,当时将蒸汽全部退出去,导致洗氨塔底部冷凝液未经过汽提就直接送至气化高温热水器和脱氧槽(大部分进入脱氧槽),造成气化水系统氨氮累积。2019年8月1—8日汽提塔出口压力表根部堵塞时气化废水氨氮含量的变化见图5。

图5 压力表根部堵塞时气化废水氨氮变化
4 气化废水氨氮超标的解决措施
据以上分析可知,气化磨煤制浆系统接收三高废水和富氢火炬凝液时,气化废水氨氮含量会有所上升,但还在许可范围内(<500mg/L),即三高废水和富氢火炬凝液回收用于气化磨煤制浆系统并不会导致气化废水氨氮含量超标,但是汽提系统运行出现故障时气化废水氨氮含量就会超标。
4.1 氨氮的物化特性
氨氮是指水中以游离氨(NH3)和铵离子(NH+4)形式存在的氮。气化废水中氨氮含量增高是指氨气或以NH+4形式存在的化合氮的增高。
氨气的性质:无色气体,有刺激性气味,密度小于空气,极易溶于水;常温时1体积水大约溶解700体积的氨气,氨气溶于水中发生NH3+H2O→NH3·H2O、NH3·H2O→NH+4+OH-的反应,使水溶液呈碱性,而生成的一水合氨是一种弱碱,很不稳定,会分解,受热更不稳定,会分解成氨气和水。
铵盐的性质:易溶于水,受热易分解而释放出氨气(NH+4→NH3↑+H+)。
4.2 解决措施
4.2.1 接收三高废水和富氢火炬凝液时的调整
气化磨煤制浆系统接收三高废水和富氢火炬凝液时,为防止气化水系统氨氮含量增高,进行如下调整:将汽提塔塔底冷凝液中的一部分经气化高温热水器给水泵加压后送至灰水处理系统的气化高温热水器,且设计流量由8m3/h增大至19m3/h,即通过与气化高温热水器的闪蒸气热交换进一步除氨;另一部分汽提塔塔底冷凝液经脱氧槽给水泵加压后送至灰水处理系统的脱氧槽循环使用,并将去脱氧槽的少部分冷凝液由原来从水箱体进入改为由汽包顶进入,即通过与脱氧槽的闪蒸气进行热交换而进一步除氨。工艺调整后汽提系统工艺流程如图6。

图6 调整后汽提系统工艺流程简图
汽提系统工艺流程调整后,2019年7月5—18日气化磨煤制浆系统接收三高废水和富氢火炬凝液时气化废水氨氮含量的变化见图7。与调整前(如图2)相比,气化废水氨氮含量有了明显降低。

图7 工艺流程调整后气化废水氨氮含量变化
从汽提系统工艺流程调整后气化废水氨氮含量的变化情况可以看出,调整后汽提系统之工艺流程有以下优点:①汽提塔底部冷凝液大部分去灰水处理系统的气化高温热水器,将凝液中溶解的H2、CO、H2S、NH3、CO2等气体进一步解吸、换热冷凝和气液分离再回至汽提塔,最后不凝气通过火炬放空,起到了进一步除氨的作用;②汽提塔底部冷凝液小部分去脱氧槽,并由水箱体进入改为由汽包顶进入,这样既减少了气化水系统氨氮累积,也减少了H2、CO、H2S、NH3、CO2等气体的就地放空,起到了保护环境的作用。
4.2.2 汽提系统运行故障时的调整措施
汽提系统运行出现故障需隔离出来检修处理时,为防止气化水系统氨氮含量增高,进行如下调整:将高压闪蒸分离罐闪蒸气放空,关闭去汽提塔手阀,汽提系统泄压检修,此时含有H2、CO、H2S、NH3、CO2等气体的洗氨塔冷凝液改由气化高温热水器给水泵送气化高温热水器热交换除氨,进一步换热冷凝、气液分离后放空。汽提系统运行故障时临时调整后的工艺流程如图8。
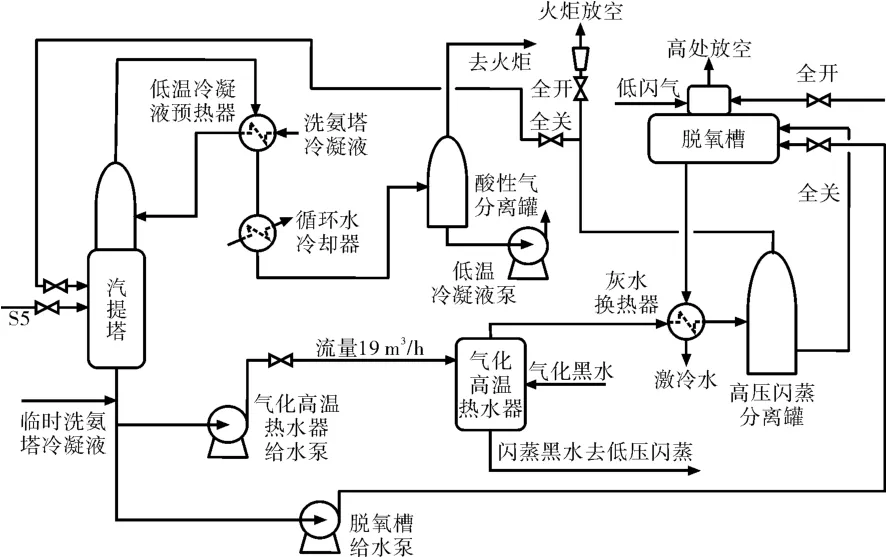
图8 故障时临时调整后汽提系统工艺流程简图
2019年8月1日,汽提塔出口压力表根部堵塞,导致气化废水氨氮含量升高,从8月8日开始榆林能化采取将洗氨塔冷凝液临时通过气化高温热水器给水泵送至气化高温热水器的方式将汽提系统隔离出来检修,临时调整措施实施期间(2019年8月8日—17日)气化废水氨氮含量的变化见图9。可以看出,气化废水氨氮含量有所下降,即临时调整措施对控制气化废水氨氮含量在指标范围内起到了关键作用,但与正常运行工况相比,气化废水氨氮含量还是偏高,这只是汽提系统运行故障需检修时可供采取的临时调整措施。
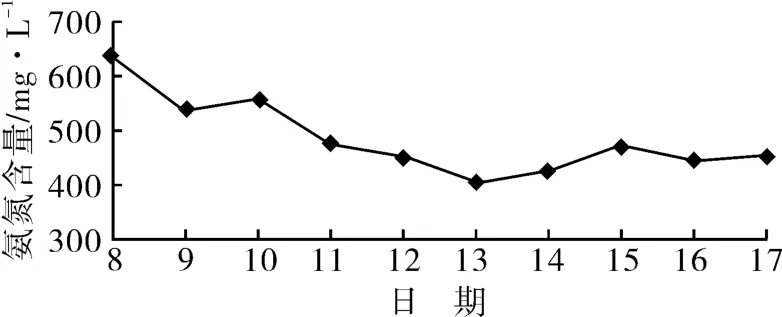
图9 临时调整措施实施期间气化废水氨氮变化
5 结束语
多元料浆气化装置生产中,气化废水氨氮含量等指标是否合格直接影响着气化水系统的平稳运行。汽提系统是气化装置的收尾工段,因此通过合理优化汽提系统的工艺流程,可使接收三高废水和富氢火炬凝液制浆后的气化水系统氨氮等指标在许可范围内;而当汽提系统运行故障需隔离检修时,通过将洗氨塔冷凝液临时送至气化高温热水器热交换除氨,不仅找到了洗氨塔冷凝液的去处,还可控制气化水系统氨氮的累积,确保气化废水的达标排放。