Ni元素对等离子喷涂铁基涂层组织和摩擦磨损性能的影响①
2021-09-15张海瑜王芙蓉杜双明曾志翔刘二勇
张海瑜,王芙蓉,2,,杜双明,曾志翔,蔡 辉,刘二勇
(1.西安科技大学 材料科学与工程学院,陕西 西安710054;2.西安重装铜川煤矿机械有限公司,陕西 铜川727000;3.中国科学院宁波材料技术与工程研究所,浙江 宁波315201)
铝合金具有密度小、比强度大、抗冲击性好等优点,是汽车轻量化的优选结构材料[1],但耐磨性差等缺陷制约了其在发动机缸体等苛刻磨损部件的应用[2]。等离子喷涂是最广泛采用的热喷涂技术,因取材范围广、沉积效率高等优势,用于制备各种功能涂层,如防腐蚀、抗磨损、抗热障涂层等,在航空航天、机械和汽车等领域获得广泛应用[3]。铁基涂层成本低廉,且摩擦磨损性能优异,广泛用于铝发动机等离子喷涂[4]。但是,喷涂层普遍存在孔隙、氧化物夹杂、裂纹等缺陷[5],且低合金的铁基涂层还存在硬度低、耐磨性差等问题,不足以满足苛刻工况发动机部件的工作需求。采用合金化技术向铁基涂层加入增强相或合金元素,可有效提高涂层的综合性能[6]。其中,Ni元素具有良好的韧性和耐蚀性[7],还可以抑制钢铁的氧化过程[8]。有关研究同样表明Ni元素可有效改善铁基涂层性能[9-10],但目前较少涉及铝发动机喷涂铁基涂层的结构与性能研究。
本文在课题组热喷涂XPT-512铁基涂层基础上,进一步采用等离子喷涂技术在ZL109铝合金表面制备不同Ni含量的XPT-512铁基涂层,系统研究Ni元素对铁基涂层微观结构、硬度及不同工况(干摩擦/油润滑)下摩擦磨损性能和磨损机理的影响,以期为铝发动机防护技术的发展提供借鉴。
1 实 验
1.1 实验材料与方法
选择亚共晶ZL109铝合金为基体材料,尺寸为Φ25 mm×8 mm。选择Metco公司的XPT-512铁基粉末(Fe-1.5Cr-1.4Mn-1.1C-0.1Ni)和北矿新材的纯镍粉作为喷涂原料,平均粒径0.2 mm。涂层制备过程如下:
1)采用南京申运佳机械科技有限公司的SYJSYH-300三维多向混合机将XPT-512铁基粉末和纯镍粉充分混合均匀,其中镍粉加入量(质量分数)分别为10%、30%,样品对应标记为XPT-512-10Ni、XPT-512-30Ni。
2)对基体进行预处理:依次用丙酮、酒精超声清洗基材20 min,以除去表面油污和杂质;然后用粒径0.42 mm的棕刚玉砂进行基体表面的喷砂粗化处理,喷砂压力0.6 MPa、时间5 min,以增大基体表面粗糙度;随后预热基体,以减少基体与涂层之间的温度差,消除热应力,提高结合强度。
3)采用Sulzer Metco的9MC等离子喷涂设备制备铁基涂层。装粉后,将预处理后的基材固定在内孔夹具中,进行喷涂。喷涂参数为:电压70 V,电流400 A,氩气流量42.3 L/min,氢气流量7.05 L/min,送粉量42 g/min,喷涂距离100 mm。涂层粉末被热等离子体熔化并射向靶基体,最终在基体表面固化形成涂层。
1.2 涂层表征
利用Bruker-AXSD8Advance型X射线衍射仪(XRD)分析涂层物相组成,选择2θ范围20°~90°,扫描速度5°/min。利用FEI Quanta FEG250热场发射扫描电子显微镜(SEM)及自带的能谱扫描仪(EDS)分析热喷涂涂层样品的表面、截面形貌和涂层磨损表面形貌及涂层成分分布。利用MVS-1000D显微硬度仪测量等离子喷涂涂层及磨痕区域硬度(HV0.3),载荷为300 g,加载时间15 s,测量10次取平均值。利用UMT-3多功能高温摩擦磨损试验机(CETR,USA)进行摩擦磨损试验,测试工况为油润滑(Mobil1TM 5w-40润滑油)和干摩擦,滑动频率为2 Hz,滑行行程5 mm,时间30 min,载荷为10 N、15 N、20 N、30 N。利用Alpha-Step IQ表面轮廓仪测量摩擦实验后磨痕的截面轮廓、宽度、深度情况,并依据磨痕长度及截面轮廓计算涂层的磨损率。
2 实验结果与分析
2.1 涂层的成分与结构
图1为XPT-512-Ni系涂层的XRD图谱。由图1可知,热喷涂铁基涂层主要由铁素体(F)、渗碳体(Fe3C)和少量FeO组成。随着Ni元素的加入,铁基涂层出现了金属Ni相,且随着Ni含量增加金属Ni相的衍射峰强度增强,表明Ni元素未与铁基粉末发生反应,而以单质Ni相结构存在。对比铁素体(F)、渗碳体(Fe3C)和FeO等,单质Ni元素具有更高的塑性,有助于改善材料的韧性,提高抗疲劳性能。

图1 XPT-512-Ni系涂层的XRD谱图
利用SEM和EDS对等离子喷涂铁基合金涂层微观结构和化学组成进行分析,结果如图2和表1所示。由图2可见,宏观形貌表明等离子喷涂铁基涂层均与铝基体形成了良好的机械咬合,对比发现,Ni元素的加入降低了涂层孔隙率。微观形貌分析表明,铁基合金涂层主要由灰色基体相和深灰色第二相组成,呈典型的层状结构[11]。结合图1和表1分析,深灰色(区域1)的氧含量高于灰色基体(区域2),为FeO相,说明高温等离子喷涂过程中粉末部分熔化区域发生氧化,导致涂层出现了明显氧化现象。FeO不仅起到减摩作用,还可以改善涂层耐磨性能[12]。随着Ni元素的加入,铁基涂层增加了不连续的灰白色区域(区域4),而且随着Ni含量增加灰白色区域增加,表明Ni元素促使γ-Ni固溶体的形成,有利于改善涂层性能[13]。
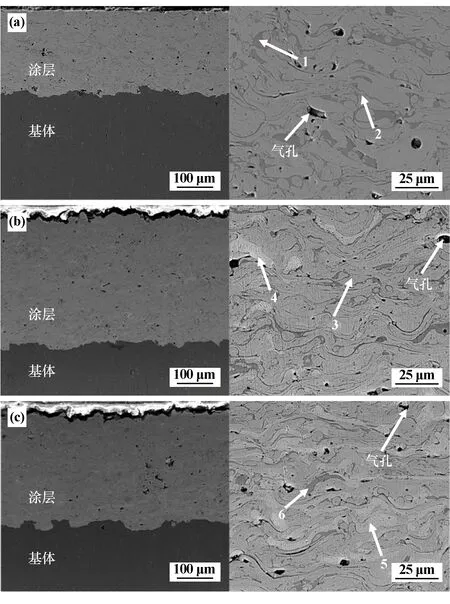
图2 XPT-512-Ni系涂层微观形貌

表1 涂层微观区域EDS结果(质量分数)/%
进一步利用图像分析软件分析涂层气孔率,XPT-512、XPT-512-10Ni、XPT-512-30Ni涂层气孔率依次为3.59%、1.95%、2.05%。由此可知,Ni的加入在一定程度上降低了粉末体系的熔点,完全熔融的粉末更易于铺展开来将气体排掉,从而使铁基涂层的气孔率降低[11]。铁基涂层内的气孔起到两方面作用:一方面导致涂层力学性能下降;另一方面起到容纳磨屑和储油的作用,可以减少磨屑颗粒引起二次划伤和改善润滑不充分条件下涂层材料的摩擦磨损性能[14]。因此,上述研究表明高塑性Ni元素有助于改善涂层的致密性。
2.2 涂层的力学性能
利用显微硬度计测定等离子喷涂铁基涂层的硬度。XPT-512铁基涂层的硬度为524.47HV0.3,XPT-512-10Ni和XPT-512-30Ni涂层的硬度分别为516.42HV0.3和433.46HV0.3。这是因为软金属Ni相含量的增加促使涂层显微硬度不断降低[15]。一般材料硬度与耐磨性呈正相关,低硬度的Ni相含量增加,在改善材料韧性的同时可能会导致某些工况条件下涂层的耐磨性降低。
2.3 涂层的摩擦磨损性能
不同载荷、不同工况铁基涂层的摩擦磨损性能如图3所示。由图3(a)可知,在油润滑工况,随着Ni元素的加入,XPT-512铁基涂层摩擦系数有所降低,且不同载荷下XPT-512-30Ni涂层摩擦系数均最低,说明Ni元素可有效降低铁基涂层摩擦系数;图3(b)表明,干摩擦条件下3种涂层摩擦系数均在0.5左右,其中XPT-512涂层摩擦系数均最大,而XPT-512-10Ni涂层摩擦系数最低。Ni元素的加入改善了铁基涂层的减摩性能,其中油润滑条件XPT-512-30Ni涂层和干摩擦条件XPT-512-10Ni涂层具有最低的摩擦系数。
由图3(c)~(d)可知,随载荷增大,3种铁基涂层磨损率均增大;随着Ni元素的加入,不同载荷下涂层磨损率均较XPT-512涂层明显降低。例如,油润滑工况下,载荷30 N时XPT-512-30Ni涂层磨损率为0.063 73×10-6mm3/(N·m),较XPT-512降低了88.41%。干摩擦工况,不同载荷下XPT-512-10Ni涂层磨损率均低于XPT-512和XPT-512-30Ni涂层,当载荷为10 N时XPT-512-10Ni涂层磨损率为1.316×10-6mm3/(N·m),较XPT-512涂层降低了约81.32%。上述分析表明,Ni元素改善了铁基涂层耐磨性,其中油润滑条件下XPT-512-30Ni涂层和干摩擦条件下XPT-512-10Ni涂层具有最低的磨损率。

图3 不同工况下XPT-512-Ni系涂层的摩擦系数和磨损率
不同摩擦工况下铁基涂层磨损前后的硬度如图4所示。经过摩擦磨损测试后,3种涂层硬度均明显增大,尤其以干摩擦工况下XPT-512涂层的硬度增加更为明显。例如,30 N干摩擦后XPT-512涂层硬度约为625HV0.3,较未摩擦前增加约19.17%;同时XPT-512-10Ni硬度达590HV0.3,XPT-512-30Ni涂层硬度约为574.5HV0.3。涂层在冲击摩擦力作用下发生应变强化,进而改善了涂层材料的耐磨性,可以提高材料的服役寿命。

图4 XPT-512-Ni系涂层表面与磨痕硬度
2.4 涂层的磨损机理
不同工况、不同载荷下XPT-512-Ni系铁基涂层磨损形貌如表2所示。XPT-512铁基涂层在油润滑条件下的磨损机理以磨粒磨损为主,干摩擦条件以疲劳磨损为主[16]。随着Ni元素的加入,油润滑工况下XPT-512-10Ni涂层和XPT-512-30Ni涂层磨损表面均存在大量犁沟,且微犁沟数量随载荷增大而增多,磨损机理为磨粒磨损;在干摩擦工况,XPT-512-10Ni涂层和XPT-512-30Ni涂层磨损表面存在大量剥落坑和撕裂现象,说明其磨损机理为黏着磨损和疲劳磨损;随着载荷增大,涂层黏着情况更为明显。因此,随着Ni元素的加入,油润滑条件下高韧性Ni元素有助于维持铁基涂层磨损表面的完整性,进而提高耐磨性。对于干摩擦条件,Ni元素的加入显著改变了铁基涂层的磨损机理,由疲劳磨损转变为黏着磨损。Ni元素的加入改善了油润滑/干摩擦工况XPT-512涂层的摩擦磨损性能,高Ni含量下涂层的油润滑摩擦磨损性能优异,而干摩擦工况下低Ni含量涂层中摩擦磨损性能较好。

表2 不同工况、不同载荷下XPT-512-Ni系涂层的磨痕形貌
表3和表4为不同载荷下经过油润滑、干摩擦磨损后XPT-512-Ni系涂层磨痕表面的EDS成分分析结果。XPT-512-Ni系涂层磨痕表面的氧含量变化规律与XPT-512涂层一致,即2种工况下磨痕表面的氧含量随着载荷增大而增多,这说明摩擦过程涂层发生氧化,形成了具有一定硬度和厚度的氧化层,起到了一定减摩效果[17]。油润滑条件下XPT-512-Ni系涂层磨损表面Ni元素富集,即涂层在摩擦力作用下形成有效的润滑层,从而起到优异的减摩作用,进而改善了涂层的服役性能。

表3 油润滑涂层磨痕区域EDS结果(质量分数)/%
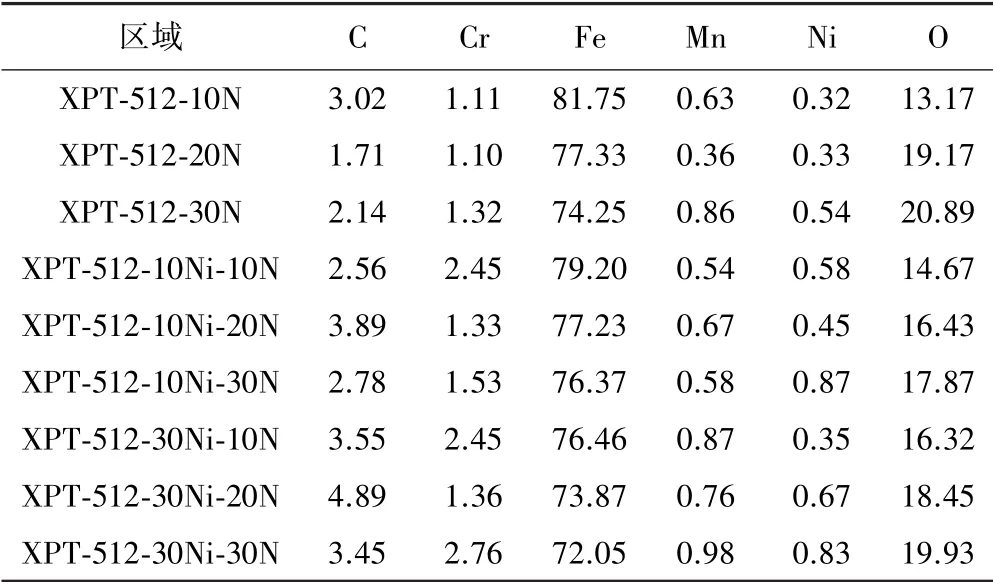
表4 干摩擦涂层磨痕区域EDS结果(质量分数)/%
综上所述,随着Ni元素的加入,无论油润滑还是干摩擦工况,XPT-512-10Ni和XPT-512-30Ni两种涂层的磨痕宽度及剥落情况均少于XPT-512涂层,这说明Ni元素的加入提高了涂层耐磨性。Ni元素的加入使XPT-512铁基涂层的磨损机理发生一定转变:油润滑工况下,XPT-512-Ni系涂层磨损机理以磨粒磨损为主;干摩擦工况下,XPT-512-10Ni和XPT-512-30Ni涂层磨损机理为疲劳和黏着磨损。Ni元素有效改善了XPT-512铁基涂层的摩擦磨损性能,其中油润滑工况下高塑性Ni元素改善了涂层表面润滑层的完整性;而干摩擦工况,高塑性单质Ni同样减缓了铁基涂层的疲劳磨损,进而改善了涂层的耐磨性。
3 结 论
1)采用等离子喷涂技术制备了Ni含量10%和30%的XPT-512-Ni系铁基耐磨涂层,涂层组织主要由铁素体(F)、渗碳体(Fe3C)、少量FeO和Ni相组成。
2)随着Ni含量增加,铁基涂层硬度降低。无论油润滑还是干摩擦工况,XPT-512-Ni系涂层都具有比XPT-512涂层更低的摩擦系数和磨损率。其中,油润滑工况下,载荷30 N时XPT-512-30Ni涂层比XPT-512涂层磨损率降低了88.41%;干摩擦工况下,10 N时XPT-512-10Ni涂层比XPT-512涂层磨损率降低了81.32%。
3)Ni元素的加入改变了XPT-512铁基涂层的磨损机理,XPT-512-Ni系涂层在油润滑条件下以磨粒磨损为主,而在干摩擦条件下则以黏着磨损为主。