采煤机齿轨轮剥落与掉块原因分析及预防措施
2021-07-20苏乐
苏乐
西安重装蒲白煤矿机械有限公司 陕西蒲城 715517
1 序言
采煤机在某矿工作面上,使用工况恶劣,润滑条件差,粉尘严重,地质条件复杂,开采的工作面煤层平均厚度3.8m,煤矸石较多,含夹矸3~4层,夹矸厚度0.2~0.5m,顶板岩性多为砂岩,底板岩性以花岗岩为主。煤层硬度系数目前为f5~f6,工作面长度330m,走向长度约1960m,年设计能力260万t,工作面煤层来压较慢,初采用强行放顶,向前推进快,煤质较坚硬,采割过后都是较齐的煤壁。采煤齿轨轮传动系统属低速重载的开式传动,齿轨轮通过与刮板运输机销排的啮合带动采煤机在刮板运输机上的往复运动,以实现采煤机的割煤及装煤工作。在采煤过程中,采煤机齿轨轮经常受到冲击载荷,齿轨轮在使用10余天后齿面发生剥落失效。为了研究采煤机齿轨轮的剥落失效原因,对矿返回齿轨轮进行了理化分析。
2 理化检验
2.1 剥落检验
某矿返回的齿轨轮齿面、齿端面及齿顶棱处发生剥落失效,齿棱处剥落的裂纹源位于次表层,如图1所示。齿面剥落的深度大于磨损的程度,剥落深度为2~4mm,剥落区约占轮齿的80%,如图2所示。在扫描电镜下分别对剥落及磨损区进行观察,可见剥落扩展区存在脆性裂纹,齿面主要为磨粒磨损,如图3、图4所示。

图1 齿轮端面及棱剥落宏观形貌

图2 齿面磨损与剥落宏观形貌
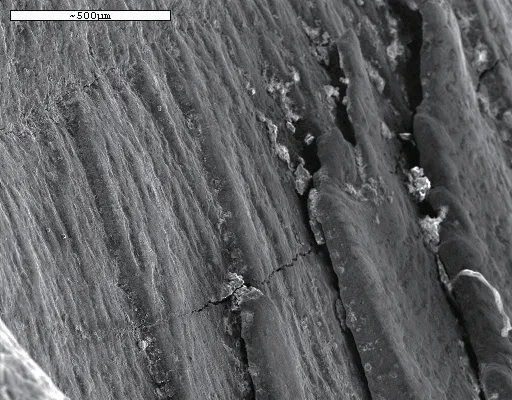
图3 齿轮端面剥落区微观形貌
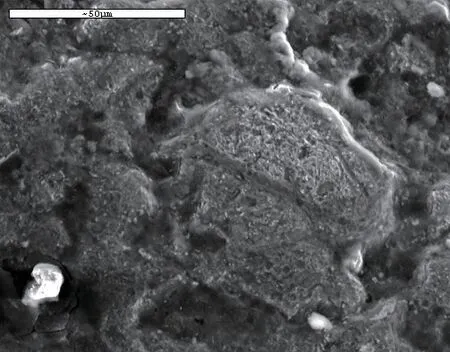
图4 齿面剥落及磨损区微观形貌
2.2 成分分析
在其矿返回已剥落的齿轨轮上取样化验,成分化验结果见表1。由表3判定齿轨轮的材质为18Cr2Ni4WA,符合技术要求。

表1 齿轨轮成分化验结果(质量分数) (%)
2.3 金相检验
从已剥落的齿轨轮试样上取样,分别按照GB/T 13299—1991、JB/T 6141.3—1992、GB/T 6394—2017、GB/T 10561—2015标准进行金相检验,结果见表2。由表2可见,渗层碳化物级别评为网状5级,不符合JB/T6141.2—1992要求(1~4级);渗层晶粒度级别为3级,按GB/T 3480.5—2008要求,齿轨轮属MQ级别齿轮,晶粒度级别细于5级,可见齿轨轮渗层晶粒级别不符合GB/T 3480.5—2008要求。非金属夹杂评为A0.5、B1.0,符合GB/T 3077—2015要求,未发现冶金缺陷,齿轨轮的有效硬化层深度为7.0mm(见图5),符合图样技术要求(6~7mm)。

表2 齿轨轮金相检测结果
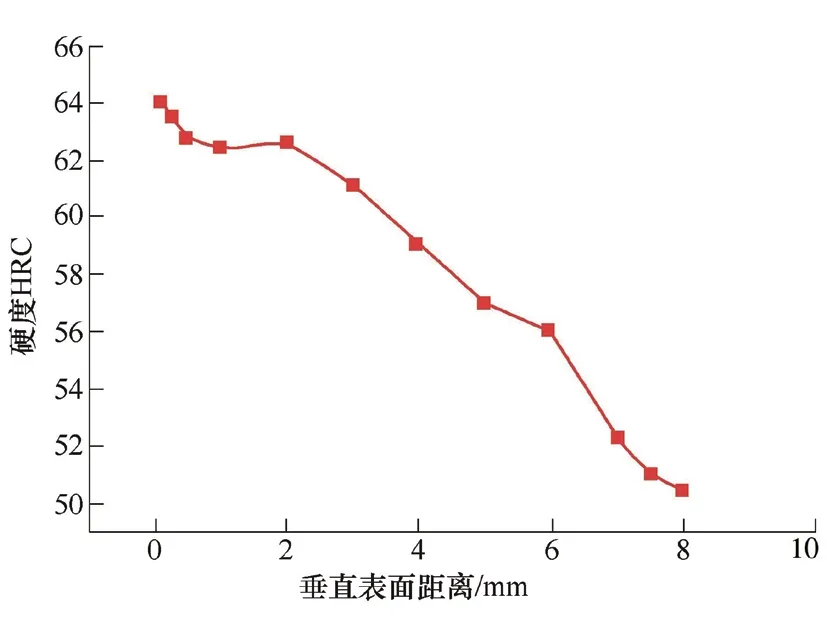
图5 齿轨轮齿面硬度梯度曲线
2.4 硬度检测
按照GB/T 230.1—2018标准对齿轨轮的齿面、齿心分别进行硬度检测,结果见表3。由表3可见,齿轨轮的齿面硬度不符合技术要求。

图6 齿面渗层组织
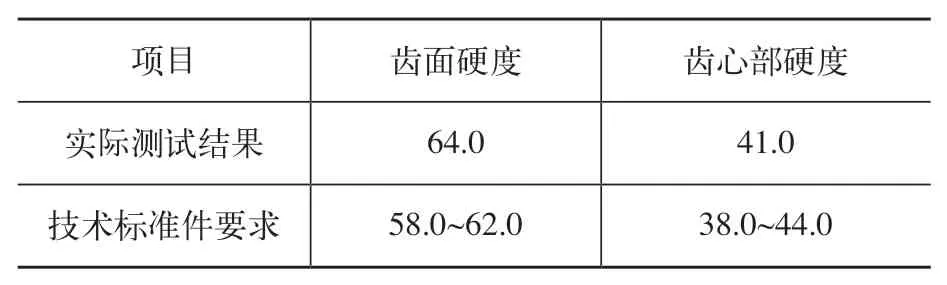
表3 齿轨轮硬度检测结果 (HRC)
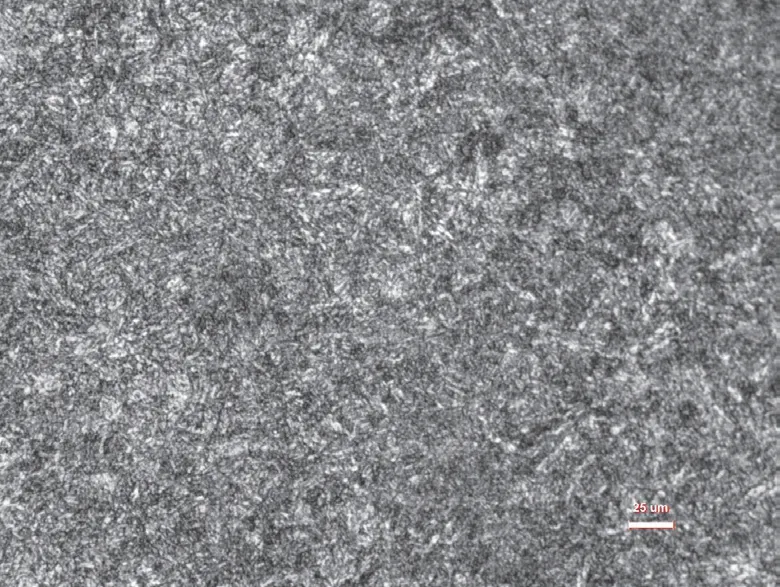
图7 齿心部组织
3 检测结论
1)齿轨轮齿面、齿端面及齿顶棱处发生剥落失效。
2)齿轨轮的材质、有效硬化层深度均符合技术要求,齿面硬度不符合图样要求。
3)齿轨轮渗层晶粒度级别不符合G B/T 3480.5—2008标准要求,渗层残留奥氏体含量为4.7%,渗层碳化物不符合技术要求。
4 失效原因分析
4.1 环境因素
齿轨轮传动系统属低速重载的开式传动,使用工况恶劣,润滑条件差,粉尘严重,且在使用过程中经常受到冲击载荷,这种恶劣环境是导致齿轨轮剥落的环境诱因[1]。
4.2 设计因素
据GB/T 3480.5—2008标准中的5.6.1总则规定,齿面硬化层深度不能超过规定的最大渗层深度值,否则齿顶有脆裂危险,根据5.6.2对渗碳淬火齿轮的有效硬化层深度的规定,齿轮齿面有效硬化层深度应≤6.0mm,因为过深的有效硬化层会增加齿轮表面脆性[2],且使得渗层内的残余压应力超过齿尖附近表面的抗拉强度,所以易使表面与心部分离,造成剥落。
4.3 生产制造因素
1)齿轨轮渗层存在严重的网状碳化物,割裂了金属的连续性,降低了渗碳层的强度及韧性[3],是致使齿轨轮剥落的一个原因。
2)渗碳层原奥氏体晶粒为3级,不符合GB/T 3480.5—2008标准中晶粒度细于5级的要求,粗大的晶粒致使齿轨轮渗层的冲击韧度及塑性降低。
3)齿轨轮经过-8 0℃的深冷处理(保温2h),齿轨轮渗层的残留奥氏体含量仅为4.7%,降低了渗层中裂纹扩展因子KIC,不易使裂纹尖端钝化,增加了渗层的脆性,降低了齿轨轮表面的压应力[4]。
4)由于齿面较高的硬度,提高了齿表面的脆性,因此齿轨轮渗层存在网状碳化物甚至粗大的网状碳化物,较少的残留奥氏体、过高的硬度是造成齿轨轮剥落的主要原因。
5 结论及建议
齿轨轮恶劣的使用工况、过深的有效硬化层设计、不良的渗碳层、较少的残留奥氏体,以及过高的硬度、淬火后深冷处理不当是导致齿轨轮剥落的主要原因。因此,建议齿轨轮齿面有效硬化层深度为5.5~6.0mm,采用合理的渗碳工艺,确保渗层碳化物级别小于3级,取消深冷处理工序,优化淬火工艺,使渗层硬度为58.0~62.0HRC,残留奥氏体含量为15%~30%,晶粒度级别大于7级,以确保齿轨轮渗层的韧性,避免齿轨轮的齿面剥落。
