低碳调质铸钢焊接接头焊后消应力处理研究
2021-04-30杨永强欧阳建国郑春雷
杨永强 欧阳建国 郑春雷
(1.巨力索具股份有限公司河北省吊索具工程技术研究中心,河北072550;2.燕山大学材料学院材料综合试验教学示范中心,河北066004)
G10MnMoV6-3是一种欧标材质的低碳、低硫磷铸钢,常用在大型铸钢节点上。一些情况下,为降低铸造难度,一些分支通常不铸造出来,待铸钢节点铸造完毕后,再将用钢板制造的分支焊接到铸钢节点上,这样就存在着大量铸钢节点与普通钢板组合的焊接接头。该铸钢节点调质状态交货,在制造厂进行分支的焊接工作,为降低铸造过程中产生的铸造应力及焊接过程中的焊接应力,焊后可以进行消应力退火,以避免焊后产生裂纹等缺陷。本文针对G10MnMoV6-3和S355J2的焊接接头,分别进行焊后消应力热处理和不进行焊后消应力热处理,分别对其性能进行研究。
1 母材的可焊性分析
本次试验用低碳铸钢牌号为G10MnMoV6-3,经调质处理的G10MnMoV6-3钢及S355J2钢的化学成分见表1。
由表1可见,G10MnMoV6-3为低碳调质钢,碳当量(CE)比较低,在调质状态下焊接对最终的焊接接头性能不会有大的影响,采用合理的焊接工艺即可保证不产生焊接热影响区的脆化和软化的现象,焊接性较好。S355J2为普通的碳素结构钢,焊接性良好。

表1 母材的化学成分(质量分数,%)Table 1 Chemical composition of base metal(mass fraction, %)
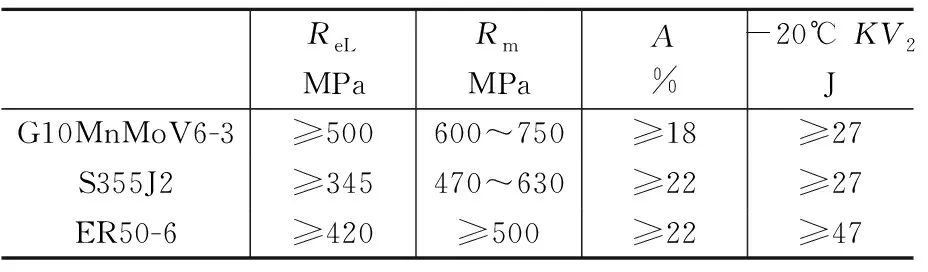
表2 母材和焊材的力学性能对比Table 2 Comparison of mechanical properties of base metal and welding material
2 焊接工艺
2.1 焊接材料的选择
G10MnMoV6-3钢、S355J2钢和所选取焊材的力学性能见表2,由于G10MnMoV6-3和S355J2的强度不同,S355J2的强度略低,因此焊丝选择和S355J2匹配的焊丝即可,焊材型号为ER50-6,直径为1.2 mm。
2.2 保护气体的选择
CO2保护气具有较强的氧化性,在焊接过程中会引起熔池中合金元素的烧损,产生气孔和引起较强的飞溅。而富氩气保护焊可以克服这些缺点,飞溅问题可以得到有效控制,节省清渣费用并减少清渣剂的使用,所以本研究选择80%Ar+20%CO2的富氩混合气作为焊接过程中的保护气。
2.3 预热温度
碳当量、试板厚度、焊丝的扩散氢含量和焊接热输入量等是在选择预热温度时需要考虑的重要因素。一般条件下,预热温度随母材的碳当量、焊丝的扩散氢含量和试板厚度的增加而增加,随着焊接热输入量的增加而减小,本次焊接接头的预热温度通过图表法来确定。
(a)试板厚度以30 mm作为界限,为产品的最大板厚。
(b)铸钢G10MnMoV6-3在项目技术要求上的CE≤0.49,S355J2允许的碳当量范围是CE≤0.47。焊接接头的预热温度按照碳当量数值高的G10MnMoV6-3的要求来执行。
(c)实芯焊丝的扩散氢等级通常选5 mL/100g。
(d)焊接线能量选0.5 kJ/mm。
经查表,预热温度选择150℃。
2.4 焊接工艺参数
对于此类低碳调质钢的焊接,为了满足热影响区冲击韧性,焊接线能量要尽量在2 kJ/mm以内。焊接工艺参数见表3。
2.5 焊后消应力退火
为对比焊后消应力退火的效果,故焊接了两块试板,一块试板进行焊后消应力退火,另外一件焊后盖石棉缓慢冷却。
消应力退火的目的有以下几点:一是起扩散除氢的作用,二是使组织转变为对冷裂敏感性低的组织,三是消除焊接应力。由于G10MnMoV6-3的回火温度为650℃,消应力退火温度不能高于此温度,故选取600℃加热5 h,加热速率要小于150℃/h,400℃出炉,盖石棉缓慢冷却。焊后消应力退火曲线见图1。
3 焊后检验
3.1 无损检测
两组试板焊接完成24 h后,分别进行MT和UT检测,MT验收等级符合ISO 23278:2015 2X级,UT等级符合ISO 11666:2018 II级。
3.2 力学性能检测
(1)焊接接头拉伸试验结果
焊后未进行消应力处理的焊接接头抗拉强度平均值为535 MPa,焊后进行消应力处理的焊接接头抗拉强度平均值为525 MPa,强度略有降低,降低比例为1.8%。断裂位置均断裂在S355J2侧母材上,两组试板均判定合格。
(2)侧弯试验结果
2组焊接试板各加工4个侧弯试样,经过180°弯曲后,试样的弯曲面均无开裂。
(3)冲击试验结果
2组试板分别进行了焊缝及两侧热影响区的V形缺口冲击试验,冲击温度为-20℃,试验结果均合格,见表4。从表中可见焊后消应力处理后,S355J2侧热影响区冲击数值无明显变化,焊缝处冲击韧性略有下降,下降比例4.89%,G10MnMoV6-3侧冲击韧性有提升,上升比例3.01%。
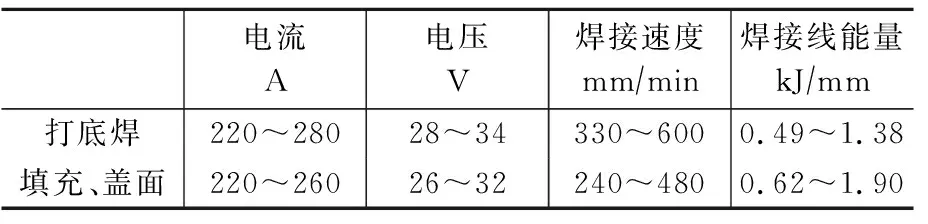
表3 焊接工艺参数Table 3 Welding parameters
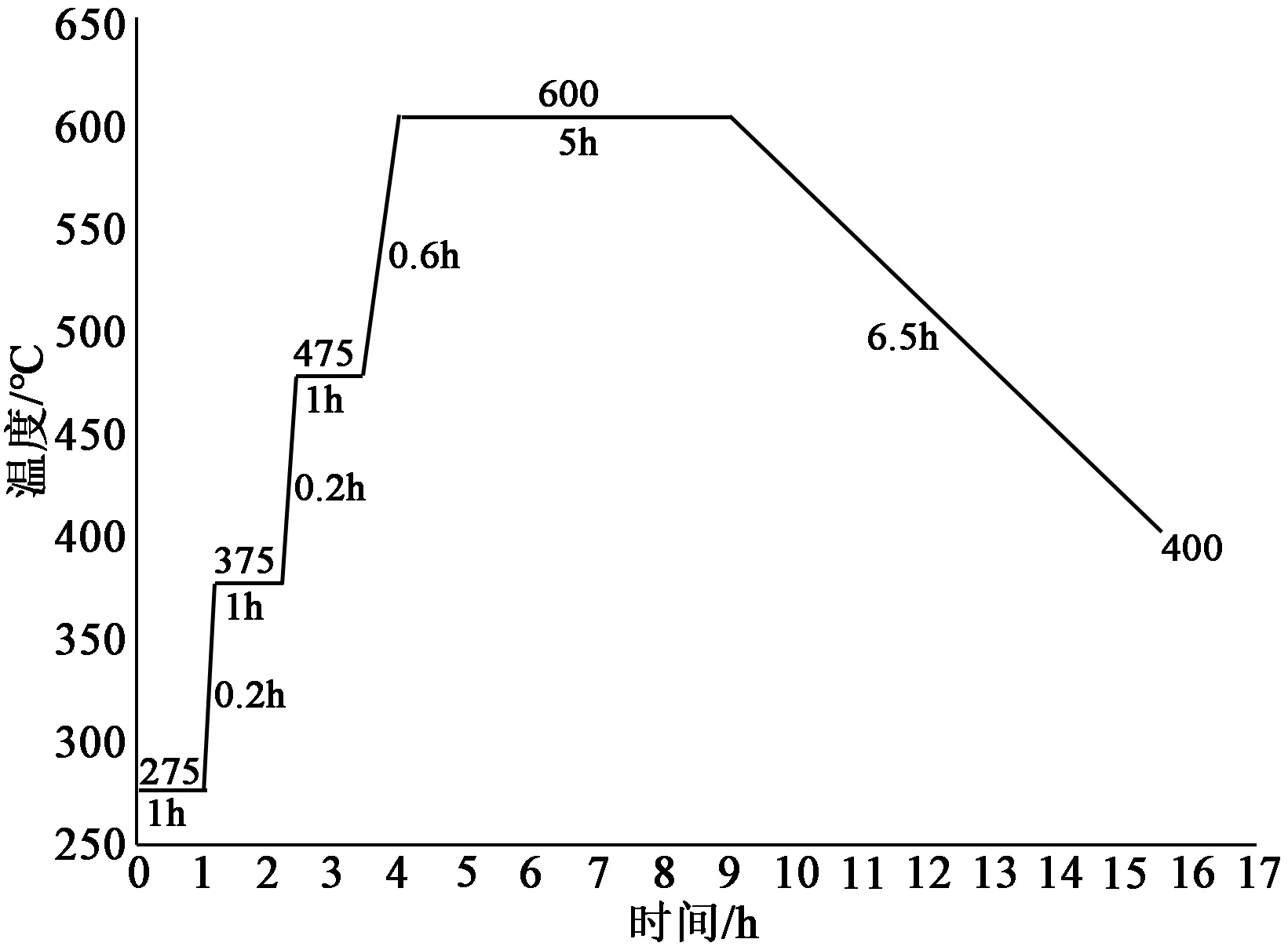
图1 焊后热处理曲线Figure 1 Post-weld heat treatment curve
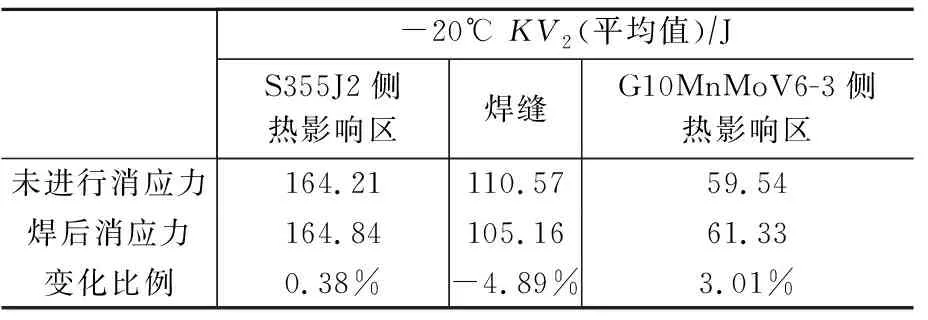
表4 焊接接头冲击试验结果Table 4 Impact test results of welded joints

表5 焊接接头硬度HV10试验结果Table 5 Hardness test results of welded joint HV10
(4)硬度检测结果
两组试板的焊接接头的硬度结果见表5。可见焊后消应力处理后,除了S355J2侧热影响区硬
度稍微上升(上升比例小于1%)之外,其余区域硬度都略微下降,下降比例均小于3.5%。
4 结论
G10MnMoV6-3和S355J2的焊接接头进行焊后热处理后,与不进行焊后热处理进行对比,各项力学性能数值变化均在3.5%以内。从经济性角度考虑,这种低碳调质铸钢焊后可不进行消应力处理。
