拉伸炉温度对纤维光锥光透过率的影响
2021-03-21付杨黄永刚焦朋王云周游
付杨 黄永刚 焦朋 王云 周游
(中国建筑材料科学研究总院有限公司,北京 100024)
0 前言
纤维光锥是由成千上万根光导纤维经规则排列拉制、熔压、拉伸成型、光学冷加工等一系列工艺制成的光学传像元件,其中每一根纤维由高折射率的芯料玻璃和低折射率的皮料玻璃构成,入射光基于全反射原理从每根纤维的一端传向另一端。光锥具有将图像放大和缩小特定倍数的作用,同时可以获得短的物像距,实现光学零厚度。
光锥主要应用于与CCD、CMOS、像增强器和光电倍增管的耦合,把图像信号转变成数字信号,其在国防、天文、航天、航海、卫星监测、高速摄影、射线成像、公安刑侦、医学医疗、生物、新型指纹识别、高清晰度电视成像和办公设备图像等方面有着广泛应用。
光锥与CCD和CMOS的耦合效率主要取决于光锥的有效区透过率,而光锥的耦合效率又影响光锥与CCD耦合器件的信噪比,因此,提高光锥的有效区透过率不仅有利于光锥与CCD的耦合效率的提高,还能改善耦合器件的信噪比。本文主要结合试验结果讨论拉伸炉温度对光锥有效区透过率的影响,在外界因素一致的情况下(即同样光锥材料和内部结构、同样拉伸设备、同样的光学冷加工等),只改变拉伸炉温度,检测不同温度下拉伸成型后光锥的光透过率,最后通过测试结果的分析与讨论,确定一种可以提高光锥有效区透过率的方法和途径。
1 试验
1.1 光锥的制备过程
光锥制备过程先后经单丝拉制、一次丝拉制、二次丝拉制、热熔压成型、坯板制备、高温拉伸成型、光学冷加工和成品检测等大大小小二十多道制作工艺。为了试验目的,除高温拉伸成型工序外,其他制备工艺一致。
首先,准备16 段制备工艺一致、内部质量相近的光锥毛坯,在高温拉伸成型过程中施加同样的拉力,分别用400~550℃的外炉温度,每增加10℃拉制一个光锥毛坯,拉伸距离控制在23±1mm。然后,16段不同温度拉伸成型的光锥通过光学冷加工工序,使其放大率(2:1)一致、大端直径(Φ19)一致、高度(20mm)一致、抛光工艺一致。最后,筛选出暗点在50微米以下的16段除拉伸炉温度外其他制备工艺一致的光锥测试样品。
1.2 光锥透过率测试
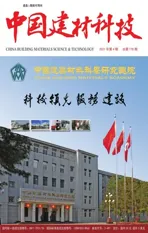
将上述光锥样品放进透过率测试仪中进行光透过率测试,发射一道固定的光照射光锥,其灰度值为L0,使光射入光锥的小端面或大端面,经测量得出光通过光锥后的辉度值Lt,用Lt/L0表征光线透过光锥的能力,即透过率,以T表示,即T=Lt/L0。
首先,在无光锥情况下记录测量的辉度值L0,如图1所示;然后,把光锥大端面向下放入卡具中,以光锥大端面为输入面,小端面为输出面测量光通过光锥的辉度值Lt1,如图2所示,再分别测量光锥中心点透过率Lt1中和边缘透过率Lt1边,通过公式计算中心透过率T1中和边缘透过率T1边;继续把光锥小端面向下放入卡具中,以光锥小端面为输入面,大端面为输出面测量光通过光锥的辉度值Lt2,再分别测量光锥中心点透过率Lt2中和边缘透过率Lt2边,通过公式计算中心透过率T2中和边缘透过率T2边。
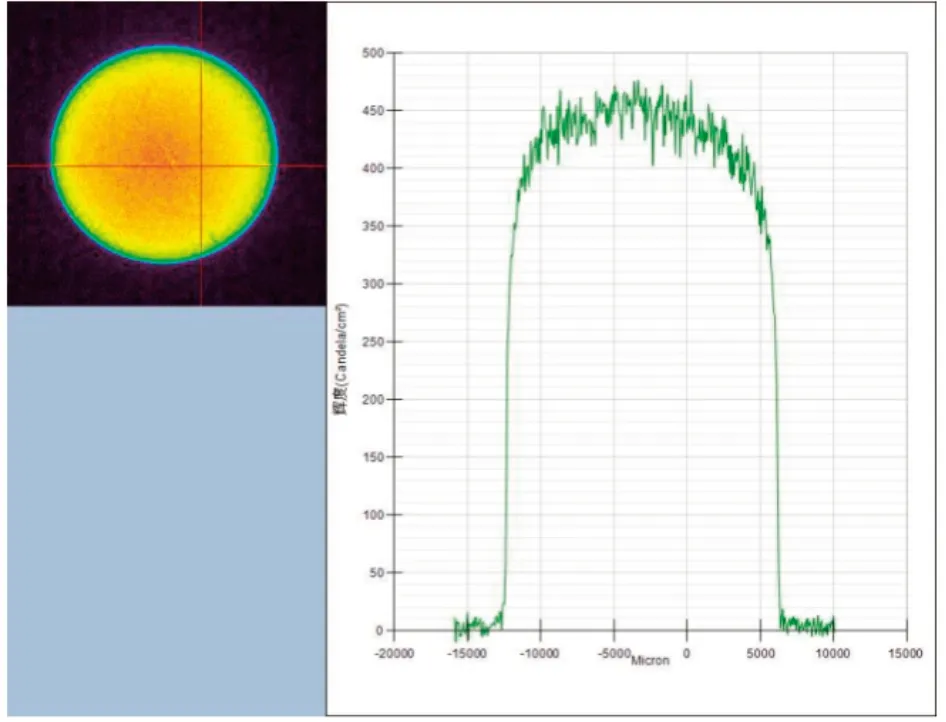
图1 L0辉度值测量结果
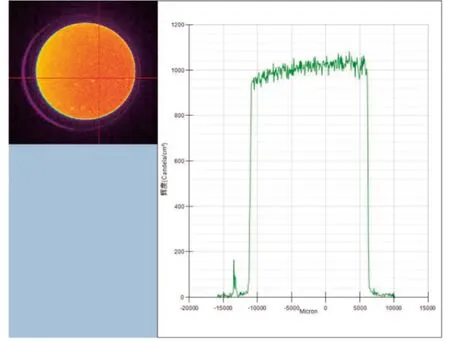
图2 Lt辉度值测量
2 结果与讨论
2.1 光锥透过率测试结果
2.1.1 光锥大端面为输入面测量结果
以光锥大端面为输入面进行测量,其中心放大率和边缘放大率结果分别如图3、图4所示。
图3 Lt1中透过率随温度变化曲线
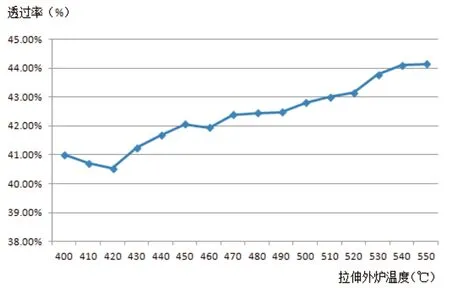
图4 Lt1边透过率随温度变化曲线
由结果可知,当以光锥大端面为输入面进行测量时,拉伸炉温度阶梯式递增的情况下,光锥的中心透过率无较大变化,保持在62%-64.5%之间;但是光锥的边缘透过率随拉伸炉温度的升高而提升。
2.1.2 光锥小端面为输入面测量结果
以光锥小端面为输入面进行测量,其中心放大率和边缘放大率结果分别如图5、图6所示。
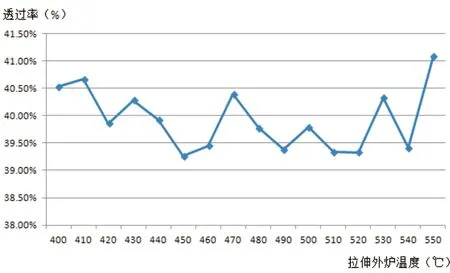
图5 Lt2中透过率随温度变化曲线
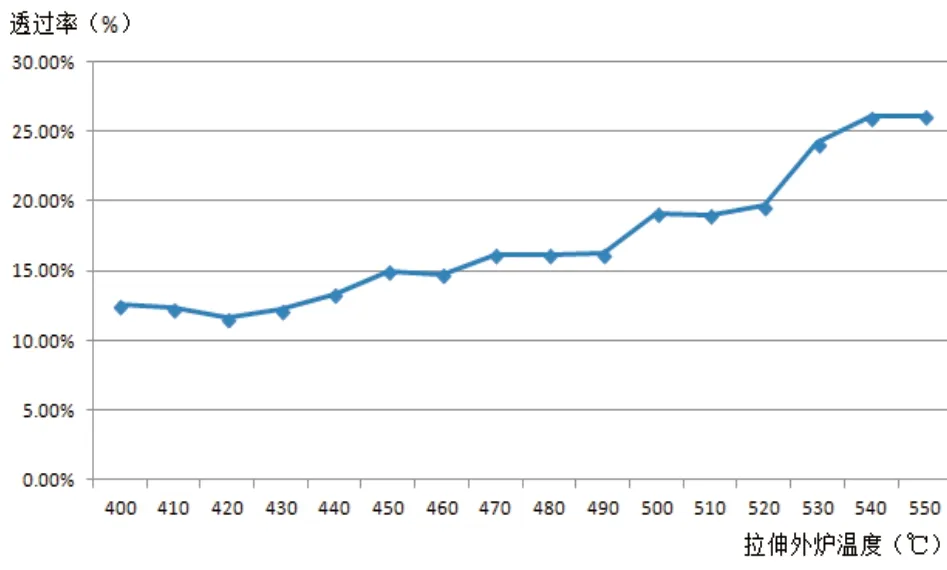
图6 Lt2边透过率随温度变化曲线
由结果可知,当以光锥小端面为输入面进行测量时,拉伸炉温度阶梯式递增的情况下,光锥的中心透过率无较大变化,保持在39%-41%之间;但是光锥的边缘透过率随拉伸炉温度的升高而提升。
2.2 影响光锥透过率的因素[2]
在光锥材料一致、内部丝排列结构一致、冷加工工艺一致的情况下,影响光锥透过率的因素是光线在光锥中传播时产生的衰减损耗。
如图7所示,用n1、n2分别表示芯料和皮料的折射率,n0为光学纤维周围介质的折射率,φ为光线入射在光学纤维端面上的入射角,θ为光线进入光学纤维后的折射角,ψ为光线在光学纤维芯料和皮料界面壁上的反射角。在纤维皮料层的内壁上,若满足条件n1sinψ=n2sin90°,则ψ是全反射的临界角,并用ψc表示,即ψc为全反射的临界角,θc为折射临界角,φc为入射临界角,此时有(公式1):
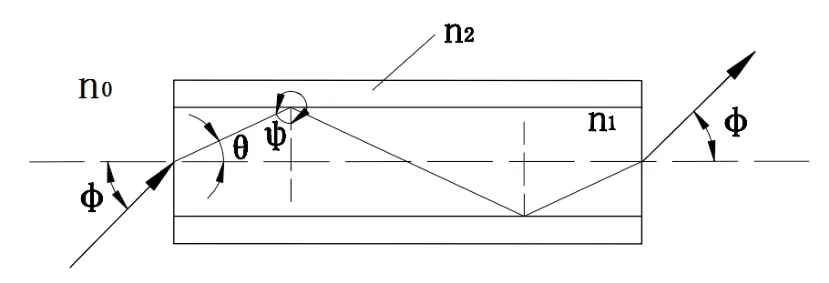
图7 光学纤维全反射界面图


又因为n0sinφ=n1sinθ,所以:

设D为芯料的直径,单位长度内的光路长度为:

单位长度内的全反射次数为:

由公式(3)可以得到:

将公式(6)代入公式(4)和公式(5)可得:

在任何一根光学纤维中,通过光学纤维中心轴的任何平面都称为子午面,而位于子午面内的光线称为子午光线。要使子午光线能够在纤维中以全反射形式传播,则光线的入射角必须满足全反射条件,也就是ψ≥ψc,相应的有θ≤θc,也就是对应的入射角φ≤φc。因此,只有入射角满足全反射条件φ≤φc的光线才能在光学纤维中传播。入射角不满足全反射条件,即φ>φc的光线,由于产生折射导致光线能量损耗,从而导致透过率下降。
公式(7)和公式(8)说明,在同样的外界环境下,且芯料和皮料也相同的情况下,在不同的光锥中光线传播的光路长度和全反射次数取决于光线的入射角φ,入射角越大光线传播的路线越长,光线反射的次数越多,导致光线在纤维中传播的能量损耗增加,进而导致透过率下降。
图8表示子午光线通过光锥的光路,其中ω为光锥的锥角,当光线从光锥大端面入射时,光线在芯料和皮料内壁上的反射角随反射次数增加而逐渐减小。由于皮料层内壁上的反射角逐渐减小,小端的出射光出现发散,这是由于此时出射光锥角比比入射的大。
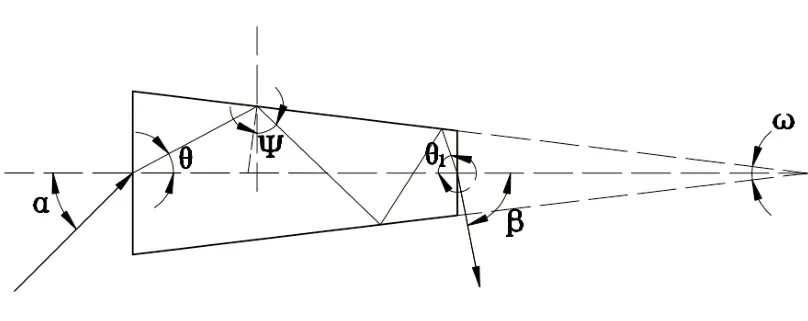
图8 子午光线在光锥纤维中的传播
反之,当光线从光锥小端面入射时,芯料和皮料内壁上的反射角经每次反射后会增加,所以大多数的光线都满足全反射条件,此时相应的出射光锥角比入射的小,光线会产生汇聚的效果,如图9所示。
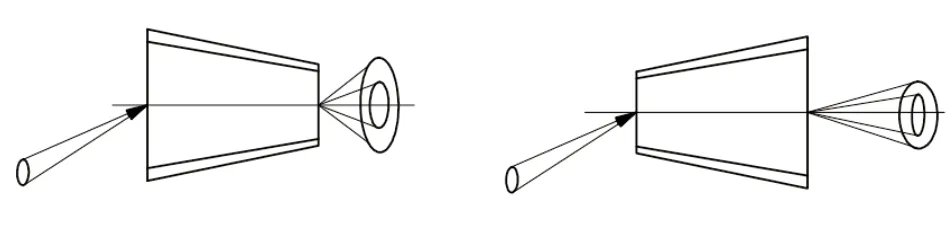
图9 光锥中,大端面进光与小端面进光的比较
光锥锥角的大小直接影响光线在光锥中的传播,如果锥角相当大,以致平行于光锥中心轴的光线进入光锥后也不能满足界面内壁上的全反射条件,经皮料层折射而逸出纤维,那么这种光锥就不能聚光。如果锥角较小,就不会发生上述情况,因而对光线有一定的会聚作用。
综上,在光锥材料一致、内部丝排列结构一致、光锥高度和放大率一致的情况下,影响光锥透过率的一个重要因素是光线透过光锥时锥角的大小。如图9所示,当光线从外界进入光锥时,由于光锥的中心纤维和边缘纤维入射角度的不同,光锥的中心和边缘透过率也不同,中心透过率高,边缘透过率低,这一结论与图2中的试验情况相吻合;进而说明随着光锥锥角逐渐变小,光锥的透过率会逐渐增大,反之透过率会下降。因此,影响光锥透过率的一个重要因素是光锥的锥角。
2.3 光锥透过率测试结果分析
在外界条件一致,只改变拉伸炉温度的情况下,通过图3-图6可知,光锥的中心透过率在2%上下浮动,属于误差范围内;而光锥的边缘透过率随着拉伸炉温度的提升而增加,在拉伸炉温度400~550℃变化的区间内提升了14%,超出了误差范围。结合上述的透过率影响因素,再通过解剖并观测不同拉伸炉温度下光锥的内部结构,发现改变拉伸炉温度可以改变光锥的锥角大小,如图10所示。图10左图拉伸炉温度低,右图拉伸炉温度高,左图光锥锥角大于右图光锥锥角,即拉伸炉温度越高,光锥的锥角越小,光锥的透过率就越高。当然,拉伸炉温度不能无限增加或减少,温度上限要低于光锥材料的软化点。
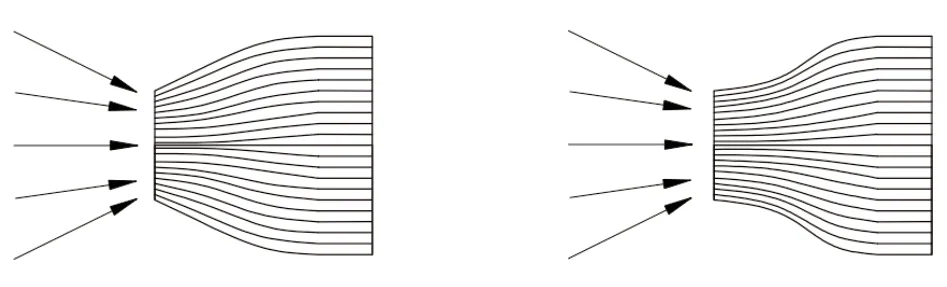
图10 不同锥角的光锥内部纤维丝分布
3 结论
本文研究了纤维光锥热加工时拉伸炉温度对光锥透过率的影响,通过试验数据,并结合影响光锥透过率的原理,分析了光锥透过率变化的原因,主要得出以下结论:
1)纤维光锥的透过率跟光锥的锥角大小有关,而光锥的锥角大小又与光锥热加工时拉伸炉的温度高低有关,所以拉伸炉的温度高低影响光锥的透过率大小。在有效范围内,拉伸炉温度越高,光锥的锥角越小,光锥的透过率越高;反之,拉伸炉温度越低,光锥的锥角越大,光锥的透过率越低。
2)在同一光锥内,光线从光锥大端面入射的透过率要高于小端面入射的透过率。
3)在同一光锥内,不论光线从光锥的大端面或小端面入射,光锥的中心透过率都要高于光锥的边缘透过率。