增材制造用金属粉末质量研究
2021-03-21刘佩峰
刘佩峰
(中南大学 粉末冶金国家重点实验室,湖南 长沙 410083)
1 增材制造技术简介
增材制造(AM)是材料和制造科学研究中一个非常活跃的领域,有望改变“制造游戏”。AM可以为商业产品中的快速组件和系统设计变化提供最终的敏捷性/定制化,支持组件部分的整合和“不可能的”复合材料或结构。对于广泛使用的低成本原料的聚合物和聚合物基复合材料,高度灵活的AM平台正在迅速扩展,目前已广泛应用于小型和大规模的零件制造,例如,聚合物大面积增材制造(BAAM)已在大型结构上得到了证明,包括汽车和建筑物。尽管聚合物材料的技术壁垒已基本克服,但金属合金的增材制造仍然具有挑战性。
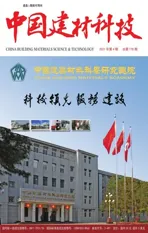
目前,用于制备复杂金属和合金的增材制造技术主要包括粉末床熔融(Powder bed fusion,PBF)与定向能量沉积(Direct energy deposit,DED)[1],如图1所示。PBF以高度聚焦的高能粒子束扫描粉末床,使扫描路径上的粉体材料熔融并结合为整体,逐层堆叠得到所需的三维实体。PBF的能量密度集中且粉末细密,粉末堆积无需刚性支撑,不仅可以精确高效地赋予金属与骨骼完美贴合的复杂外形,还可以根据需要制备出不同尺寸、形状和数量的内部孔隙,成为个性化金属的主要增材制造方法。在DED中,金属材料以粉末或金属丝的形式通过喷嘴输送,然后利用热能熔化。激光工程净成形(LENS)是用于直接能量沉积的最常见的商业工艺,该技术通过多个喷嘴提供了一种简单的多材料输送系统,且能够原位沉积和合成不同的材料。
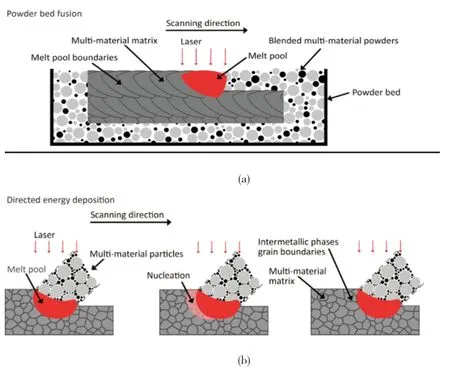
图1 粉末床熔融(PBF)技术(a)与定向能量沉积(DED)技术(b)
在所有这些AM技术中,给料粉末的首先要考虑球形粉末形状,以提高流动性、分层铺展和松散的粉末包装,特别是对于粉末床类型。而对于DED,只要粉体给料器能保持恒定的粉体进料率,可以接受粉体为碎片等不规则形状。具体的PBF工艺包括选择性激光烧结(SLS)、直接激光金属烧结(DLMS)和电子束熔化(EBM),所有这些都涉及粉末的高度局部熔化(通常)和“微焊接”熔化区的再固化。实际上,根据热源的穿透深度和扫描模式和速度,AM构建的大部分体积区域在AM过程中会经历多次熔化和再凝固循环。具体的DED工艺包括激光工程净成型(LENS)、直接金属沉积(DM3D)、激光沉积技术(LDT)和电子束增材制造(EBAM)。这些“吹粉”方法利用单个或多个粉末馈送器和激光(最常见)或电子束作为高度局部热源熔化一部分(通常为20%-30%)的注射粉末,以形成自由形状的物体[2],如图2所示。
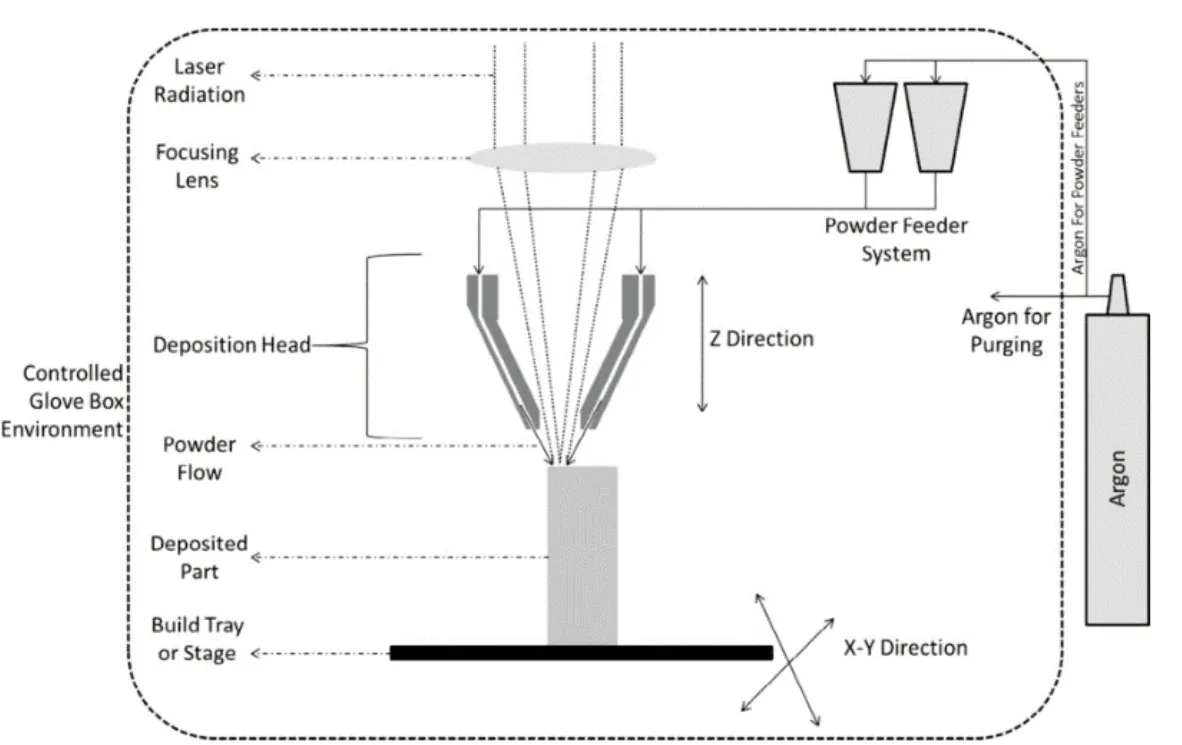
图2 激光工程近净成形工艺示意图
2 增材制造制件研究现状
2.1 制件缺陷产生的原因
目前关于AM工艺探索性的研究越来越多,然而关于增材制造制备的金属部件的微结构与性能之间的联系,特别是在极端环境或高应力和疲劳条件下的性能的机理研究是缺乏的[3-7]。AM制造工件常常出现力学性能退化的现象,这多与构件内部的残余应力和孔隙缺陷有关[8]。在一些现有的为铸造和锻件设计的合金中,AM处理会导致开裂或其他微观组织缺陷,这是由于在处理过程中不能抑制多余的夹杂物/析出物,且某些合金成分的蒸发导致成分控制不良[5-6,9]。为了克服这些挑战,开发更广泛的构建参数是可取的,例如,凝固温度梯度控制和增加针对AM加工的合金设计托盘。为加速对新合金设计的验证,实验合金应易于在建造试验中以负担得起的小批量高质量粉末原料获得。
2.2 增材制造粉末存在的问题
虽然有些缺陷发生在某个构建参数或与合金设计相关,可以最小化/愈合后加工,例如,热等静压(HIP)和/或退火,但许多缺陷与孔隙度的起源在于初始粉末原料的“质量”属性。由于结构中的空洞而造成的疲劳强度和断裂韧性的限制可能是AM生产的关键部件必须避免的最重要的微结构缺陷类型[9-10]。与粉末质量有关的缺陷包括大尺寸的内部孔隙。粉末直径的10%-90%来自截留雾化气体[11],这是最普遍的粗粒度粉末(粉末直径>70μm),一般用于EBM/PBF和LENS/DED。应注意的是,孔隙的尺寸非常小。由截留的晶间凝固(“微”)孔隙形成合金“糊状”区(液体+固体)范围。由于凝固速率较慢,这在较粗的粉末中更明显[12]。在AM结构中,还有一种存在较大孔隙度的原因是粉末附着在“卫星”或凸起上[13],这妨碍了平滑流动,并在连续粉末层的扩散过程中阻碍了粉末的均匀充填。表面杂质(如吸附的水蒸气)也会促进粉末团聚引起的铺展性缺陷和大尺寸[14]在AM构建中的孔隙率。这些大孔隙可能包含的捕获的氢来自物理吸附的水分子或化学吸附的氢氧[15]在AM过程中的分解。虽然这可能是生产后的粉末质量问题[15],但通常是由于在粉末储存或处理过程中大气控制不足造成的。
为了追溯截留雾化气孔缺陷的来源,有必要研究活跃的液滴形成机制,特别是在气体雾化(GA)过程中。如前所述[11,13,16-17],GA过程中都有许多类型的液体破裂机制发生在任何时间,可以根据雾化气体与熔融金属相互作用的能量学进行排序。在液滴冷却和凝固过程中,熔体破碎成液滴也会发生动态过程。熔体粘度急剧增加时也会发生断裂[11,16,18],特别是在糊状合金碎片或液滴凝固早期阶段。当能量最大的机制之一“袋状”裂解(见图3)在高气体速度下受到刺激时,熔化碎片(或大液滴)形成一个袋状薄片,向正常的气体流动方向扩散。该袋从其周围脱落小液滴,并可能粉碎成细液滴。还有一种情况是,如果粘度上升到足够的程度,薄片自身坍塌形成一个大的液滴(空心球体),其中有一个被困的雾化气体口袋。因此可以推断,为了抑制空心球的产生,应减少破裂过程的能量,以避免袋子破裂的操作,但这是难以实现的。

图3 在高气速下液滴形成的袋破裂机理的两种选择
2.3 增材制造用金属粉末的雾化技术进展
通过(典型的大直径)喷淋室的侧视口观察运行中的气体雾化器可知,沿喷淋室壁始终可见垂直向上的细粉流,这些细粉流继续将细粉送入再循环云中。通过试验开发的一种方法是使用直径较小(直径30μm)的喷雾室来抑制大部分细粉傀儡,这已被证明对所得到的粉末[19]的球形平滑度有显著改善。与抑制内部孔隙一样,这种抑制卫星的方法也面临相当大的挑战,包括避免“溅出的”颗粒过早地与喷雾室壁碰撞,特别是在产生更大的喷雾锥[20]的雾化过程中。除了改善粉末质量,目前认证的原料粉末成本过高、可用性有限,部分原因是需要特定、狭窄的粉末粒度分布。一般来说,对于激光熔化/PBF工艺,粉末的尺寸范围为+15mm/-45μm。通常规定,对于EBM/PBF工艺,粉末粒径通常为+45mm/-106μm,对于LENS/DED,粉末粒径通常为+45μm/-75μm。对于常用雾化方法生产的实验合金粉末(见图4),每批的粉末粒度过大或过小,如自由落体气体雾化约为80%-90%,会限制AM粉末的产量,并导致价格上涨[21]。如图4所示,值得注意的是,“旋转电极工艺”现在被称为PREP(见表1),以识别可控等离子熔点[22]的电流使用。目前,可用的气体雾化方案还包括电极感应熔化气体雾化(EIGA),这是许多粉末制造商[22]所采用的方法,特别是用于钛。EIGA从一个(低成本)大致圆柱形的合金锭开始,该合金锭在感应线圈内缓慢旋转,使其滴/流涎液通过自由落体气体雾化喷嘴熔化,同样产生一个宽尺寸分布(见表1),类似于图4中的GA[22]。
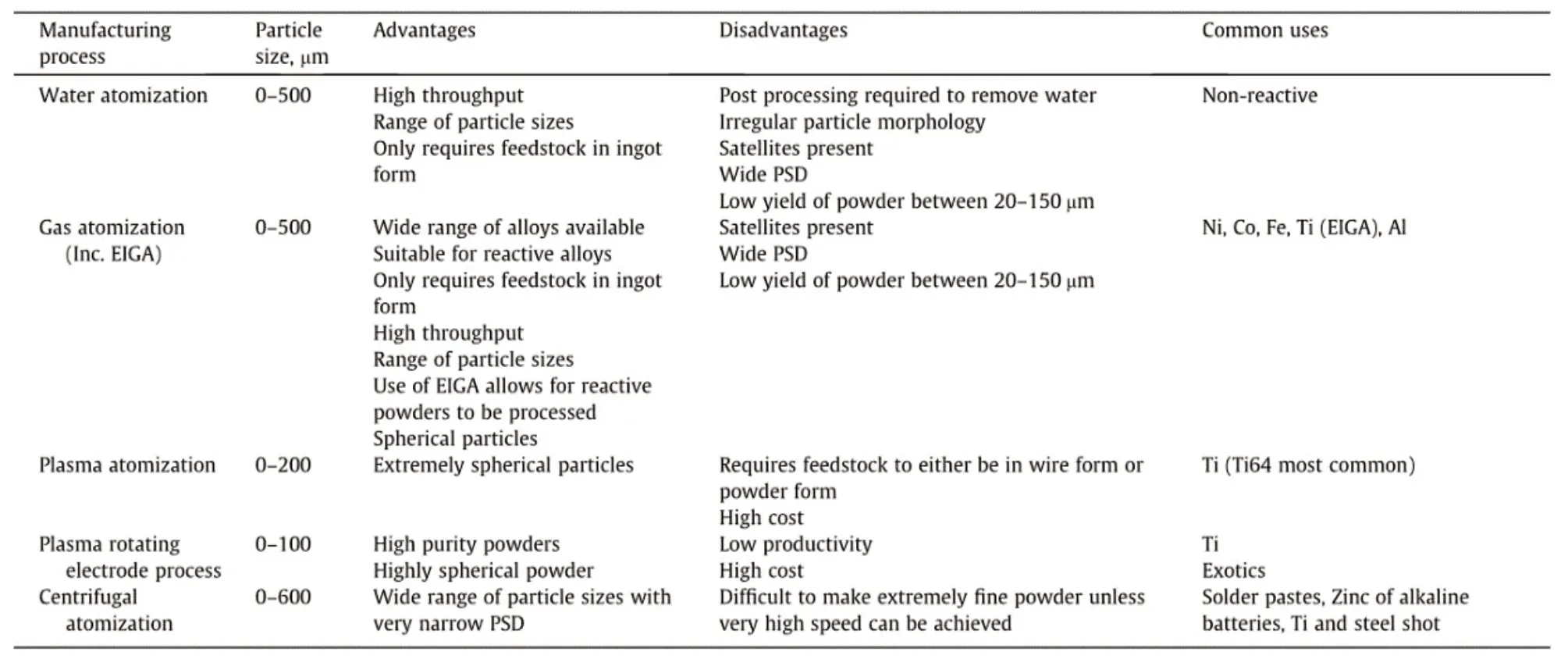
表1 粉末的生产工艺特点总结
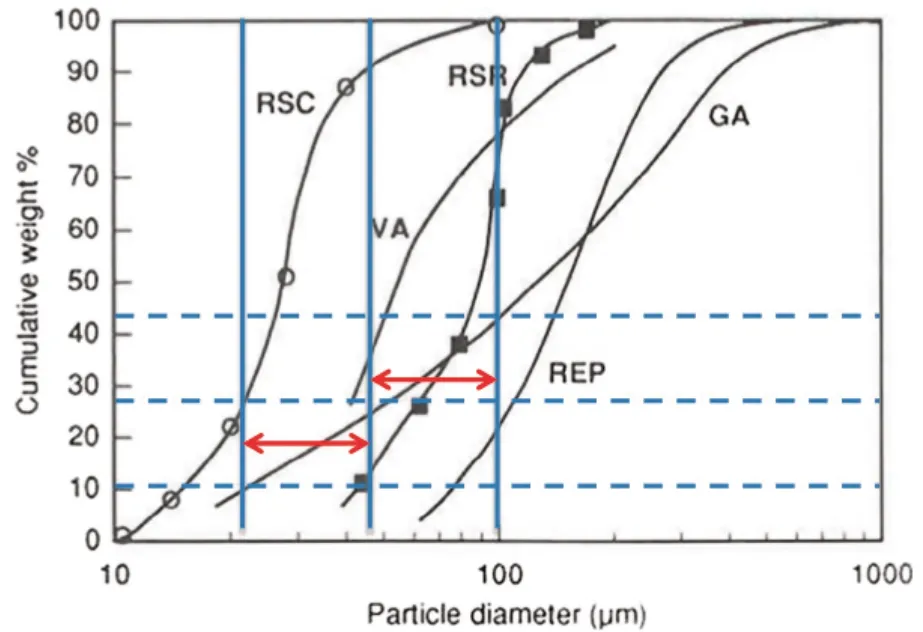
图4 快速旋转杯法(RSC)、真空雾化法(VA)、快速凝固法(RSR)、旋转电极法(REP)制备的粉末粒径分布曲线
一般来说,在最常用的PBF和DED工艺中,金属合金粉末在AM加工过程中发生的高度局域化的熔炼和再凝固对粉末流动不均匀导致的缺陷(主要是气孔)很敏感。这是由于粉末团聚或非球形状导致不均匀的包装或进料以及内部孔隙(滞留在粉末中),即使在多次再熔解循环后仍可能存在[2-3]。由于降低的机械性能和较低的抗疲劳性能,这种多孔性可能是使用寿命受到严重限制的核心问题,这对于在高温或腐蚀性大气等恶劣环境中的应用至关重要。需要注意的是,诸如LENS等定向能量沉积工艺对非球形粉末的敏感性较低,这取决于所使用的粉末输送器和载气中的粉末负载,在载气中,即使破碎的颗粒也可以顺利地送入激光熔化区[22]。由于粉末尺寸范围和质量要求,有限数量的金属合金已通过AM处理,这极大地限制了在各种金属合金应用中采用AM技术的速度。此外,许多PBF和DED类型的AM设备制造商增加了“合格”原料粉体的供应压力(和成本),提供自己的粉体(见表2)用于自己的AM机器,使其能够在担保[2]下运行。这种粉末使用限制制约了AM系统供应商提供的粉末类型的多样性,使AM界对专为熔体AM设计(和认证)的合金粉末的需求受到约束。
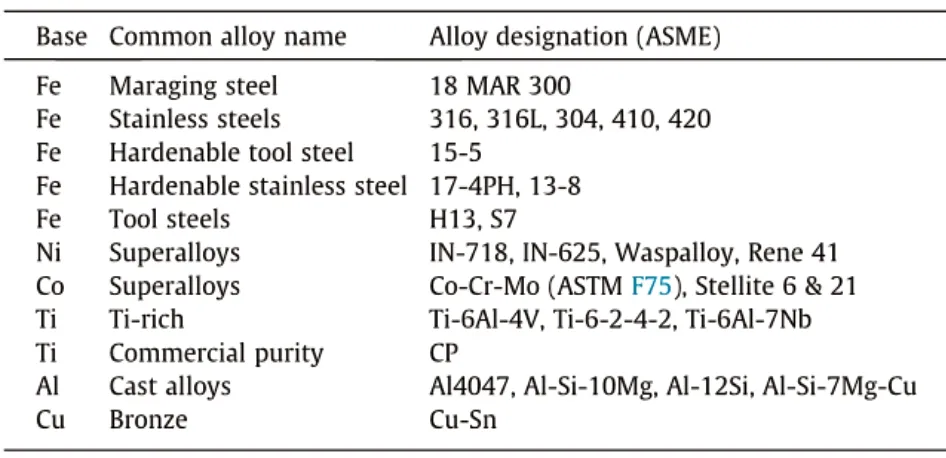
表2 AM系统供应商提供的预合金粉末
在AM结构中抑制保留的孔隙对许多技术来说都是一个重大挑战,而在构建后的热等静压(HIP)已成为封闭某些类型孔隙的常用方法。但不足的是,HIP对于AM构建中遇到的一种典型的大球形孔隙并非有效,特别是对于由EBM/PBF和LENS/DED的直径大于50-70μm的气体雾化粉末制成的构建。由于在普通AM装置中很难消除残余气孔,因此,减轻这种气孔的最佳方法似乎是抑制原制粉过程中雾化气体的截留。这种抑制需要使用一种替代的雾化机制,该机制的能量比被描述为较“袋破裂和崩溃”更低[11]。这是一种有效的方法,以产生更大的液滴与捕获内部的气孔(见图3),在凝固后成为更大的粉末。图5和图6显示了具有典型的内部孔隙率的商业气体雾化粉末的例子,其中来自供应商A的28%的粉末(183/653)和来自供应商B的21%粉末(121/575)有明显的气体捕获。
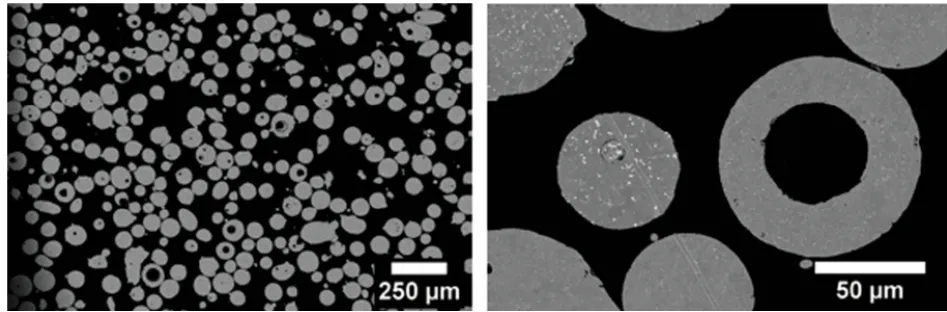
图5 来自A供应商的45-106mm范围内惰性气体雾化的MAR-M-247粉末的扫描电镜背散射成像(分别显示在低和高倍放大下抛光的截面)
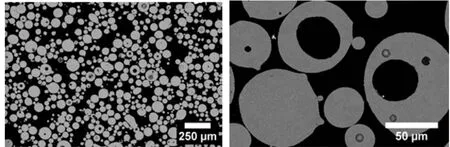
图6 来自供应商B的45-106mm范围内惰性气体雾化的MAR-M-247粉末的扫描电镜背散射成像(分别显示在低和高倍放大下抛光的截面)
3 粉末缺陷产生机制
如文献[13,16-18]所述,有几种韧带和直接的液滴形成机制会导致不稳定性和液滴夹紧,而没有任何明显的机会捕捉雾化气体。然而,如何开发气体雾化结构和参数以促进这些低能量的液滴形成机制,同时避免袋破裂和崩溃,仍是一个挑战。在图5中,只有4%的粉末(13/304)有明显的截留气体,通过使用动能降低的雾化气体,气体雾化试验在抑制内部孔隙方面取得了一些进展[19]。
与球形粉末内部通常存在的气体孔隙不同,周围的卫星粉末在重力诱导下从漏斗(霍尔或卡尼)流出,当由粉末进料器的细管中的载气推动时,或者当通过辊或“刮刀”在受控高度的粉末床上作为新层铺展时,会遇到缺乏平滑、连续“流动性”的问题。如果不注意调整扫描参数以解决这种类型的不均匀粉末堆积,贫区和聚集的空隙空间都可以促进AM构建结构中残留孔隙的形成。当然,对构建参数的任何额外调整都可能导致构建速率变慢,这通常是无益的,推动了抑制气体雾化粉末上的卫星粉的目标。图7显示了商业气体雾化粉末样品,其在低放大率下看起来是相当球形的,但是在高放大率显微照片中具有明显的卫星投影群。在艾姆斯实验室中试规模的气体雾化系统的狭窄喷雾室(30厘米内径)内生产了一批非常相似的合金试验后,对雾化粉末的扫描电镜分析(见图8)表明,在该试验中卫星装饰大大减少[19]。或许很容易将图8中粉末的高度球形归因于限制外部再循环流动效应的艾姆斯实验室系统的狭窄喷雾室,但是两种卫星形成机制仍然可以运行。因此,必须对喷雾室设计和试验的影响进行更多的建模,以验证结果,从而完善卫星球抑制效果。

图7 来自供应商A的惰性气体雾化MAR-M-247粉末的二次电子成像扫描电镜显微照片,尺寸范围45-106μm(分别显示低和高放大率下的粉末外表面)
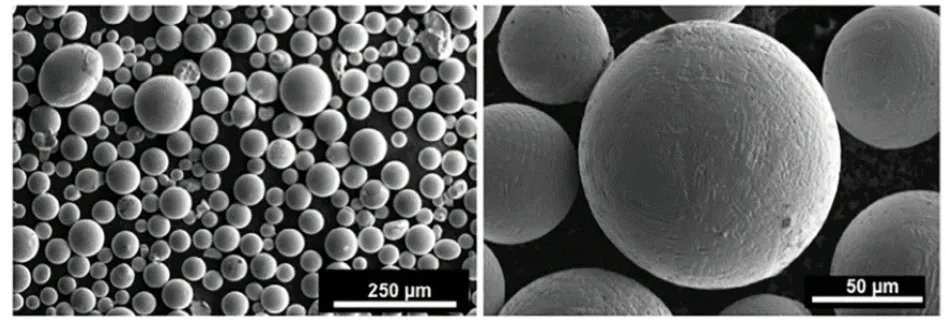
图8 氩原子化MAR-M-247(成分略有改变)实验粉末在45-106μm范围内的二次电子成像扫描电镜显微照片(分别显示低和高放大率下的粉末外表面)
4 展望
目前的金属增材制造技术缺乏足够的基础工艺知识和控制,导致制造具有一致的预期性能和结构特征的产品的可重复性不足。此外,增材制造需要对不同形式的原料进行标准化材料测试技术的基础研究,以更好地理解对最终零件质量的影响:1)原料粉末尺寸范围和尺寸范围内的尺寸分布;2)粉末形状(接近理想球形);3)粉末表面条件(通常为氧化物厚度);4)粉末合金成分。定义粉末原料特性之间的关系及其对质量和性能的影响将使材料供应商和原料粉末生产商能优先考虑对其粉末加工方法进行必要的改进。原料粉末的这些改进可以提高增材制件的可靠性和一致性,并加速新材料的开发,使这些部件成为现实。粉末气雾化仍需进行大量试验实验研究,以将这种金属粉末生产的高通量方法转化为高效生产高质量粉末的精密工艺,从而满足金属粉末原料的需求。这种真正“智能”的粉末制造需要基础工艺研究的进步,以提高紧密耦合的气体雾化喷嘴和雾化喷雾室设计的技术水平。工艺研究目标应包括模拟和试验验证熔体预成膜和破碎机制,以促进液滴尺寸均匀性,并抑制雾化气体作为内部孔隙的捕集。此外,喷雾室再循环模式的计算和试验应允许设计减少或消除卫星粒子形成的装置或修改。喷雾室内冷却过程中液滴温度演变的测量和建模应指导活性气体添加剂的放置,以实现有效的粉末钝化而不会过度氧化。通过成功完成旨在大大提高气体雾化粉末质量和粉末生产的精度和效率的一系列关键加工研究任务,可以促进粉末冶金的持续快速发展。其他基于粉末或喷雾的先进制造方法也可以从这些研究成果中受益,推动下一波传统和先进材料的可持续制造技术。