甲醇制烯烃装置外取热器磨损分析与优化设计
2021-01-23王冬冬苟荣恒
王冬冬,高 婷,苟荣恒,何 源
(神华新疆化工有限公司,新疆 乌鲁木齐 831400)
目前工业化的几种甲醇制烯烃(MTO)工艺均采用连续反应-再生的气固循环流化技术。MTO工艺过程是典型的热量平衡过程,即反应和再生烧焦过程释放的热量与热工系统所需的热量相互平衡。
外取热器在MTO工艺热量平衡过程中起到了关键作用。 外取热器和再生器(或反应器)通过催化剂循环管线连通,其内部设置多组垂直管束;热的催化剂从再生器(或反应器)中引入外取热器,和取热管接触换热后返回再生器(或反应器)。
外取热器运行过程中, 取热管束受催化剂磨损、操作工况及结构设计等因素影响,管束存在故障率高、使用寿命短及检修难度大、费用高等问题。现有技术主要是定期在停工检修期间,利用检测技术对换热管测厚,根据减薄程度更换取热管束。 本文根据某厂MTO装置外取热器运行和检修情况,对其内部床层流化状态和缺陷原因进行分析,通过优化结构设计以延长管束使用寿命。
1 外取热器故障分析
1.1 外取热器介绍
某厂MTO装置再生器外部设置一台返混式外取热器,如图1所示,2010年8月投用。 2014年检修期间,因催化剂斜管、管束磨损严重和局部衬里脱落,已不能满足装置长周期稳定运行的要求,需整体更换。 上述外取热器采用返混式结构,其与再生器之间只有一个接口,再生器内热催化剂由催化剂入口进入取热器,热催化剂被冷却后经入口返回管进入再生器;冷却介质为除氧水,除氧水进入取热管的内管,然后自下而上进入与外套管间的环隙,汽化吸热。 外取热器技术参数见表1。
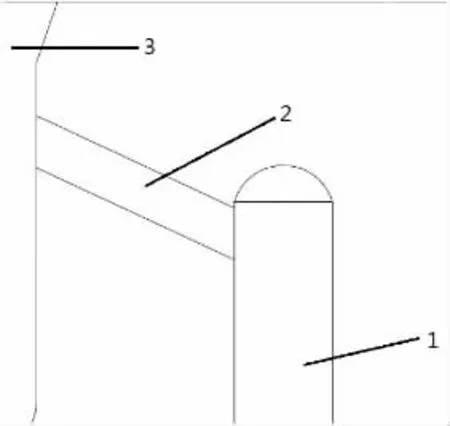
图1 外取热器简图

表1 外取热器技术参数
1.2 故障临时处理措施
装置运行过程中,外取热器斜管上部经常出现热点,热点温度350 ℃左右,多次发生外取热器斜管被磨穿、催化剂泄漏故障,且均发生在斜管和外取热器连接接口上部靠近焊缝处。 在检修时发现,外取热器入口斜管锚固钉被破坏,斜管上部隔热耐磨衬里被掏空,器壁被磨穿,管束磨损严重,如图2。
针对发生故障的严重性,分别采取了以下措施进行应对:(1)在装置日常运行中加强管理,每班次巡检过程中对热点进行监测并实时记录,以防热点扩大引起生产安全事故,并建立数据库,为制定检修计划提供依据;(2) 对出现的热点采用压缩空气在器壁外部吹扫降温的方法, 以减缓器壁磨损速度;(3)斜管被磨穿和催化剂泄漏,采取带压堵漏补焊钢板或包盒子的方法处理;(4)检修期间,因入口斜管锚固钉连接被破坏,斜管上部隔热耐磨衬里被掏空,器壁被磨穿,管束磨损严重的,设备整体更换。

图2 外取热器磨损情况
1.3 故障原因分析
1.3.1 外取热器自身因素
(1)由于外取热器壳体内部换热管排布通常比较紧密(换热管所占横截面积可占外取热器筒体横截面的30%~50%), 从斜管进口流入的催化剂颗粒不可避免地会对换热管造成冲刷,长时期就会造成换热管冲蚀磨损甚至穿孔;尤其当催化剂进口位于密相床层以上的稀相空间时,这种冲蚀更为严重。
(2)另一方面,由于密集排列的换热管强化了流化床的壁面效应,限制了颗粒的横向扩散,致使进口侧的热催化剂颗粒很难均匀分散在整个外取热器横截面上;再加上外取热器颗粒出口和进口在同一位置,很容易使热催化剂颗粒在进出口位置形成短路, 造成进口侧附近的换热管取热负荷过大,而远离进口侧的换热管取热负荷过小。 取热负荷大的换热管很容易形成干烧, 使局部壁面温度过高,甚至可能超过换热管钢材的受热极限,造成换热管材料失效和爆管泄漏事故。
(3)换热管取热负荷不均匀的另一个危害是可能造成换热管拉裂。 由于外取热器底部换热管末端一般都设有导向支架, 用以限制换热管的径向位移,起到减振作用,但这样也限制了换热管之间沿外取热器高度方向的相对位移。 当换热管热负荷不均匀时,由于管壁温度不同,各换热管的膨胀量将会不同。 如果导向支架设计的膨胀余量不够的话,势必会拉伸或压缩个别换热管。 情况严重时,很可能在换热管、导向支架的薄弱处形成断裂,造成局部换热管的失效。
1.3.2 催化剂冲蚀
外取热器内部催化剂床层达到稳态时,床层分布从下到上依次是密相段、过渡段和稀相段,催化剂入口位置处于床层稀相段[1,2]。 再生器内部的催化剂通过催化剂入口斜管进入外取热器,首先和入口侧取热管接触,对取热管产生冲刷磨损[3],而入口相对侧位置催化剂较少,对取热管磨损少。 从现场拆下的外取热器管束的破坏程度也证实了这一点,催化剂入口换热管的冲刷较为严重。 结合催化剂流向分析,说明催化剂入口侧管束受到了较严重的冲蚀作用,破坏主要来自催化剂冲刷磨损和偏流。
1.3.3 取热温度波动大
根据文献[4],在外取热器不同位置上设置测温点,分布于催化剂入口和催化剂入口相对侧,得到表2结果。 可以看出,在催化剂入口侧温度变化比较明显,而在相对侧,外取热器管壁温度变化不明显。

表2 外取热器内催化剂温度分布表
再生器的正常工作温度660 ℃左右, 但是在日常操作中再生器温度在600~720 ℃之间波动, 进而导致外取热器温度变化大, 使衬里急剧膨胀和收缩,衬里就很容易产生裂纹,并且会越来越大。 由于锚固钉和衬里材料导热系数相差大,高温引起锚固钉变形,到了一定程度,会导致衬里开裂,开裂的衬里也会很快被介质冲刷并掏空。
1.3.4 结构设计不合理
(1)斜管底部松动风喷嘴结构设计不合理。 当催化剂流速小时,催化剂分层流动,互不混合,在此状态下,管壁磨损程度是相同的。 随着催化剂流速逐渐增加, 催化剂的流线开始出现波浪状的摆动,摆动的频率及振幅随流速的增加而增加,此状态下会对部分管壁产生磨损,但不集中于一处。 当催化剂流速增加到很大时,流线不再清晰可辨,管道中有许多小漩涡,层流状态被破坏,这时的催化剂作不规则运动,在催化剂与斜管上管壁的接触区域产生漩涡。 在外取热器斜管底部,设计有两组垂直布置,开口正对焊缝接口松动喷嘴,由于再生器的工况压力0.08 MPa,远小于松动风压力,松动风的布置有利于斜管上部涡流的产生。
(2)未设计脱气线。 外取热器入口斜管是催化剂的入口,又是气体返回口,按照设计理论,前者依靠自身重力从斜管下部通过, 后者从斜管上部通过。 在实际操作中由于偏流和过渡区的同时存在,致使斜管催化剂入口处介质流动状态十分复杂,逆向的烟气使催化剂的流动趋于快速无固定方向,极易将衬里掏空,进而损坏器壁。
(3)衬里质量问题。 衬里养护和烘干质量的好坏,对衬里使用性能的影响极大。 在衬里养护和升温阶段,脱表面水温度要保证在150 ℃,脱结晶水的温度要保证在350 ℃,并且操作要平稳。若脱水温度不够、时间不长,很容易导致衬里脱落、鼓包和出现裂纹。
2 外取热器优化措施
2.1 优化工艺操作
在装置运行过程中,不断优化操作工艺,特别是在开停车过程中, 为确保设备衬里的完好性,严格按照衬里烘衬曲线进行反应再生系统设备升温,防止因温升过快导致衬里损坏。
2.2 优化设计
(1)催化剂斜管底部松动结构采取水平布置形式。 为了防止松动风在外取热器斜管上部形成涡流,加速衬里的磨损,将斜管底部的松动风结构改为水平布置,如图3所示。
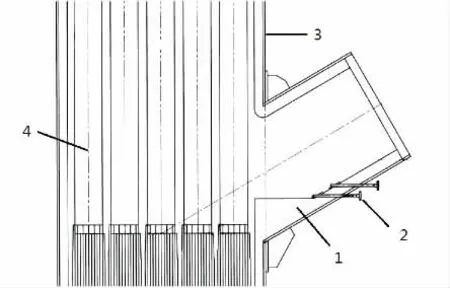
图3 松动风结构布置
(2)设置防冲蚀结构。 在斜管入口处,为防止管束受迎面来的高温催化剂的冲刷磨损,在外取热器斜管催化剂进料入口正面管束上加设了防冲蚀衬里结构,如图4所示。
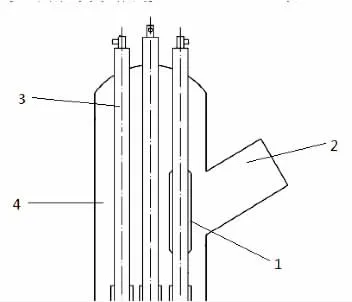
图4 外取热器防冲蚀衬里结构
(3)增设脱气线。 在实际操作过程中,下行的催化剂遇到上升的气体时,气流状态十分复杂,特别在催化剂进出口处催化剂的流动呈紊乱状态,逆向的烟气易使催化剂产生涡流对衬里产生磨损,因此在外取热器顶部设置脱气线, 将气体和催化剂分开,防止了催化剂对衬里的磨损,如图5所示。

图5 外取热器顶部设置脱气线
2.3 衬里施工质量管控和运行维护
在设备的过渡段、异形结构和流体方向压力剧变的部位,锚固钉应适当地加密;龟甲网和衬里挡板的连接处应设置固定挡板;对穿过衬里的接管或构件包裹陶瓷纤维纸;衬里接口处的质量应严格控制,确保焊缝处衬里质量,做到圆滑过渡;在衬里施工完毕后要保证表面平整,检查衬里质量合格[5]。
新衬里的养护和烘干对日后的运行安全影响很大, 烘衬阶段一定要确保150 ℃和350 ℃分别脱除表面水和内部结晶水,并且两个阶段要平稳缓慢进行。 在后续的联合升温烘衬过程中,应针对外取热器和反应再生两器的具体结构制定相应的烘衬方案,利用调节主风机风量和外取热器放空等方式确保烘衬合格[6]。
2.4 合理调整外取热器床层高度
根据文献[7],取热管的传热系数随表观气速增大呈先增大后减小,峰值点一般位于0.4 m/s。 这一趋势和床层从鼓泡到湍动的流域转变密切相关,工业操作中可以选用床层的起始湍动速度作为最佳操作气速。 由于中心区域气泡和颗粒更为强烈的运动,因此中心处取热管的传热系数显著高于边壁区域取热管的传热系数。 和床层中心稀、边壁浓的床层密度径向分布相对应, 随着床层高度的不断降低,取热管传热系数呈现单调下降的趋势。 这一方面表明稀相区对器壁面传热影响很小,另一方面也表明调节料面高度是调节外取热器负荷的一个有效手段。 即通过减小密相区床层高度,使料位以上的催化剂呈分散相,提高传热系数,同时也减少管束磨损。
2.5 加强维护措施
从装置投入运行开始,操作人员应摸索出外取热器最合适的料位高度、气体流量等相关参数,确保外取热器操作平稳。
在装置运行中, 制定严格的热点检查制度,对于外取热器的易磨损部位应着重检查。 检查可通过测温枪与手持式红外成像仪相结合的方式进行,实践表明,红外成像仪是MTO装置反再系统器壁热点检查十分有效的工具。 检查的结果应详细记录,为日后检修的分析做准备,对于出现的热点应采取必要的补救措施如带压补焊等。
3 结论
通过对比分析改进前后外取热器的运行状况,采取减少催化剂涡流、催化剂入口换热管加强和线速控制等措施均有利于降低外取热器磨损,主要结论如下:
(1)在装置开工过程中严格按照设备衬里材料要求的烘衬曲线进行升温, 特别是150 ℃和350 ℃恒温阶段,恒温时间不少于24 h;停工阶段要缓慢降温,避免温降过快;合理的温度控制是降低设备衬里损坏的重要措施。
(2)运行实践表明,对外取热器正对催化剂入口斜管位置换热管,采用防冲板或防冲蚀衬里结构可以有效保护换热管,防止换热管冲刷磨损。
(3)脱气线的设计和松动风结构的改进,可以降低外取热器催化剂入口斜管处气固杂乱的流动状态,减缓斜管衬里的冲刷。
外取热器衬里磨损预防措施已比较成熟,但针对管束磨损研究相对较少,后期应将研究的重点向管束磨损延伸,特别是外取热器中催化剂床层分布对管束磨损的影响。 外取热器的运行状况直接关系到装置的稳定运行,需要不断根据工艺情况摸索以改进设备的不足。
