重油催化裂化装置双动滑阀及防冲刷短节衬里脱落原因分析及改进措施
2021-07-16王聪
摘要:双动滑阀安装在再生器烟道上,用来控制再生器压力。由于烟机的存在,双动滑阀开度较小,烟气通过双动滑阀后形成紊流,流速高,对衬里造成冲刷,因此衬里的质量是设备长周期平稳运行的关键。
关键字:催化裂化;双动滑阀;衬里;冲刷
双动滑阀主要由节流锥、阀座圈、导轨、阀板及执行机构组成,阀内有两块向相反方向移动的阀板,滑阀内衬有隔热耐磨衬里。安装在再生器烟道上,通过控制排除再生烟气流量大小来控制再生器压力。双动滑阀是催化裂化装置的重要设备,其运行状况关乎到装置的长周期平稳运行。
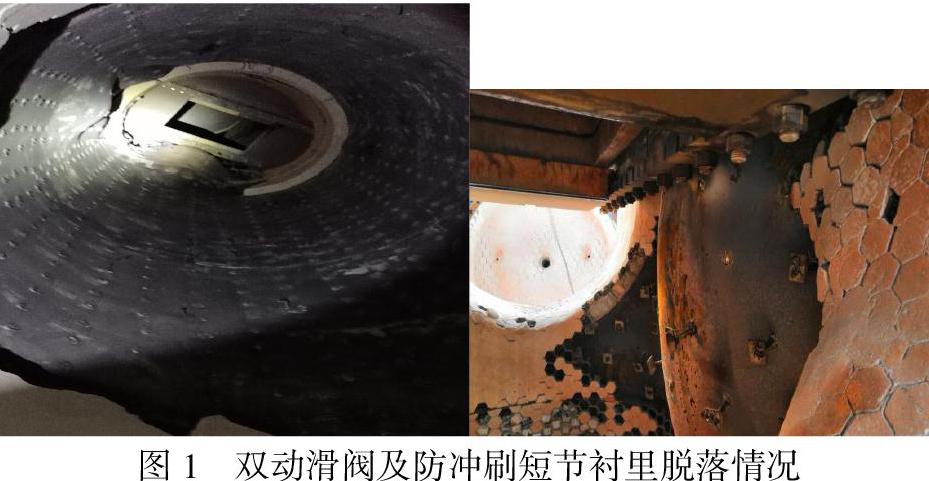
某重油催化裂化装置采用冷壁式双动滑阀,在开工后,双动滑阀与防冲刷短节接缝处出现超温情况,紧急进行焊接盒子处理,并在盒子内通入蒸汽进行降温。运行一段时间,双动滑阀阀体及防冲刷短节先后出现超温情况,对双动滑阀及防冲刷短节进行焊接盒子处理,并在盒子内通入蒸汽进行降温。运行一年后,对其进行检修时发现,双动滑阀及防冲刷短节的衬里全部脱落,阀体严重变形,如图1。由于双动滑阀制造周期长,紧急更换一台存放了2年的双动滑阀,在开车运行1个月后,阀体出现超温情况,对超温部位贴焊304H材质护板,运行1年情况良好。
1. 双动滑阀及防冲刷短节衬里脱落原因分析
1.1由于烟机的存在,正常生产时,双动滑阀开度较小,再生烟气在阀板后形成紊流,流速升高,对衬里造成冲刷。
1.2衬里材料质量不合格。衬里材料存放时间长,超过了衬里材料有效时间。使用的衬里材料级别与设计不符。
1.3施工质量不合格。
1.3.1锚固钉、龟甲网焊接质量不合格。锚固钉与器壁之间没有满焊,龟甲网与端板焊接长短不够,龟甲网拼接处焊接不牢固,导致龟甲网受应力直接脱落。龟甲网拼接处网孔面积不符合规定,衬里附着力降低,造成衬里脱落。
1.3.2衬里搅拌不规范。未严格按照衬里使用技术条件规定进行加水。搅拌时间不足,搅拌不均匀,搅拌好的衬里未在规定时间内使用完。
1.3.3龟甲网内衬里填充不实,存在空鼓,在热应力等因素的作用下,网孔中的耐磨衬里混凝土块容易松动或脱落。[1]
1.3.4未严格按照升温曲线进行烘衬,衬里中的游离水和结晶水未脱除净,正常生产时,将会产生水崩,衬里容易出现裂纹。
1.3.5衬里静置养护时间不足,就进行搬运或运输,對衬里造成损伤。
1.4烘衬后设备存放时间较长,衬里出现粉化,强度降低,受到冲刷后极易脱落。
2.改进措施
2.1严把衬里材料、锚固钉、龟甲网质量关。检查衬里材料质量证明文件,检查生产日期及有效期,核对衬里级别是否与设计一致。对锚固钉、龟甲网等材料进行光谱分析,确认材质符合规范要求。
2.2规范现场施工管理,严格按照规范执行,成立衬里施工质量监督小组,对现场施工情况时时监督检查。
2.2.1加强衬里构件焊接质量控制,增大锚固钉排列密度,确保锚固钉、端板、龟甲网间焊接接头的可靠性。合理预留接缝,最大程度保持龟甲网的完整性,使龟甲网与衬里挡板完整拼接、牢固焊接在一起,并且紧贴挡板。也可在龟甲网接头处加焊钢带,增大龟甲网间的抗拉脱力。
2.2.2施工前,对衬里用水进行化验,保证酸碱性和洁净度完全符合要求。施工时对水进行pH检测。严格按照衬里产品技术规定的加水量进行加水。进行强制搅拌,并搅拌均匀。搅拌好的衬里料必须在规定的时间内使用完,严禁二次加水搅拌。每个龟甲网网孔内要一次填满并捣实。[2]
2.2.3烘衬时,严格安装升温曲线进行升温,每个小时对温度进行记录,手绘升温曲线,计算升温速率,与升温曲线进行核对,若出现偏差及时调整。将烘衬温度提高到510℃,使结晶水和游离水完全脱出。
3.结束语
隔热耐磨衬里不仅能保护设备本体不受催化剂冲刷,延长设备使用周期,还能降低壁温,减少能量损失,降低装置能耗。隔热耐磨衬里施工质量直接决定设备运行状况,关乎整个装置的长周期平稳运行。
参考文献
[1] 唐震,古心文.催化装置各(类)部位衬里损坏原因及修复.工程技术,2016年第68期;
[2] GB 50474 隔热耐磨衬里技术规范.
作者简介:王聪(出生于1987年11月21日),男, 2010年毕业于大连理工大学过程装备与控制工程专业,获学士学位,现就职于中国石油天然气股份有限公司辽阳石化分公司,中级工程师.
(中国石油天然气股份有限公司辽阳石化分公司 辽宁 辽阳 111003)
