风洞试验用大型高压气罐的设计
2021-01-10赵文学王帆黄卢太杨益光刘波
赵文学,王帆,黄卢太,杨益光,刘波
(重庆水泵厂有限责任公司,重庆 400033)
1 大型高压气罐的要求综述
在2019 年初,公司获得一个大型高压气罐(以下简称:气罐)的订单,体积23 m3,设计压力35 MPa,2 台,总体积为46 m3,用于风洞研究。该设备属于用户的关键部件,是研究中的“动力源”设备;设备的使用工况要求高,使用压力32.5 MPa,属于高压设备;设备体积大,质量重,单体设备就多达96 t,制造的难度极大。
2 气罐的工况介绍
风洞实验的主要项目有测力实验、测压实验、传热实验、动态模型实验和流态观测实验;测力和测压实验是测定作用于模型和模型部件的气动力。
该气罐主要是储存足够多的高压气体,在使用时,先通过电动减压阀转为中压空气,储存于中间管路上的中压储气罐,再减压到风洞实验所需要的压力,通过分气缸的多个接管来供气和提供需要的流 量。
高压气罐内部介质是压缩空气,立式安装,室内使用,属于间歇式使用,主要作为压缩空气的储存和缓冲,这个设备是串联在气体管路上,首先压缩机对高压气罐进行充气,当气罐内部压力升到32.5 MPa 时,停止供气;当后边试验时出气口对外输出,同时前边的压缩机还可不停地输入和补充,故这个设备属于储存和缓冲两种功效,单个体积为23 m3,总高度要求10.5 m 以内,正常存储压力为32.5 MPa。高压气罐的主要的设计参数见表1。

表1 高压气罐的设计输入参数Table 1 Design input parameters of high-pressure gas tank
3 气罐总体设计需要考虑的地方
设计上:对用户的设计使用寿命长(20 年)的一些严格要求,一直贯穿整个设计过程,从选材、强度计算、结构设计、制作工艺、吊耳设计、吊装方法、热处理、人孔设计等,把每一步都考虑清楚、周全。设计中主要考虑的位置和结果如表2 所示。
4 气罐总体结构尺寸设计
根据用户的设计要求,按照相关的法规和标准进行设计,设计压力35 MPa,按照专用软件SW6—2011,分别计算出主要受压元件的厚度,设计出来后的主要参数如表3 所示,高压气罐的主要结构尺寸如图1 所示。
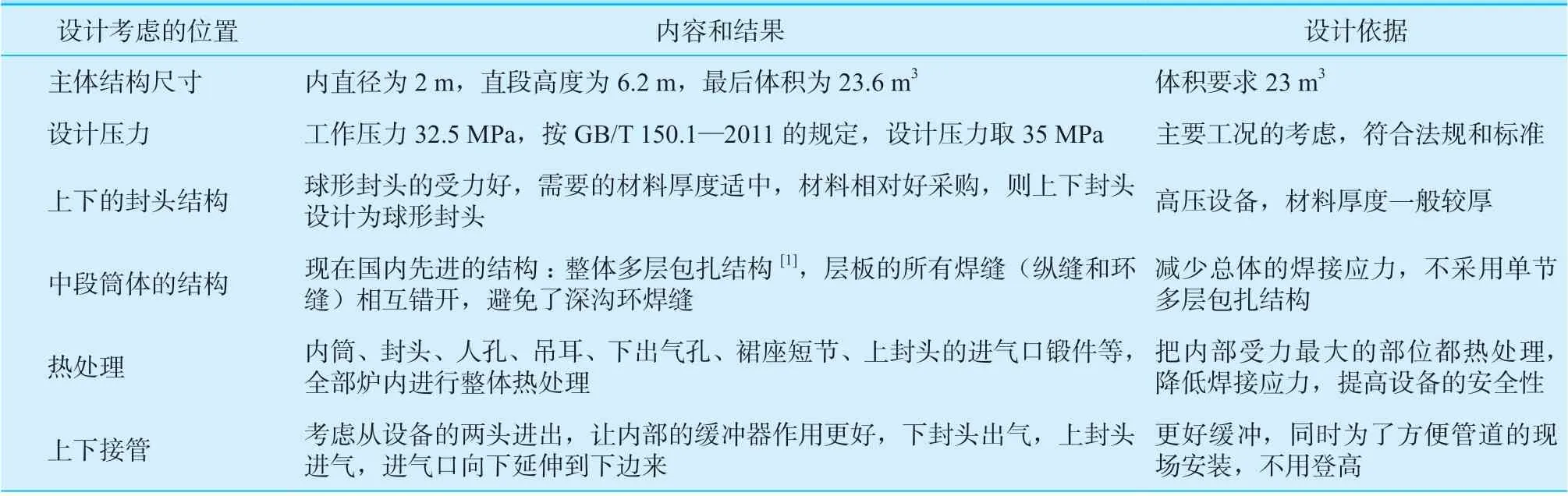
表2 设计中主要考虑的位置和结果Table 2 Main positions & consequence considered in design

表3 设计后的主要参数Table 3 Main parameters after design
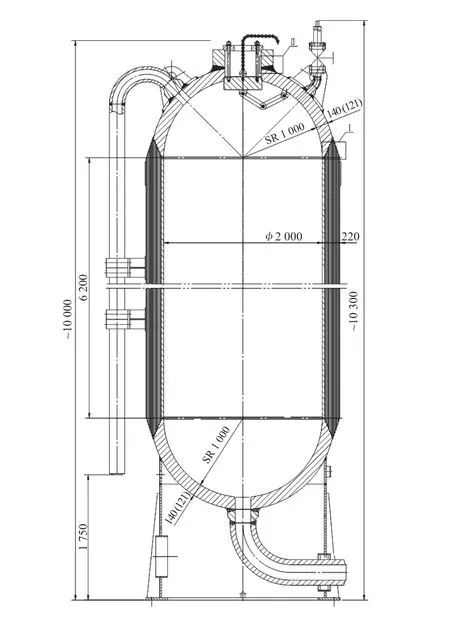
图1 高压气罐的主要结构尺寸Fig.1 Main structural dimensions of high-pressure gas tank
4.1 气罐的多层筒体与封头的焊接结构设计
筒体部分采用整体多层包扎结构,多层圆筒与封头的连接,见图2。没有深沟环焊缝,环焊缝相互错开,焊接应力分布均匀,总体焊接应力小。每个多层筒节的层板上两侧应加工检漏孔φ6 ~10 mm,即是焊接时的放气孔,同时也是设备使用时信号孔。
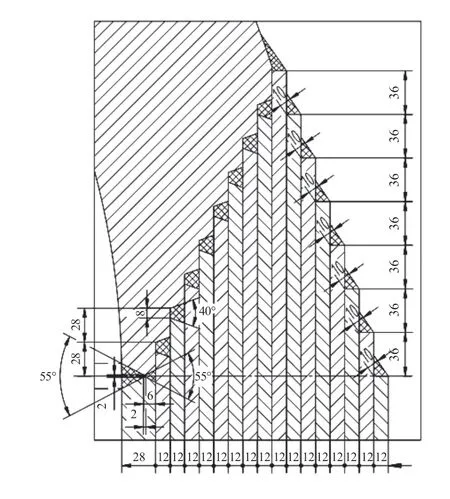
图2 高压气罐的层板与封头的焊接结构Fig.2 Welding structure for laminate & dish head of highpressure gas tank
4.2 气罐的人孔与封头的焊接结构设计
采用安放式接管结构[2],焊接后内孔精加工镗出,可以去除根部的缺陷,保证没有未焊透,结构见图3。特别注意的是,球形封头成形和热处理回厂后,需要对封头这个焊接位置先进行100%的超声检查后再焊接,防止此处的材料分层。
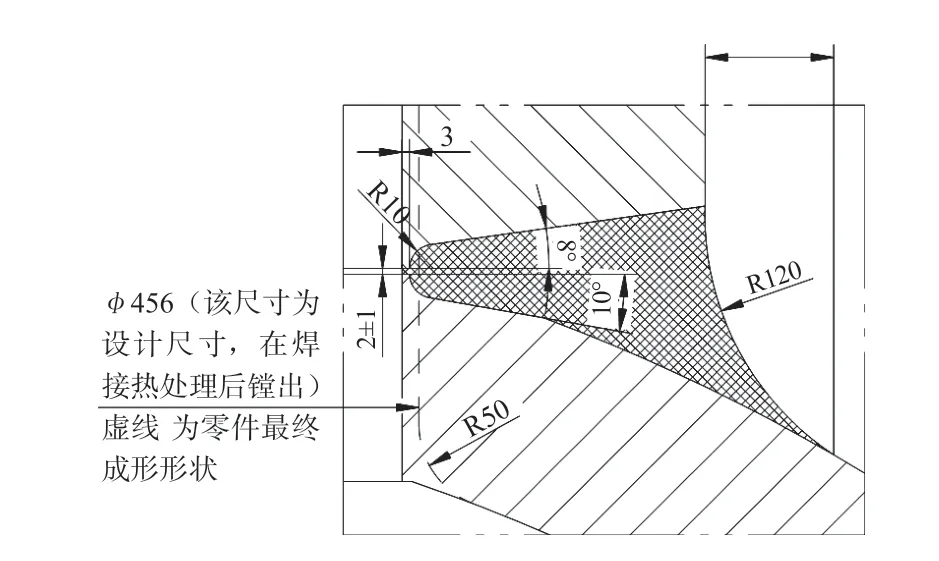
图3 人孔与封头的焊接结构尺寸Fig.3 Dimensional welded structure of manhole & dish head
4.3 人孔盖采用不锈钢堆焊结构的设计
人孔为设备在使用中检修人员进出的通道,也是特种设备在用检查时的检查孔;人孔采用内压式的结构,压力越高,密封越可靠;在人孔盖和人孔内部配合的两处密封面,上下分别堆焊不锈钢,见图4,保证这个大型设备在设计使用寿命20 年中,不会因为主体是碳钢的原因而锈蚀,堆焊处保证精加工后的不锈钢层还有5 mm 的耐蚀层,并且在密封面上还加工了两道0.3 mm 深的水线,来帮助垫片的密封。另外在人孔盖的下边,还设计了一道O 型圈的密封,帮助最初充气低压时的密封。
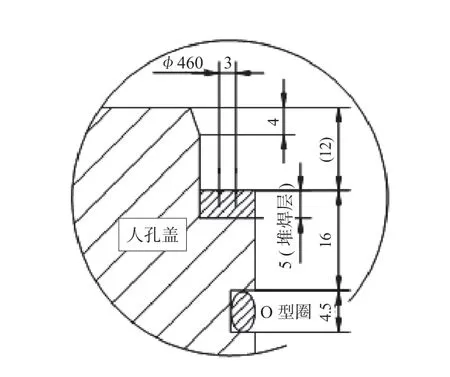
图4 人孔盖堆焊不锈钢Fig.4 Built-up welding of stainless steel for manhole cover
5 气罐的材料选择和设计
主体材料采用国内最常见的低合金钢Q345R,力学性能好,焊接性好,价格适中,容易采购,综合的性价比高;材料的采购上,主要难点是封头材料的采购,厚度达到了140 mm,需要钢厂的专用定轧板,需要的要求高(热处理状态-正火,逐张进行超声检测,UT-Ⅱ级合格,标准NB/ T 47013.3—2015)。
人孔和接管的锻件选用NB/T 47008—2017 的Ⅲ级锻件;内筒体的材料热处理状态-正火,逐张进行超声检测,UT-Ⅰ级合格。主要的材料要求见表4。

表4 主要材料要求Table 4 Main requirements for material
6 气罐的无损检测设计
该设备的直径大、压力高,焊缝的无损检测能够保证焊缝的内在质量。焊缝有主体的A、B 和gB的对接接头,还有接管与封头的角接焊缝,对于各种焊缝采用不同的无损检测方法[3],如表5 所示。该设备与常规的高压设备的不同点之处:因为外边有1个长进气管,用户为了现场易于安装,把进气管延伸到下部来,距离地面的高度是1.75 m。因为层板的焊接量大,焊每层时都需要旋转,进气管上边弯头与主体上封头的焊缝需要在最后来焊接和射线检测;则进气管的内部的焊缝可以先进行焊接,进气管的长度长,为φ194×36 mm,因为厚度厚,按照标准需要进行100%的射线检测。
7 气罐的热处理设计
内筒热处理:上封头与人孔焊接,堆焊人孔内密封面的不锈钢后,先做一次去应力热处理,再精加工人孔的密封面尺寸。与下段的筒体和下封头焊接,整体无损检测合格后,内筒和上下封头及裙座短节等组焊的所有焊缝做整体热处理,退火温度为(620±20) ℃。这样比HG 3129—1998《整体多层夹紧式高压容器》和GB/T 150—2011《压力容器》的规定(只是强调对纵焊缝需要热处理)效果还要好,内筒体上的所有的焊缝的焊接残余应力 小。

表5 主要无损检测要求Table 5 Main requirements for non-destructive test
8 气罐的水压试验压力设计
水压试验:为了整体检查设备的内部质量,让多层筒体的应力分布更均匀,需要对设备进行整体水压试验[3],试验时的温度要求大于5 ℃,无异响、无泄漏、无变形、无压降、保压30 min 以上为合格,重点关注各个焊缝点和人孔内部的密封性。试验的压力按标准和法规要求,为1.25 倍的设计压力,则35×1.25 = 43.75 MPa。
9 气罐的完工交付和运输
这次超重高压气罐的产品,从设计、材料、工艺、焊接、吊转、无损检测、热处理、水压试验等的全过程精心策划下,保质保交期制作完成,实现了顺利交货,现在用户已经管路安装和安全使用。
10 结束语
因为设计初期就对该大型高压气罐的技术规格书进行仔细解读,对使用条件充分了解,对细则的充分考虑,从设备用途和工况,采用先进的整体多层包扎结构,主体材料选用低合金钢Q345R,人孔密封面堆焊不锈钢来提高使用寿命20 年,全部焊缝的无损检测,设备内筒和上下封头一起整体炉内热处理(最大限度的去消除内筒体的焊接残余应力)。从各个结构设计和制作工艺上都综合考虑,故该大型高压气罐的制造和水压试验都一次通过,顺利交付,用户已安全使用,质量可靠,为以后设计制造大型高压设备积累了宝贵的经验。
