大直径SB-265 Gr.16钛-钯合金封头焊接及成形工艺
2022-02-12刘玉祥熊荣国袁世东
刘玉祥 熊荣国 袁世东
(森松(江苏)重工有限公司上海分公司,上海201323)
我公司某国外项目制造阳极液罐按ASME VIII-1卷2019版标准设计制造,设计选材SB-265 Gr.16,设备直径4000 mm,筒体壁厚14 mm,封头最小厚度16 mm,封头为椭圆形封头,封头投料厚度18 mm,封头具体结构型式及规格尺寸如图1所示。
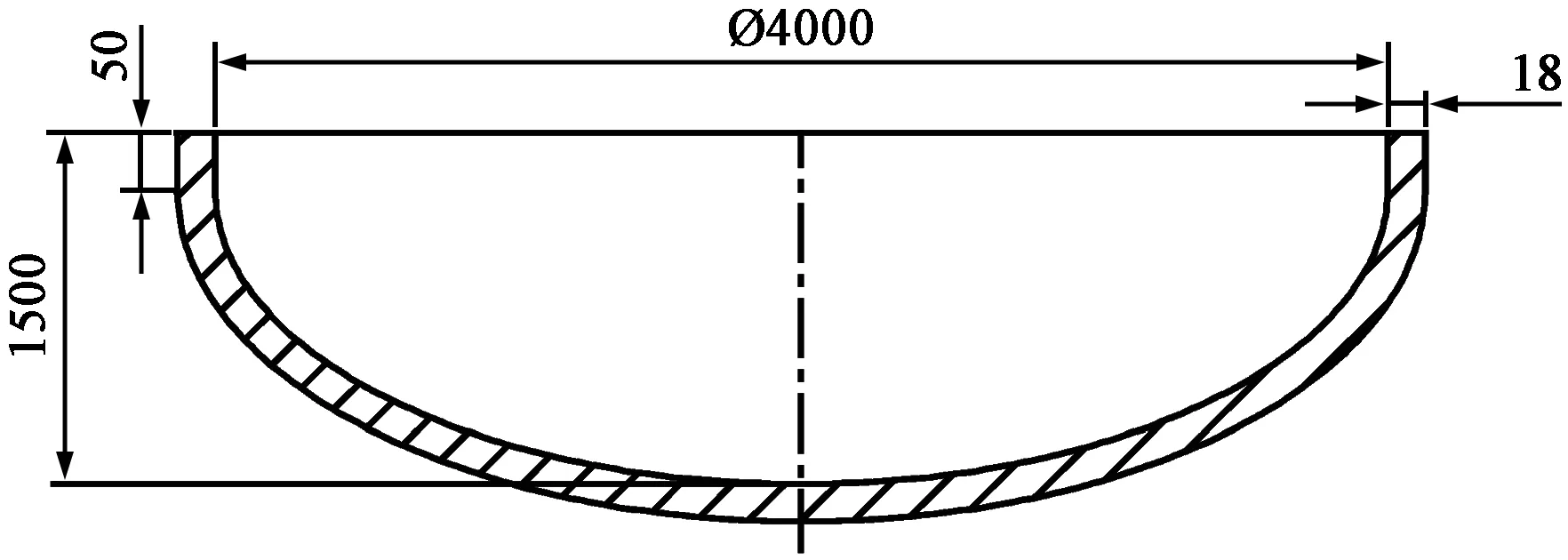
图1 封头结构尺寸Figure 1 Head structure dimensions
1 SB-265 Gr.16性能介绍
SB-265 Gr.16为Ti-Pd合金,是Gr.1(一级工业纯钛)+(0.04%~0.08%)Pd组成的合金,属于α型钛合金,Pd属于慢共析型β稳定元素,提高Pd的含量,可减少氢脆的敏感性[1]。Pd改善了钛在中等还原性工况下以及缝隙腐蚀条件下的腐蚀,在氯化物的腐蚀环境中,具有良好的抗局部腐蚀的能力,SB-265 Gr.16化学成分及力学性能如表1及表2所示。

表1 化学成分(质量分数,%)Table 1 Chemical composition(mass fraction,%)

表2 力学性能Table 2 Mechanical properties
2 封头拼缝的焊接
封头直径4000 mm,封头展开投料尺寸为∅4940 mm,受材料板幅所限,封头采取三张板拼接,共两条焊缝,如图2所示。

图2 封头拼缝Figure 2 Head patchwork
2.1 焊接方法选用
钛合金目前主要的焊接方法有手工GTAW、机械GTAW、GMAW焊接方法。GMAW焊接方法虽然效率高,但焊接保护效果差,虽然目前已经有GMAW专家系统的专机,但依然存在轻微飞溅的问题,对于钛的焊接是不利的。GTAW焊接方法具有电弧稳定、能量集中、保护效果好、热影响区窄、熔池可见性好等优点。机械GTAW焊接方法比手工GTAW焊接成形更漂亮美观,焊接质量稳定,此次封头焊接采用机械GTAW焊接方法。
2.2 施焊环境
钛材焊接厂区要保证洁净,满足菲绕啉试验的检测要求。钛材焊接厂区不能有碳钢以及其它铁基材料,避免钛被铁离子污染,形成Ti-Fe硬脆相,影响焊接质量,降低材料的耐蚀性。
2.3 封头组对
封头三张拼板整体组对,放在专用的钛封头组对平台上组对,组对时须控制好纵向错边量和厚度方向的错边。封头组对好后,在封头板上安装防变形工装,防止封头拼缝焊后形成翘曲变形。封头焊接试板点焊在拼缝的前端,与封头拼缝一起焊接。
2.4 拼缝焊接
焊前坡口及其两侧25 mm范围采用丙酮清洗去除油污,机械GTAW焊接时,焊枪宜选用大口径的透镜喷嘴,加强对焊接熔池的保护,背面及尾部均须采用氩气保护,背面氩气保护盒长度与焊缝长度一致,焊枪尾部氩气保护盒长度不小于200 mm,焊缝未冷却300℃以下时,禁止与空气接触,防止焊缝在高温下氧化和吸收空气中的氢、氧、氮,导致焊缝及热影响区脆化,以及焊缝硬度升高。SB-265 Gr.16相匹配的焊材为ERTi-16,但由于该焊材生产厂家少,订货周期长,此次封头拼缝采用Pd含量更高的ERTi-7焊材,具体焊接规范参数如表3所示。

表3 焊接规范参数Table 3 Welding specification parameters
2.5 焊缝质量要求
焊缝焊后进行外观检测,焊缝应为银白色,允许有少量的麦秆黄色,禁止出现发蓝、发黑现象。外观检测合格后进行FULL-PT-APP.8及FULL-RT-UW-51检测。
3 封头压制方案的确定
钛材具有较高的屈强比,加工过程中回弹量较大,加工硬化程度高,钛在常温下,延伸率比较低,这些因素都给钛封头冷成形工艺提高了难度,因此钛封头采用热冲压是一个比较可靠的选择。通常材料随温度升高,抗拉强度、屈服强度下降,延伸率升高,但钛随加热温度升高,抗拉强度和屈服强度下降,延伸率先随温度升高而上升,温度到了200℃以后,延伸率出现下降的态势,温度到了400~500℃时,延伸率降至材料的最低,然后再随温度的升高而升高,因此钛封头热冲压的终压温度控制是钛封头热冲压的关键点之一。温度高于650℃后,钛会发生再结晶,在该温度下加热时间过长,钛的晶粒组织会变的粗大,影响材料的强度。基于上述的考虑以及原有的焊接工艺评定试验的结果,封头压制加热温度按620℃执行,终压温度原则上尽可能高于500℃。钛具有较低的冲击韧性,裂纹扩展阻碍能力差,具有较高的缺口效应。钛封头板面质量的好坏,以及封头模具表面的光洁程度均会影响封头压制的质量,在封头压制前应去除板面的划伤性缺口,对封头的模具进行抛光。
4 封头的压制
4.1 压制前准备
封头板装炉前进行检查,是否存在磕碰性划伤、下料切割氧化物等,封头板边缘打磨成小R圆滑过渡,降低边缘缺口效应。封头拼缝余高采用机械抛磨的方式去除,抛磨过程中须注意不能将焊缝打磨得低于母材厚度,抛磨后再采用百洁布轮对焊缝位置精抛。以上事情处理好后,对整个封头板采用洗洁精清洗,保证整个板面清洁。封头压机的上模、下模、压边圈进行除锈及光洁抛光,抛光度不低于80#。
4.2 封头装炉加热
封头板采用天然气炉加热,封头板放置于炉子正中央,每次加热一片封头板,封头板在炉中用耐火砖垫高,垫高高度大于300 mm,垫高使用的耐火砖为镂空摆放,保证封头板底部的空气可以实现有效的对流,保证封头板升温的均匀性。耐火砖支撑封头板的位置用保温棉铺上,防止封头板被耐火砖磕伤。封头板距离炉子火嘴的距离大于300 mm,避免炉嘴火焰直接烧到封头板上,造成过渡氧化。封头拼缝焊接试板随炉加热,垫高要求与封头相同。封头板上布置3支热电偶,正中心1支热电偶,边缘均匀布置2支热电偶,焊接试板布置1支热电偶。封头板加热温度为620℃±10℃,保温时间20~30 min。
4.3 封头冲压
封头板保温后,出炉进行冲压,将封头板放置在压机上,快速调整与压机对中,防止封头板温度下降过多,影响封头终压温度。对中后,压边圈将封头板压紧,压机上模下压,完成首次冲压。首次冲压选择小规格的模具冲压,后续冲压逐渐加大封头冲压模具规格,压机每次冲压需要控制上模下压量,不可以冲压深度过深,造成封头变形量一次性过大,增加封头压裂的风险。该封头直径4000 mm,共进行4次炉内加热,经4次冲压后最终成形,每次加热过程,封头拼缝焊接试板均随炉加热。冲压的过程中采用红外测温枪监测封头终压温度,4次冲压的终压温度依次为516℃、520℃、485℃、473℃。
4.4 封头旋压修口
钛封头热冲压成形后,封头端口会存在向外翻边的现象,影响封头的几何尺寸,后续需要旋压修口。封头修口采取200℃低温加热的方案,在旋压机上旋压修口。
5 封头检验
封头成形后,对封头厚度、直径、周长、封头高度、内凸及外凹等尺寸进行检测,结果满足标准要求。对封头内外表面进行抛光处理,抛光后对整个封头内外表面进行FULL-PT-APP.8检测,封头内外表面没有缺陷,对封头拼缝进行FULL-RT-UW-51检测,检测合格。
按照ASME VIII-1卷UNF- 95条款的要求,封头拼缝焊接试板需要进行4个横向侧弯试验。对焊接试板制取弯曲试样,弯曲试验的弯头直径80 mm,弯曲角度180°,经检验,弯曲试样无裂纹和其它缺陷,符合ASME标准要求。
6 结束语
此次4000 mm直径SB-265 Gr.16钛钯合金封头拼缝采用机械GTAW焊接方法焊接,焊接过程中进行严格控制,封头压制采用热冲压的成形方案,最终获得几何尺寸及力学性能合格的封头,保证了产品质量。同时,此次大直径钛封头的压制成功,为后续大型钛封头成形提供了可靠经验。
