锆材塔设备的设计探讨
2021-01-10米丰王莎莎冯亦楠李聪晓
米丰,王莎莎,冯亦楠,李聪晓
(华陆工程科技有限责任公司,西安 710065)
随着石油、化工等行业的发展,对设备的耐腐蚀性能提出了越来越高的要求。对许多强腐蚀介质,尤其是强还原性酸而言,锆具有比不锈钢、镍基合金、钛等更优异的耐腐蚀性能,还具有良好的力学及热传导性能,因此许多强腐蚀设备开始越来越多地采用锆材,大大提高了设备的寿命和可靠性,取得了更好的经济效益[1]。
锆被誉为“21 世纪最有发展前途的材料之一”[2],但由于其价格非常昂贵,且不能与钢材直接焊接,因此,锆设备无论是在设计,还是在制造、检验过程中,都有较多区别于钢制压力容器的地方。NB/T 47011—2010《锆制压力容器》标准的出台在国内尚属首次,在2010 年以前,我国并没有关于锆制压力容器的标准,只能采用ASME、ASTM 等国外标准,所需材料也只能依靠进口。从另一个角度来讲,锆制压力容器在我国的使用经验并不丰富,国内对于锆设备设计、制造等技术成熟的单位也比较少。本文根据某项目中的一台锆材塔器为例,对锆制塔器的在设计过程中遇到的问题进行阐述,以期为以后锆制设备的设计提供参考。
1 设备的设计参数及主要选材
该项目中锆材塔器的主要设计参数见表1,设备简图见图1。

图1 设备简图Fig.1 Sketch of equipment
项目地区的基本风压为q0=550 N/m2;抗震设防烈度7 度,设计基本地震加速度为0.15g,设计地震分组为第一组,场地土类型为I1类,地面粗糙度为B 类。
根据设计条件,与介质接触的壳体采用锆材,NB/T 47011—2010《锆制压力容器》中给出了三种工业级锆材牌号,分别为Zr-1、Zr-3、Zr-5,其中Zr-1主要用作复合板的复层,并不检验强度下限值,不参与设备的强度计算,而Zr-5 为Zr-2.5Nb 合金,耐蚀性与成形性能均低于Zr-3 工业纯锆,并且Zr-5 要求焊后必须热处理,导致其较少用于压力容器的壳体,而是主要利用其强度较高而用于螺栓等非焊构件。因此,本设备壳体采用Zr-3。而不与介质直接接触的裙座筒体采用碳钢或低合金钢,裙座与下封头过渡段采用Zr-3。另外,锆构件若被铁污染,在某些情况下容易形成电化学腐蚀,铁作为阳极被溶解,锆作为阴极吸氢,使得锆的脆性提高,因此,为避免碳钢或低合金钢产生的铁锈污染锆材,设备外部与壳体接触的连接件(不与壳体焊接)采用不锈钢。
2 设备的强度计算
该设备高度约为42 m,高径比较大,经计算,在不采取一定措施的情况下,决定其强度或控制塔顶挠度的因素是风压和地震作用产生的弯矩而不是内压,设备下端部分必须通过增加壁厚来提高截面的抗弯性能,从而使该截面的应力小于材料的许用应力,考虑到锆材是一种非常昂贵的金属,为了节约成本,在塔的合适位置增设塔箍,改变塔的受力情况,如图2 所示,可以降低塔体裙座和壳体的厚度,同时满足工艺操作的要求。

图2 塔器受力示意图Fig.2 Sketch of the forces on the tower
2.1 塔壳体的强度计算
采用GB 150.3—2011《压力容器》中的容器内压计算公式,计算并圆整,壳体Zr-3 板材名义厚度取10 mm,裙座筒体名义厚度也取10 mm,设定以上厚度后,开始校核在风压和地震载荷下各截面的组合应力。
以下计算过程公式中符号含义均与相应标准中含义相同,本文不再赘述。
2.2 计算设备各段的质量
将塔沿高度方向分为三段,裙座、提馏段和精馏段分别记为A 段、B 段和C 段。经计算,各段的操作质量分别为mA0= 5 000 kg,mB0= 40 000 kg,mC0= 40 000 kg。
2.3 设备的基本自振周期计算

从式(2)可以看出,一个单自由体系的自振周期大小,取决于质点的质量和体系的柔度,质量愈大或柔度愈大,自振周期也愈大,多自由度体系亦是如 此。
回到本文提到的塔器中,和不加塔箍相比,增设塔箍后,塔的质量并没有改变,但柔度明显会变小,因此自振周期会变小,该结论也与相关文献 [4]计算结果吻合。在风载和地震载荷的计算过程中,均需用到自振周期,对于风载而言,自振周期减小,脉动增大系数ξ也减小,计算段的水平风力也就减小;而对于地震载荷的影响比较复杂,准确来讲,自振周期的变化,影响地震影响系数α的取值,如图3 所示,也就影响到了水平地震力的大小,然而,仔细观察会发现,由于该项目地区场地土特征周期值Tg= 0.25,该塔的自振周期值已大于图3 中的横坐标5Tg=1.25,从图3 中可以看出,此时自振周期对于地震影响系数的影响并不大。

图3 地震影响系数曲线Fig.3 Curve of seismic impact coefficient
综上所述,若后续计算仍取T1= 2.03 s,计算风载比实际值偏大,而计算地震载荷比实际值略小,因此本文认为取增设塔箍后取塔的自振周期T1= 2.03 s实际上对计算结果是偏保守的。
2.4 地震载荷及地震弯矩的计算
根据2.2 节中的分段,视每段高度的质量为作用在该段高度1/2 处的集中质量,可求得各段集中质量所引起的地震力见表2,计算方法根据NB/T 47041—2014《塔式容器》,计算过程从略,表2 只列出计算结果。其中,αmax为地震影响系数的最大值,αmax= 0.12,Tg为场地土的特征周期值,Tg= 0.25。

表2 各段集中质量所引起的地震力Table 2 The seismic force caused by the concentration of weight in each segment
将塔器等效为一端固支一端简支的梁,如图4所示。

图4 简化梁受力图Fig.4 Sketch of the forces on the simplified beam
根据材料力学公式[6],并参考文献 [7],可求得由FA、FB、FC引起的固定端和简支端产生的弯矩(M0-0)和 反 力(F0-0、F1-1),即:M0-0= 11 886 000 N·mm,F0-0= -71 718 N,F1-1= 18 984 N,并绘制任意截面的弯矩图,如图5 所示。

图5 地震载荷引起的各截面弯矩图Fig.5 Sketch of bending moment on each section caused by seismic load
2.5 由风压引起的载荷及弯矩的计算
仍采用2.2 节中的分段方法,根据NB/T 47041—2014《塔式容器》,可求出由风压引起的每段塔体所受的均布载荷qi,见表3,qi=K1K2iq0fiDe0×10-6,单位为N/mm; 同2.4 节,可求得由A、B、C 段风压引起的固定端和简支端产生的弯矩(M0-0)和反力(F0-0、F1-1), 即:M0-0= 28 020 000 N·mm,F0-0= 16 611 N,F1-1= 126 429 N,并绘制任意截面的弯矩图,如图6所示。


表3 各段风压形成的载荷Table 3 The load formed by each segment of wind pressure

2.6 各截面应力校核
塔各截面应力按照NB/T 47041—2014《塔式容器》进行计算,见表4~6。

图6 风载荷引起的各截面弯矩图Fig.6 Sketch of bending moment on each section caused by wind load

表4 各截面最大弯矩Table 4 Maximum bending moment of each section N·mm

表5 应力计算结果Table 5 Results of stress calculation MPa

表6 组合应力校核结果Table 6 Check results of combined stress MPa
从该结果可以看出,各截面的最大弯矩是由风载荷决定的。
经校核,2.1 节所取的各段厚度已经满足强度要求。事实上,经计算,若不加塔箍,只靠地脚螺栓对该设备的固定,裙座筒体厚度需要16 mm,设备下封头及以上约13 m 的壳体部分壁厚需要16 mm,而增设塔箍后这些部分壁厚仅需10 mm。可见,经本文重新设计计算后,减少使用锆材五t 多,节约成本数万元。
以上计算结果表明,在锆塔的设计中,尤其是高径比较大的低压锆塔,除特殊情况外,为节约成本,塔箍的设置几乎是必须的。因此,在项目前期,设备专业就应该与土建、管道等专业就锆制塔器的布置进行协商并达成共识,将锆塔布置于框架内。
3 设备主要结构设计
锆材非常昂贵,应用锆材的目的是利用锆材优良的耐蚀性,因此,支座、吊耳、塔箍等不与腐蚀介质接触的构件应尽量考虑采用钢材。考虑到锆材与碳钢或不锈钢均不能直接熔焊[8],锆与钢的连接处均须采用机械连接,因此,与普通的塔器设计不同,该设备在设计过程中主要有以下几方面需要重点考虑。
3.1 裙座筒体与过渡段的连接
塔器的裙座筒体不与介质接触,一般均采用碳钢制造,本设备中,碳钢与设备的下封头明显不能直接相焊,因此参考JB/T 4745—2002《钛制焊接容器》中钛设备与裙座的连接结构,最终设计了如图7的支撑结构。
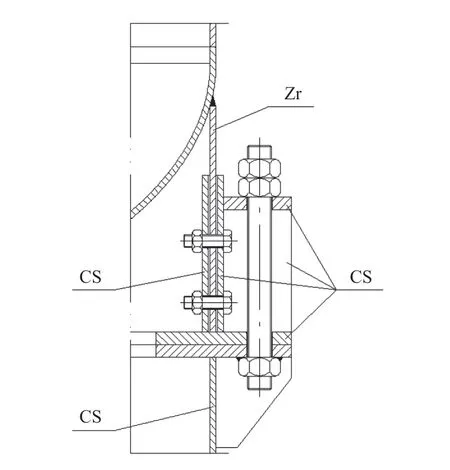
图7 设备裙座筒体与下封头的连接结构Fig.7 Sketch of skirt and head connection
该截面处的风弯矩和地震弯矩根据前文均可计算得到,因此该结构中的螺栓座及螺栓大小可根据NB/T 47041—2014《塔式容器》中7.13 的方法设计校核即可,这里不再赘述。
3.2 管法兰结构
参照HG/T 20615—2009《钢管制法兰(Class 系列)》及NB/T 47011—2010《锆制压力容器》附录D,并参考相关文献[5],接管法兰采用焊接活套衬环结构,见图8,翻边环材质为Zr,法兰材质为不锈钢。

图8 接管法兰的衬环结构Fig.8 Ring structure of pipe flange
该结构基本采用了“插入式衬环”形式,其中将接管与衬环的角焊缝内侧(C 类焊缝)设计为圆角过渡,改善了焊缝区的受力情况。
3.3 塔箍与筒体的连接结构
塔箍与筒体不直接相焊,由于碳钢的铁锈对锆材会形成一定污染,不仅有碍美观,而且很容易影响锆材本身的性能。因此与筒体直接接触的塔箍滚轮采用不锈钢。前文已经校核过塔箍截面与筒体的组合应力,但考虑到塔箍与筒体的接触面较小,而承受的载荷较大,还应当校核该处筒体所受的局部应力,必要时应适当加强。
4 设备的制造及检验
锆容器的制造对环境有较高的要求,一般需要在洁净的厂房内或棚内进行,且场地上应铺垫软质材料,以免破坏锆表面,且同一制造场地中不应进行影响锆材制造质量的其他作业[8]。
4.1 冷热加工成形
锆材成形可分为热成形和冷成形,由于锆材的塑性较低,变形会明显提高强度和降低塑性,冷成形时如果一次成形量较大,易造成材料开裂,随着成形温度的提高,材料热塑性与成形性能也得到提高,在200~300 ℃时成形,其成形性能就比冷成形性能好得多。然而,锆在高温下化学活性大,极易与大气发生反应,200 ℃开始吸氧,300 ℃开始吸氢,400 ℃开始吸氮,温度越高反应越剧烈[8],真空退火亦较难去除已经吸入的这些元素。
由于封头成形过程中变形量较大,本设备建议采用了热成形,成形温度在300~400 ℃,且在成形过程中应采取相应措施避免吸氧等现象,并应在成形后进行真空退火处理;对于筒体,由于该设备直径较大,成形过程中变形量较小,可采用冷成形。
4.2 焊接
锆材的焊接对施焊环境要求也较为严格,应在空气洁净、无尘、无烟的独立封闭环境下进行,焊工衣着鞋帽应清洁、鞋底无钉。
前文提到,锆在高温下极易与空气中的氧、氢和氮等发生反应,这些元素存在焊缝中,会造成焊缝金属中脆性的针状组织的增加[10],因此,锆材的焊接应采用钨极氩弧焊等可保证焊接质量的焊接方法,焊前应根据焊件与焊接接头型式预先制作好惰性气体保护拖罩,保护用氩气纯度应不低于99.999%。
除了保证焊接环境的影响,直接参与焊接的母材、焊丝和填充丝均须保证不受污染,锆材坡口表面应去除氧化物、水、油及其他污染脏物,以免进入焊缝引起脆化,焊丝也需清洗去除氧化物与水汽、油污等,填充丝再次使用前应去除上次使用时在填充丝端部形成的氧化物等[8]。
对于焊丝的选择,工业纯锆ERZr-2 由于其焊缝金属具有良好的强度和塑性,且耐蚀性比其他焊丝高,因而一般采用焊丝ERZr-2 用于锆材Zr-3 的焊接。
4.3 无损检测
锆制容器焊接接头的无损检测需注意,应尽量采用射线检测;对接接头在可能的条件下,均应100%检测,这样虽然增加了检测费用,但可提高焊接接头系数,既节省了昂贵的锆材,从经济性上考虑是合理的,焊接质量也进一步得到了保证。但是,与其他材料都不同的是,标准中并没有明确地给出焊接接头系数值,而是规定焊接接头系数值小于或等于1,这也是标准编制者希望设计者在综合考虑制造厂焊接能力、经济性等因素下自行制定合理的数值,本设计中综合考虑各方因素,并参考钛材标准,最终焊接接头系数取0.95。
前文提到,锆材在焊接过程中须用惰性气体保护,以免被氧化,锆在基本未被氧化的情况下呈银白色,稍氧化呈金黄色,轻微氧化呈蓝色,严重氧化呈灰色[8],因此,参考钛容器的经验,同样可利用锆在不同氧化程度下呈现不同颜色的特性,对所有锆焊缝和热影响区,必须在焊接后的原始状态对表面颜色进行检验,按规定合格后才能进行后面的工序。
锆材为密集六方晶格,无磁性,表面检测不能用磁性法,应采用渗透法。锆容器的所有对接接头都应进行100%射线检测,所有焊接接头(包括对接、角接等接头)表面都应进行渗透检测。NB/T 47013—2015《承压设备无所检测》中并没有提及锆焊接接头检测的内容,由于锆材与钛材性能相似,根据实践经验,锆焊接接头可参照标准中钛焊接接头的检测规 定。
4.4 水压试验
锆容器的水压试验压力、形式等与一般钢制容器较为类似,但由于锆对含氯离子的水耐蚀性很好,不像奥氏体不锈钢那样易受到含氯离子水的应力腐蚀和点腐蚀,因此锆容器的水压试验用水只要求清水即可,未对氯离子含量提过多要求。
5 结论
锆设备的设计、制造及检验有较多区别于普通钢材设备的地方,本文以锆塔为例,阐述了设计中遇到的一些问题及解决方法,总结如下:
(1)在锆塔的设计中,尤其是高径比较大的低压锆塔,除特殊情况外,为节约成本,塔箍的设置几乎是必须的,这就需要设备专业在项目前期,就应该与土建、管道等专业就锆制塔器的布置进行协商并达成共识,将锆塔布置于框架内。
(2)锆设备的支座、法兰、塔箍等不与腐蚀介质接触的构件应尽量考虑采用钢材。但由于锆材与碳钢或不锈钢均不能直接熔焊,锆与钢的连接处均须采用机械连接。
(3)锆容器不仅对制造环境有较高的要求,在零件成形、焊接、无损检测等方面均有区别于钢制容器的地方,设计过程中需要多加关注。
本文旨在希望给锆设备的设计人员提供一定的参考,同时,笔者也相信锆设备会以其优异的耐蚀性在石油、化工等行业中得到更加广泛的应用。
