环面蜗轮滚刀侧后角面磨削干涉分析
2021-01-05芮成杰徐进友
芮成杰,李 霞,徐进友
(1.天津理工大学天津市先进机电系统设计与智能控制重点实验室,天津 300384;2.天津理工大学机电工程国家级实验教学示范中心,天津 300384)
0 前言
环面蜗杆副由于具有同时接触齿数多、双线接触、齿面润滑条件好、齿面接触应力小等优点,广泛应用于矿冶、起重运输和船舶等传动装置中。环面蜗杆副中的蜗轮由环面蜗轮滚刀滚切而成。环面蜗轮滚刀各个刀齿都保留一定宽度的刃带和一定角度的侧后角面。在进行侧后角面的展成时,若刀齿密度过大,会导致产形轮与其它刀齿干涉,破坏临近的刀齿。由于环面蜗轮滚刀每个刀齿并不相同,在进行侧后角面磨削时,每个刀齿的干涉位置和程度不同,因此在环面蜗轮滚刀侧后角面的过程中,需分析磨削不同位置的刀齿侧后角面的干涉情况。保证砂轮不与其他刀齿干涉,是砂轮完成整个滚刀侧后角面连续磨削加工的必要前提。
1 侧后角面磨削过程
图1是环面蜗轮滚刀及其单个刀齿的结构。环面蜗轮滚刀的刀齿主要包括侧后角面、前刀面、刃带面、刃口线和刃带线。侧后角面是刃带线后面的部分,具有一定的侧后角面角度α。侧后角α是向量ns与nH向量之间的夹角。其中ns是刃带线上任一点P1在基本环面蜗杆螺旋面上的法矢量,nH是点P1在侧后角面上的法矢量。

图1 环面蜗轮滚刀及单个刀齿结构
采用双锥面包络环面蜗杆机床展成侧后角面时,展成侧后角面需满足三个条件:(1)砂轮锥面上N0点的法矢量与侧后角面上刃带线上被磨削点P1的法矢量平行;(2)砂轮锥面上N0点与侧后角面上刃带线上被磨削点P1接触;(3)砂轮的外缘与滚刀齿根环面相接触以便能展成到滚刀的根部。图2为由双锥砂轮磨削侧后角面的示意图。

图2 侧后角面展成原理
双锥产形轮对每一个刀齿逐个磨削加工,磨削完成一个刀齿后,进行下一个刀齿的磨削加工,所有的侧后角面构成不连续的分段曲面。在磨削侧后角面的过程中,砂轮锥面沿刀齿的刃带线移动,对刃带线上的各点进行连续的磨削加工,整个加工过程是一种变传动比的磨削过程,如图3所示。从磨削过程中可看出,随着砂轮锥面沿刃带线运动,侧后角面的范围逐渐扩大,运动结束以后获得刀齿的侧后角面。对于每个刀齿的一侧后角面,砂轮沿刃带线运动,即可磨削出侧后角面,该方法能够保证侧后角角度和刃带面的宽度。

图3 侧后角面展成过程
2 侧后角面磨削干涉现象
图4所示是未加工刀齿的后刀面时双锥砂轮磨削出的侧后角面,侧后角面与基本环面蜗杆螺旋面相交成两条线,靠近前刀面的部分为刃带线,另一条为展成界线。从图4可以看出,环面蜗轮滚刀各个刀齿侧后角面的形状各不相同。当环面蜗轮滚刀的刃带宽和侧后角角度给定后,双锥砂轮磨削出的各个刀齿的侧后角面和各个刀齿的展成界线是确定的。
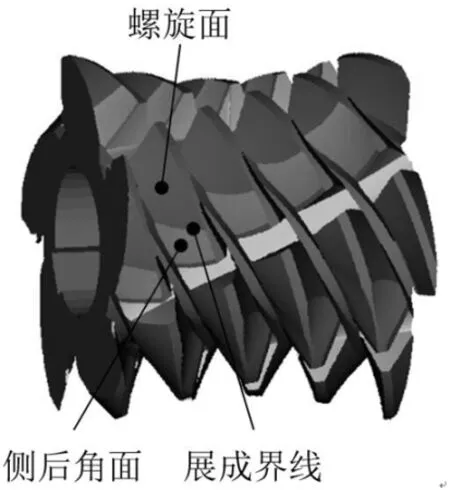
图4 双锥产形轮展成侧后角面
当增加刀齿的排数时,即增加刀齿密度,展成线可能会越过下一个刀齿的刃口线,从而破坏下一个刀齿的刃口线,出现展成干涉现象,如图5所示。
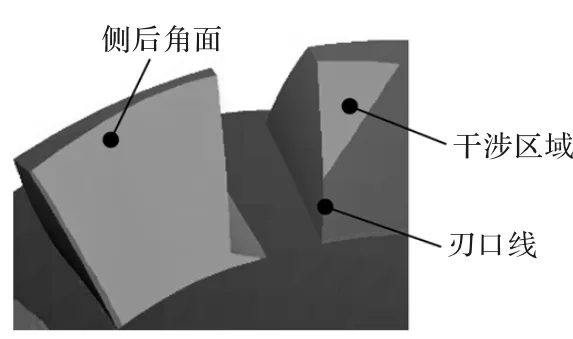
图5 侧后角面展成干涉现象
3 侧后角面磨削最大干涉位置分析
环面蜗轮滚刀上的各个刀齿可以看作是其中一条螺旋上的刀齿的圆周阵列。由于滚刀自身参数和侧后角面产形砂轮参数的选择,在实际展成过程中,产形轮可能对左右两侧的刀齿、前后附近的刀齿都有可能造成干涉。通过前期的实验可知,展成侧后角面时造成的干涉主要集中在对同一螺旋上的下一个刀齿造成的干涉。环面蜗轮滚刀不同螺旋上同一轴截面位置的刀齿可设计成相同的形式,因此,选择其中的任意一条螺旋上的刀齿进行研究,其他刀齿侧后角展成干涉的情况相同。
本文以某双锥面二次包络环面蜗轮滚刀为算例进行分析,其基本参数为:中心距a=260 mm,头数z1=5,传动比i=8,包含五排刀齿。选择左侧后角面进行分析,对刀齿和左侧后角面进行编号。用Ai代表左侧后角面,Ti代表刀齿号。

图6 侧后角面编号

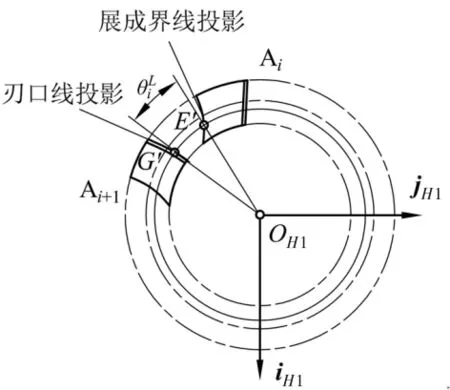
图7 左侧后角面的投影

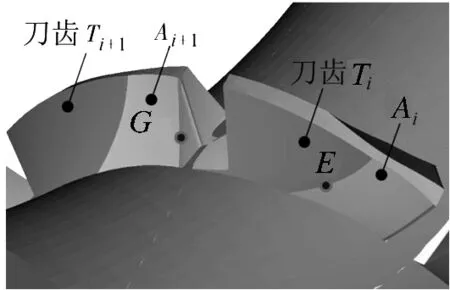
图8 左侧后角面干涉角计算位置示意图

图9 左侧后角面沿齿高方向的变化规律
采用同分析左侧后角面相同的方法,分析右侧后角面的展成干涉情况,Bi代表右侧后角面。图10展示的是展成右侧后角面时展成界线与刃口线上的测量点之间的关系。对于右侧后角面,各个刀齿展成出的侧后角面的形状呈现上大下小的趋势。

图10 右侧后角面干涉角计算位置示意图

图11 右侧后角面沿齿高方向的变化规律

图12 左、右侧后角面沿轴向方向θi的变化规律
综合上述的分析,在左侧侧后角面的入口齿根处和右侧侧后角面入口齿顶处存在干涉角θi的极值点。这两处是展成左、右侧后刀面时候的最大临界点,只要保证在侧后角面展成时,这两处的临界点不与下一个刀齿干涉,即可保证整个环面蜗轮滚刀在侧后角面展成时不产生干涉。因此,对于环面蜗轮滚刀而言,需要校核的干涉位置有两处:
(1)左侧后角面入口第1个齿根处的E点,此点是展成齿顶的侧刃带P1点时产生的,如图13所示。
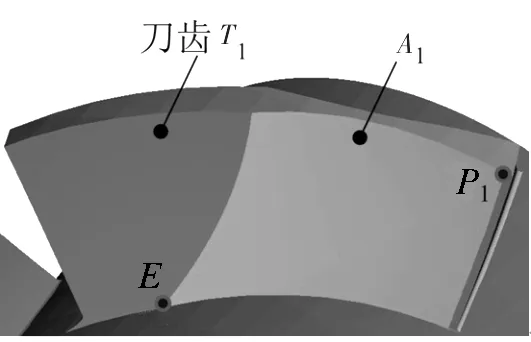
图13 左侧后角面校核位置
(2)右侧后角面入口第2个齿的齿顶处的E点,此点是展成齿根的侧刃带P1点时产生的,如图14所示。

图14 右侧后角面校核位置
4 结束语
本文针对环面蜗轮滚刀侧后角面展成干涉的问题进行研究,通过对双锥产形面展成双锥面二次包络环面蜗轮滚刀侧后角面的过程进行分析,提出干涉角度的概念,用以衡量展成各个刀齿侧后角面时的干涉程度。通过对干涉角度的计算,分析干涉角度的变化规律,获得环面蜗轮滚刀左右两侧侧后面展成时的最大干涉位置。本研究的结果表明,在环面蜗轮侧后角面的展成干涉校核时,只需要校核最大干涉位置,无需校核全部刀齿的干涉情况,即可保证环面蜗轮滚刀侧后角面的连续无干涉展成加工。同时,本文的分析结果可作为环面蜗轮滚刀刀齿密度设计的依据,以最大干涉位置为约束条件,设计出最大的刀齿密度。