基于热力学分析的FDM3D彩色打印喷头结构优化
2020-05-08宋桂阳甘新基王志豪
宋桂阳,甘新基,王志豪
(北华大学 机械工程学院,吉林 吉林 132021)
随着近几年的发展,3D打印的应用越来越广泛,在珠宝首饰、工业设计、汽车、医疗等不同领域都可以看到3D打印的应用.而基于FDM技术的3D打印依靠其成型速度快、价格低廉、材质选择多的优点在各行各业得到了应用.
然而,目前传统的FDM3D打印机只能对于单一材质进行单色打印,模型在成型后需要进行打磨上色处理[1].这一方面使得3D打印的工序更加繁琐,另一方面,后处理对于模型的完整性有一定的损害,所以要更好地完成整个彩色模型的打印,在打印过程中就应完成颜色的塑造.本文设计一种适用于FDM3D打印的五进一出喷头,采用三原色加黑白颜色耗材配比生成不同的颜色[2],打印喷头内部的温度分布对于整个喷头设计至关重要,其关乎着耗材融化的状态以及耗材能否顺利挤出.因此利用有限元软件对喷头进行热力学分析对于整个喷头的设计优化有着重要的作用.
上海大学张瑞杰基于Ansys Workbench建立了螺旋双金属热-结构分析模型,通过仿真分析热流的分布分析了金属的形变量[3].而武汉科技大学李卫飞通过Ansys对打印喷头的加热冷却过程进行分析,通过优化设计减小打印误差,提高了精度[4].西安工程大学肖亮、马训鸣对于FDM3D打印喷头打印过程中喷头的热结构不合理问题进行了仿真分析,解决了热形变引发的打印精度和高成本问题,验证了喷头的合理性[5].
拟采用Ansys Workbench对于五进一出打印喷头在设计过程中的热量分布进行分析,在确保可以将耗材融化的前提下对喷头进行优化设计,对于五进一出打印喷头的实现以及基于FDM技术的彩色3D打印技术的实现有着重要的现实意义.
1 基于FDM的彩色3D打印的技术原理
设计的基于FDM的彩色3D打印技术原理是基于品红、黄、蓝、白、黑的配色模式,品红黄蓝可以完成所有颜色的塑造,而黑色和白色可以对于颜色的深浅进行进一步改变,以此更好地完成颜色的塑造.具体原理见图1所示.
采用单个喷头,5个进料电机分别进一种颜色耗材,耗材溶解后在喷头内进行搅拌配色融合,以此完成各种颜色的塑造,进而进行打印操作.打印喷头见图2.

图1 品红、黄、蓝、黑、白配色模式

图2 五进一出打印喷头
如图2所示,在进料电机的带动下五种耗材按照一定比例沿着喉管进入到喷头内部,并且在喷头加热棒的加热下融化,通过搅拌轴搅拌混合最终在挤出头挤出,继续进行打印操作[6].
2 仿真分析
2.1 热力学模型
对于喷头的仿真分析主要针对于加热棒内部发热产生的能量而引起打印喷头主体的温度变化,而喷头主体与空气间的热辐射与热对流所损失的热量同加热棒产生的热量相比较小,不予考虑.
喷头的主要能量来自于加热棒,加热棒的散热功率密度为功率/体积.加热后,加热棒与喷头主体之间存在温度差(温度梯度),进而引起热量传递.傅里叶定理指出热通量(Heat Flux)与热梯度之间的关系[7].
{q}=-[D]{L}T,
(1)
其中:{q}为热通量向量,其在3个坐标的分量用TFX、TFY、TFZ表示,单位为W/m2;D为热传导系数(thermal conductivity)矩阵.Kxx,Kyy,Kzz,为3个方向的热传导系数,单位为W/m·℃;{L}T为温度在x、y、z 3个方向的热梯度.
(2)
(3)
于某一方向,热通量可以表示为:
(4)
Km为沿着n方向的热传导系数,系数前的负号表示热流方向与温度梯度方向相反.
2.2 仿真模型的建立
在Design Modeler中建立仿真模型,通过Slice操作将整个仿真模型分割成4个部分,分别是喷头主体部分、喉管部分、加热管部分、挤出头部分,见图3所示.
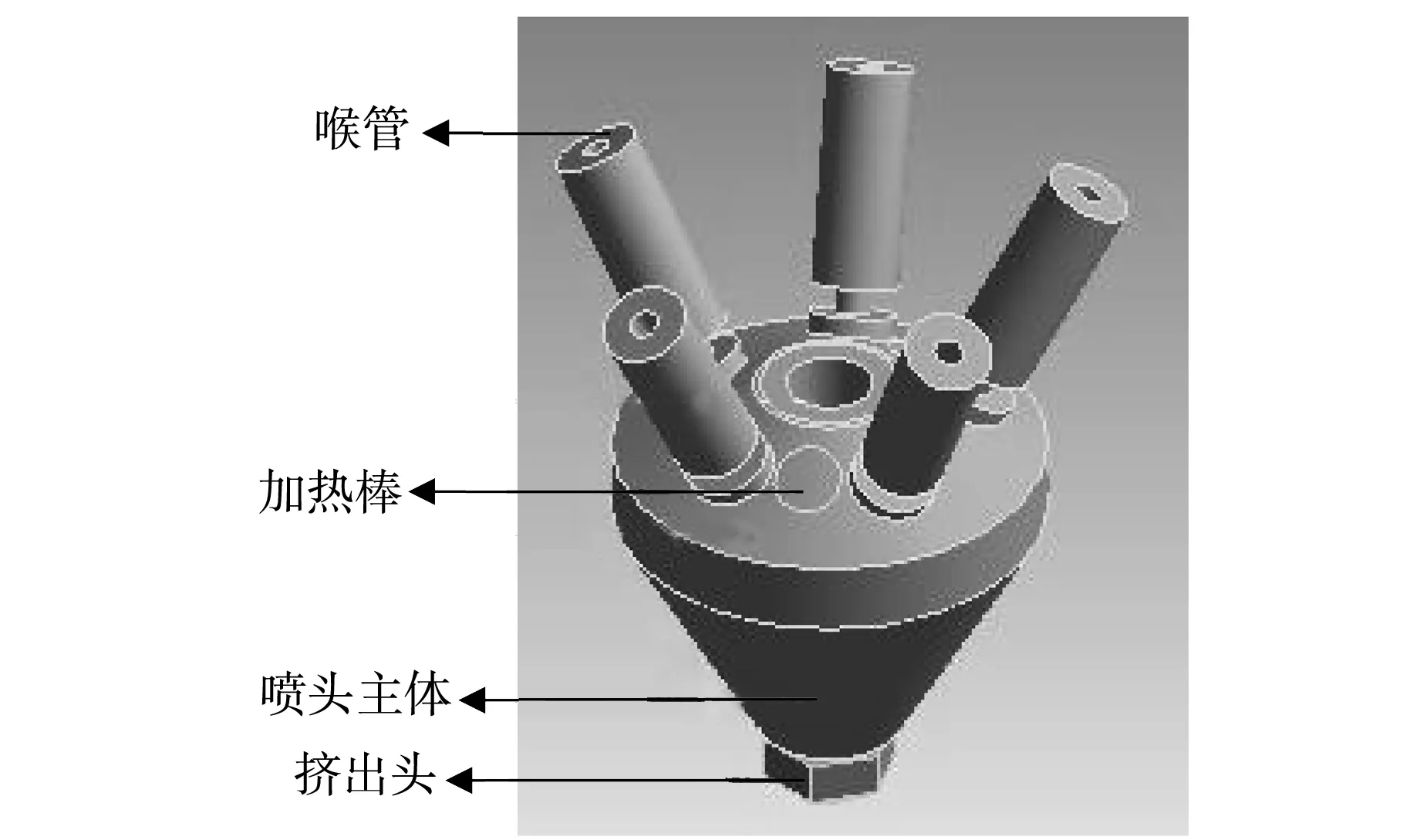
图3 仿真模型的建立
喷头主体和挤出头均为铜合金,喉管及加热棒为结构钢.
2.3 网格划分及边界设置
网格划分采用四面体网格划分,网格关联度设置为80,最小网格尺寸为0.5 mm,模型中3个部分同时进行划分,划分后的网格见下图4所示.

图4 网格划分
据2.1所述,通过计算得到加热棒的内发热功率为141 843 871.6 W/m3,整个喷头的工作环境温度为22 ℃,外表面对流换热系数为51 W/m2·℃.
2.4 数据分析处理
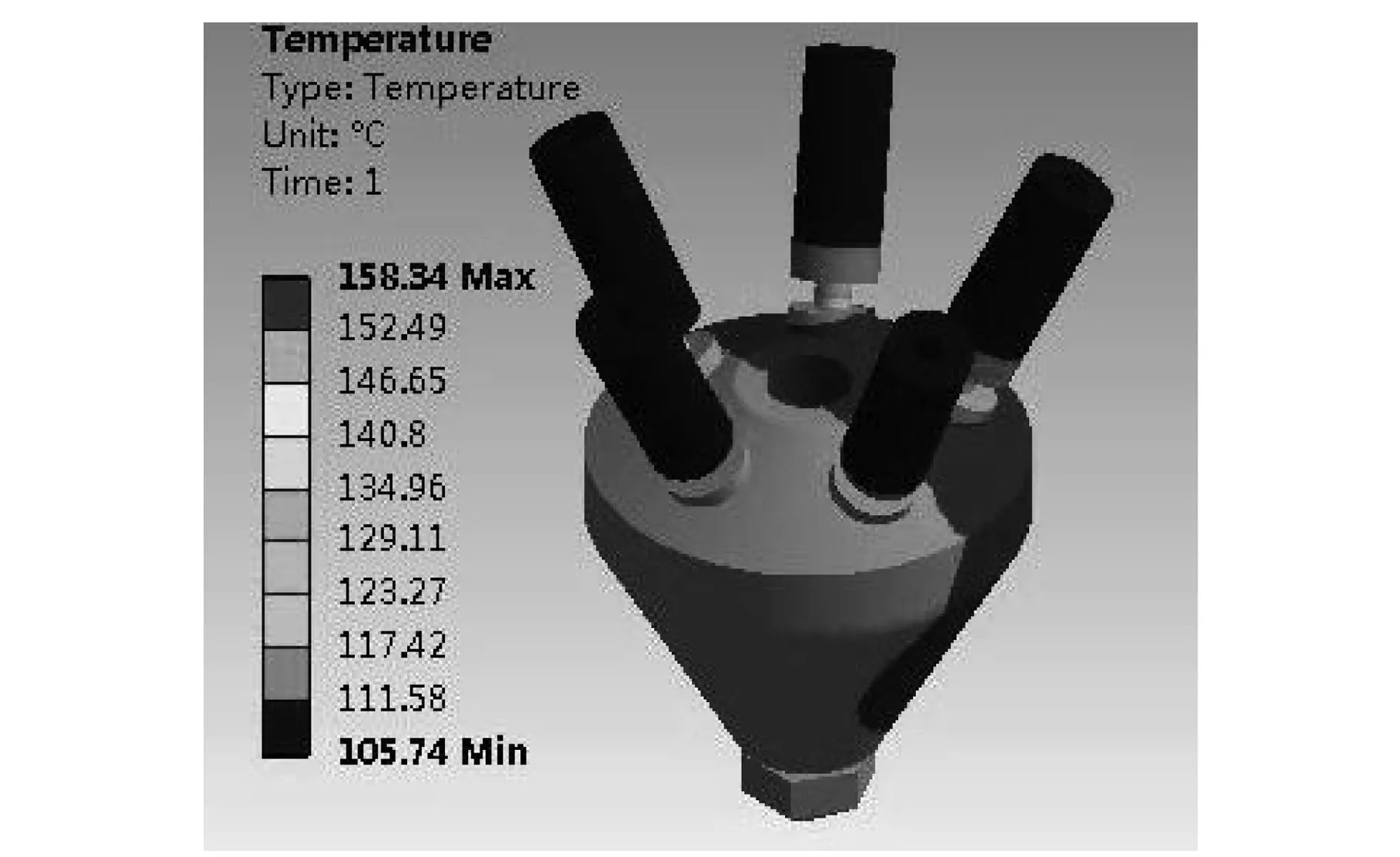
有上述喷头模型的建立以及边界条件的设置,对仿真结果进行求解.整体温度分布及喷头主体和挤出头的温度分布见下图5所示.
(a)

(b)图5 整体温度及喷头主体及挤出头温度分布
由图5(a)分析可得,在一个加热喷头的作用下,喷头主体最高温度可以达到158.34 ℃,出现在靠近加热棒加热部分;最低温度为105.74 ℃,出现在喉管的末端处,达不到FDM3D打印所需融化耗材的温度.并且在图5(b)可以看出,挤出头部分的温度能达到150 ℃左右,与耗材融化所需的220 ℃差别较大,很可能导致耗材熔融状态不完全,进而导致挤出头中耗材堵塞和耗材下落难.
3 优化设计
3.1 问题分析
上述在单一加热棒的内发热功率下,喷头的整体温度不足200℃,对于完成耗材的熔融态能力不足,因此拟采用双加热棒加热,并使两个加热棒间夹角为150°,优化后喷头的加热棒分布见下图6所示.

图6 优化后加热棒分布情况
3.2 仿真操作
仿真模型建立以及网格划分与单一加热棒的仿真流程相同,在边界条件的设置上内发热加热棒数量为2个.
3.3 仿真结果分析
由上述操作进行仿真求解,得到仿真结果中整体温度分布及喷头主体和挤出头的温度分布见下图7所示.

(a)
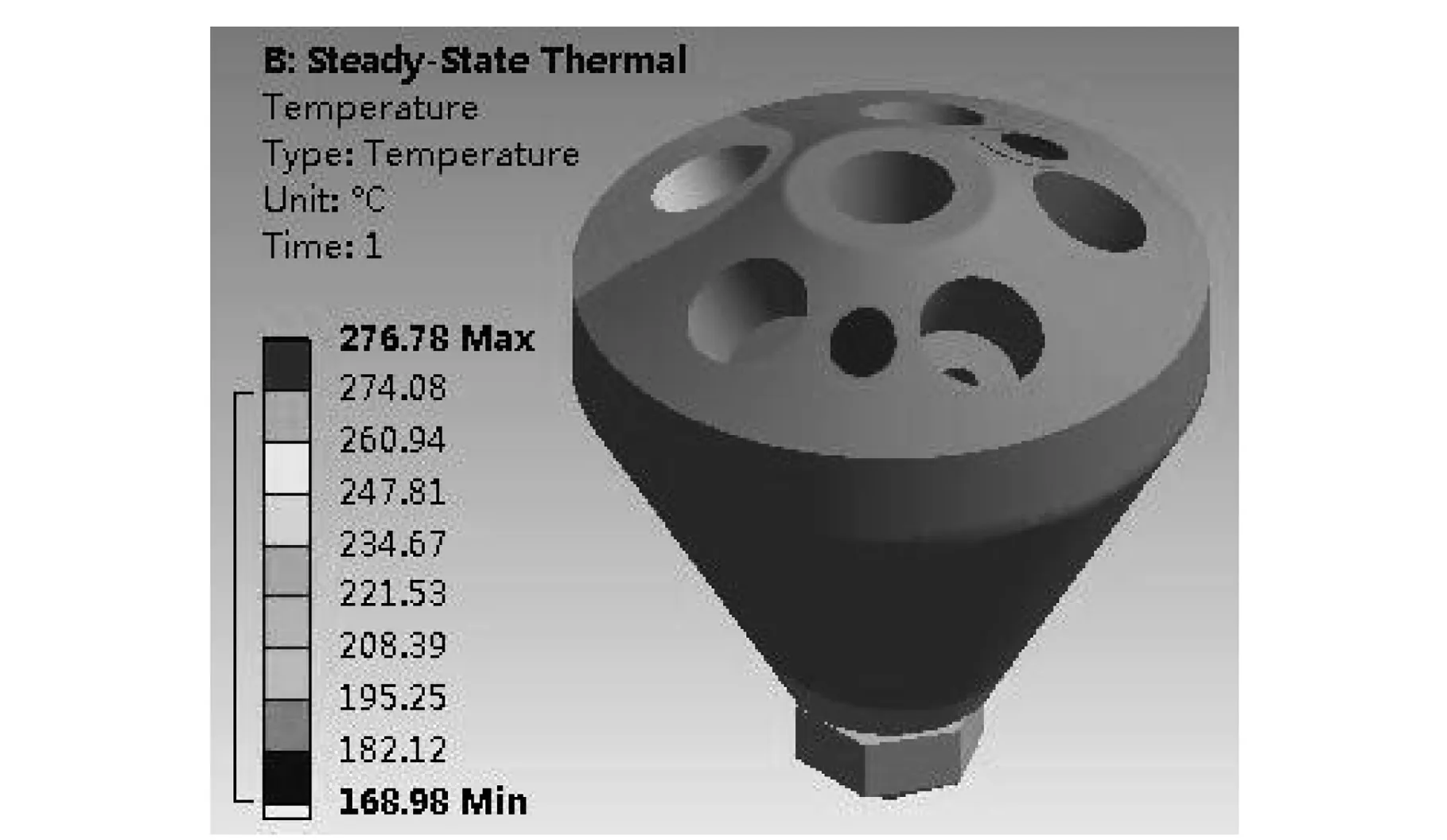
(b)图7 优化后的喷头主体及挤出头温度分布
由图7(a)分析可得,在两个加热棒的加热作用下,整体喷头的温度最高可以达到276.79 ℃,出现在加热棒周边;而温度最低为168.98 ℃,出现在喉管的尾端.并且由图7(b)分析可得,整体喷头的挤出头部分温度可以达到260.94~274.09 ℃,完全可以满足FDM3D打印材料的融化挤出.
喉管处温度分布见下图8所示.

图8 喉管处的温度分布
由图8可知,喉管处的最高温度可以达到270 ℃左右,位于同喷头主体的连接处部分,最低温度出现在距离两个加热棒最远位置的尾端,为170 ℃左右.整体喉管温度分布由连接处向尾部逐渐降低,喉管中间部分的温度可达到190 ℃左右,可以满足耗材下落过程中的预融化需求.
如图9所示为打印喷头整体内部温度分布,由图分析可知,打印喷头内部温度由主体部分向两端逐渐降低,喷头内部温度最高为299.97 ℃;最低在喉管顶端,温度为103.83 ℃;挤出头部分温度可以达到275.29 ℃左右,可以完全满足热塑性耗材的融化条件.

图9 打印喷头内部温度分布
4 结 论
通过对于Ansys对喷头在加热棒作用下的温度场分布进行分析,确定了可以满足耗材融化的加热管数量,对于彩色3D打印的后期设计有一定的指导作用.同时将热力学分析应用到打印喷头的整体设计和分析中,进一步奠定了喷头设计的理论和实际应用基础.
