仰韶生物酯化液提高丢糟酒酒体丰满度的研究和应用
2019-12-03苏晓丽樊建辉张振科陈家洛
苏晓丽,樊建辉,张振科,陈家洛
(河南仰韶酒业有限公司,河南渑池 472400)
所谓丢糟酒[1],就是白酒发酵应丢糟醅在蒸馏摘酒之后,为提高原料利用率,降低生产成本,使其中的残余淀粉再次发酵产酒所得。由于丢糟酒中香味物质含量较少,丢糟酒的质量和丰满度[2]较低,因此“提高丢糟酒的丰满度”是仰韶酒业陶融型白酒酿造生产中不断改进和解决的一个方面。针对此方面的研究,我们进行了一系列的实验和探索工作。从仰韶生物酯化液[3]的研究到生产应用,按照3个阶段性实验方案设计,共完成了3轮实验,通过60 d左右的酯化发酵后用于丢糟串香[4]和混糟续醅发酵的酿酒工艺中,通过蒸馏,使酯化液和糟醅中多种香味成分提取到丢糟酒中,同时蒸馏过程中的高温使酯化液和糟醅中的一些特殊风味物质得到进一步催化合成,从而提高丢糟酒的丰满度。对添加酯化液串蒸、混糟续醅发酵和未添加酯化液的糟醅所生产出的丢糟原酒通过气相色谱GC-MS分析发现,添加酯化液所得的丢糟原酒中以己酸乙酯、乙酸乙酯、乳酸乙酯等为主的一些基本香味物质都有了一定的提高,并且己酸乙酯、乙酸乙酯、乳酸乙酯的含量比例更加协调。最后通过对加酯化液串蒸、混糟续醅发酵和未添加酯化液的糟醅所生产出的丢糟原酒进行感官品评,一致得出添加酯化液串蒸、混糟续醅发酵所得的丢糟原酒的香味更协调、口感更丰满。仰韶生物酯化液经酿酒车间3年来的多轮次运用,不仅改善了窖池多微菌系发酵环境,还调节了糟醅发酵条件,特别是在提高丢糟酒丰满度方面做出了巨大贡献。为白酒生物发酵[5]提高香味物质[6]的研究奠定了基础。
1 材料与方法
1.1 材料、试剂及仪器
材料:黄水、底锅水、尾水、自来水(软水)、酒精(95%vol)、己酸、复合酸、酯化红曲(A中惠)、酯化红曲(B佳成)、中高温曲(仰韶)。
仪器设备:发酵罐;酒精计,河北省青县江峰玻璃仪表厂;温度计,河北省武强县光华仪表厂;pHS-3C型pH计,上海仪电科学仪器股份有限公司;生物显微镜B203LED,重庆奥特光学仪器有限公司;气相色谱仪GC9790,浙江福立分析仪器有限公司。
1.2 原材料工艺参数
1.2.1 pH值的测定
本地硬水:pH≤7.43(自来水-深井水)。
纯净水:pH≤6.58(本厂过滤水)。
无菌水:pH≤8.9(蒸汽煮沸)。
底锅水:3.53(六车间)≤pH≤3.78(九车间)。
黄水:3.64(六车间)≤pH≤3.85(九车间)。
4°尾水:2.86(六车间)≤pH≤3.12(九车间)。
酯化红曲[7]:①温度35℃以下,32℃为最佳,酯化能力随温度升高而增强,在35℃以上时,随着温度升高而减弱;②pH值≤4.8;③酯化红曲的最适催化酒精度为20%vol,在酒精度4%vol~20%vol范围内,酯化红曲的能力随酒精度的升高而增强,在20%vol以上时反而减弱;④对己酸用量的选择性较强,能大量提高己酸乙酯的含量。
1.2.2 生产工艺参数
温度:室温控制在35℃左右,初始罐内水温36℃左右,发酵期罐温控制在32℃;酯化红曲(中惠)添加量:8%;初始酒精度:18%vol;己酸添加量:1.5%;pH值:初始pH值用己酸调至3.8;发酵时间:60 d左右;发酵终点的确定:发酵至40 d时,每隔2 d取样送化验室检测总酯,当酯化液总酯检出量趋于平衡时发酵结束;流酒速度:1.82 kg/min;酯化液馏出液酒精度:50%vol~60%vol。
酸与酯的关系:不同的酸对应生成不同的酯。根据实际生产需要,可以对酸的种类进行调整从而生产出需要的酯。
1.3 试验方法
依照不同实验方案,采用酯化红曲与酿酒车间的黄水、尾水、底锅水中富含的各种高酸、酯、醇和多种微量成分通过一系列地生物酯化、发酵作用,找出适合于我厂酿酒生产需要的仰韶生物酯化液最佳配方。具体实验方案如下。
1.3.1 确定红曲的产酯能力
本实验以佳成红曲、老窖泥、中高温曲为单一变量进行对比实验,确定红曲的产酯能力最好。
选择500 L发酵罐9个,均加入经灭菌处理的黄水40 kg、尾水20 kg、酒精70 kg、纯净水240 kg调节溶液pH3.8,初始酒精度18%vol。方案一选择3个发酵罐加入30 kg的佳成红曲,方案二选择3个发酵罐加入30 kg老窖泥,方案三选择3个发酵罐加30 kg中高温曲,在35℃恒温下进行发酵(表1)。在发酵过程中,每隔10 d取样测定混合液的pH值并添加己酸溶液调整混合液的pH3.8,以确保pH值在微生物的最适生长范围之内,记录发酵过程中己酸的添加量。待发酵至40 d,每隔2 d取样检测总酯和酒精含量,待总酯和酒精含量基本无变化时,即发酵结束。最后对酯化液进行蒸馏,记录馏出液数量(kg),通过分析检测并记录酒精度(%vol)、总酸(g/L)、总酯(g/L)、己酸乙酯、乳酸乙酯、乙酸乙酯、丁酸乙酯(mg/100 mL)的含量。

表2 不同的酸对产酯的影响试验方案表 (kg)
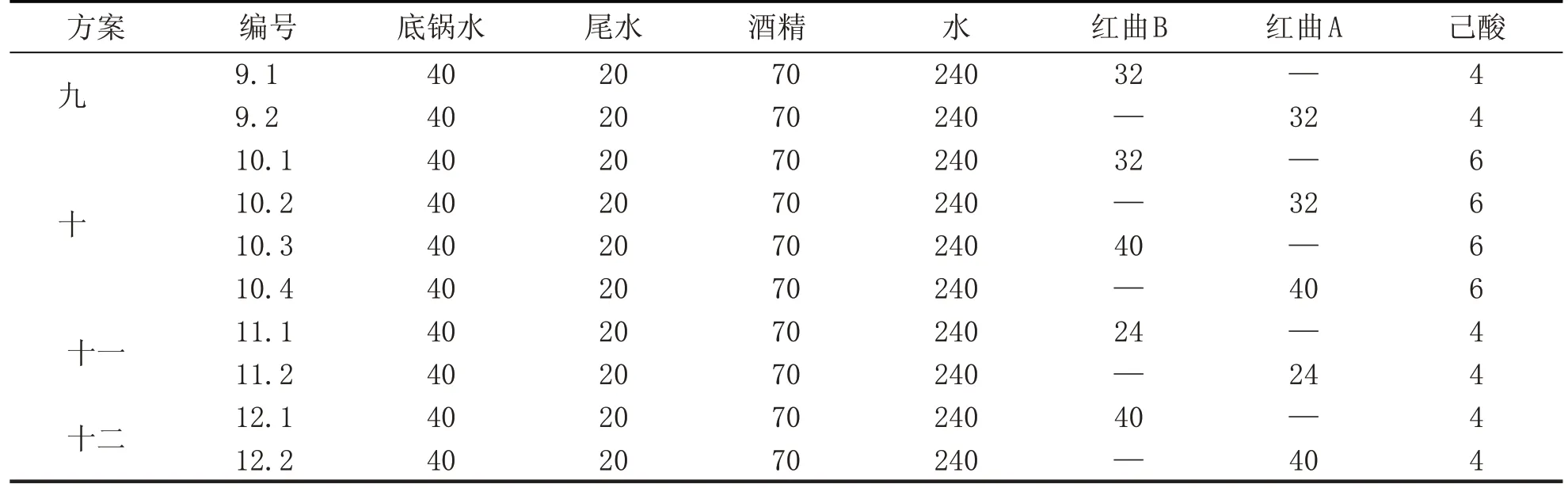
表3 不同红曲及己酸添加量对产酯的影响试验方案表 (kg)
1.3.2 不同的酸对产酯的影响
通过对红曲产酯能力的实验分析结果得到红曲的产酯能力最强。因此,在考虑不同的酸对产酯的影响时,采用添加底锅水和其他酸来调整酯化液中酸的成分,来判断不同的酸对红曲产酯的影响,此外再比较不同厂家的酯化红曲对产酯的影响,发酵时间定为60 d,见表2。
1.3.3 不同红曲及己酸的添加量对产酯的影响
在不同的酸对产酯的影响实验中,发现复合酸的添加不如添加单一己酸的效果好,而取消黄水的使用更有利于酯的生成,且中惠红曲的产酯能力也要较佳成红曲好些。因此,在这基础上取消黄水的使用,改变己酸和酯化红曲的添加量,并进一步验证不同厂家的酯化红曲对产酯的影响,发酵时间为60 d,见表3。
1.3.4 酯化液蒸馏酒感官评价
白酒的感官品评[8]即利用人的感觉器官——眼、鼻、口来判断酒的色、香、味、格的方法。就是用眼观察白酒的外观、色泽和有无悬浮物、沉淀物等;用鼻闻白酒香气,检验其是否有酸败味及异味等;用鼻子的嗅觉对白酒香味进行判断,再结合口中舌头的味觉对白酒形成综合感觉,即白酒的风格。
根据白酒品评标准制定酯化液蒸馏酒的感官评价标准表(表4)。
选择5名具有白酒品评经验的品酒员组成评定小组,根据白酒品评标准制定标准酒样的色泽、香气、滋味、风格4个指标进行单因素的感官评定,要求评酒员必须客观进行评价,评价结果汇入感官评价表中。
2 结果与分析
2.1 红曲的产酯能力实验结果
由表5可知,采用方案一发酵得到的己酸乙酯的含量平均高于另外两个方案的己酸乙酯含量。方案一中通过3个不等量己酸的添加对比发现,加入足量的己酸,有助于己酸乙酯的生成。
2.2 不同的酸对产酯的影响实验结果
由表6看出,方案八的己酸乙酯产量为最高。酯的生成是由外加的酸在酯化红曲的作用下与酒精生成的,因此酸的添加对酯的生成具有决定性的作用。复合酸的添加增加了己酸乙酯、乳酸乙酯、乙酸乙酯和丁酸乙酯等多种成分的生成量。由此得出:加入不同的酸,可以生成相对应的酯。
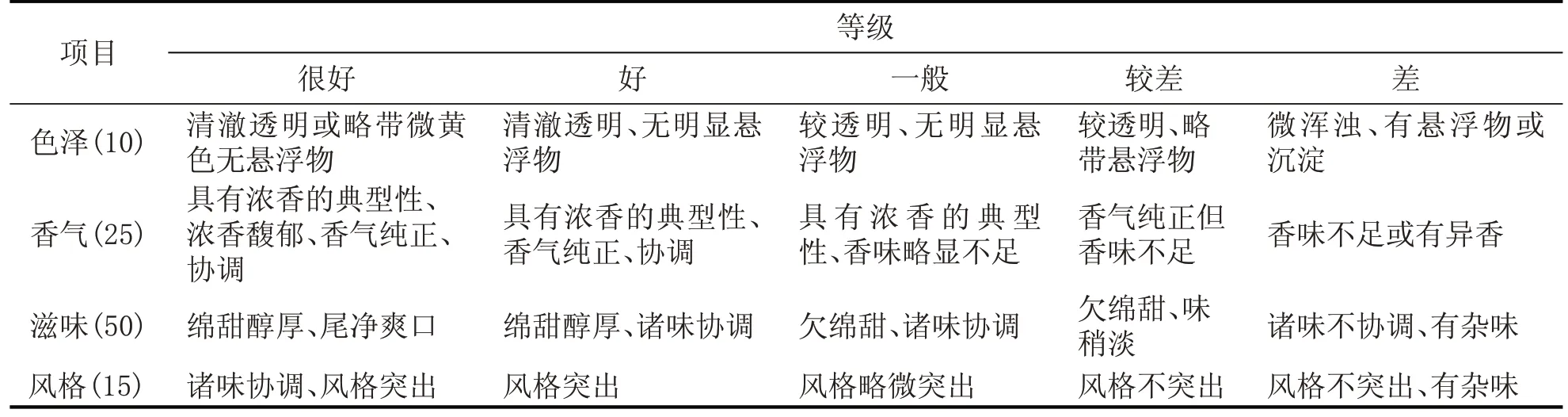
表4 酯化液蒸馏酒的感官评价标准表
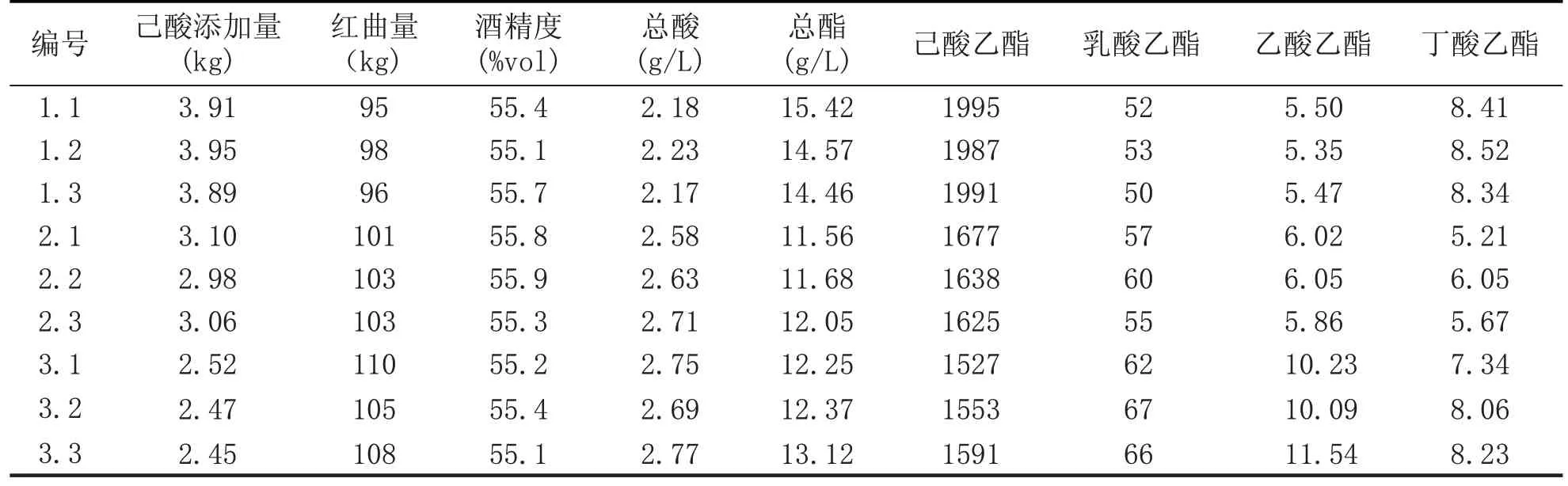
表5 红曲产酯能力实验结果表 (mg/100 mL)
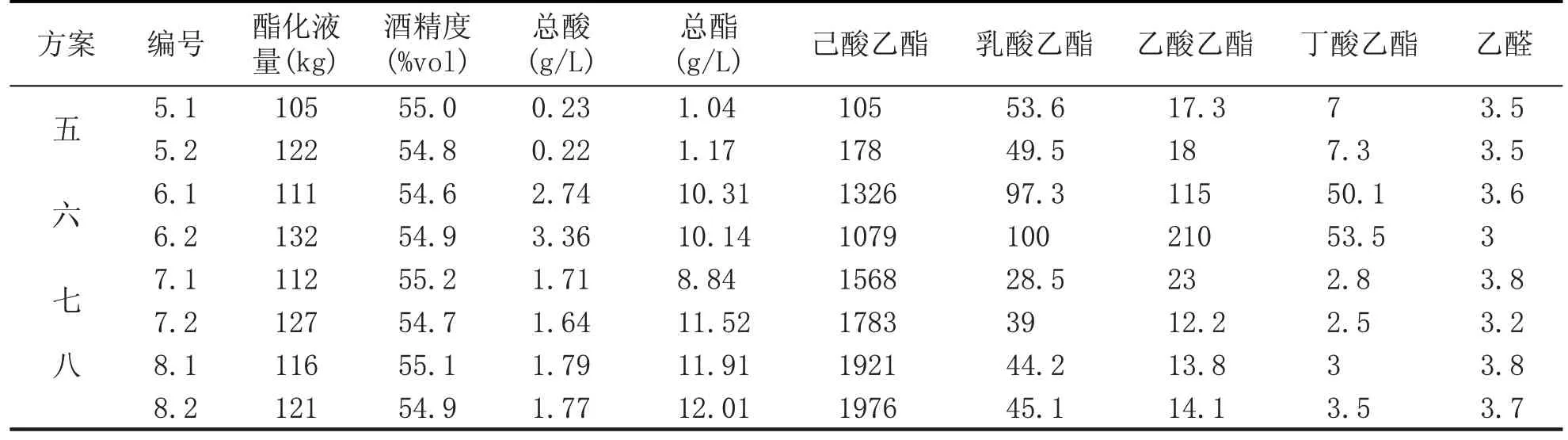
表6 酯化液第二阶段实验结果表 (mg/100 mL)
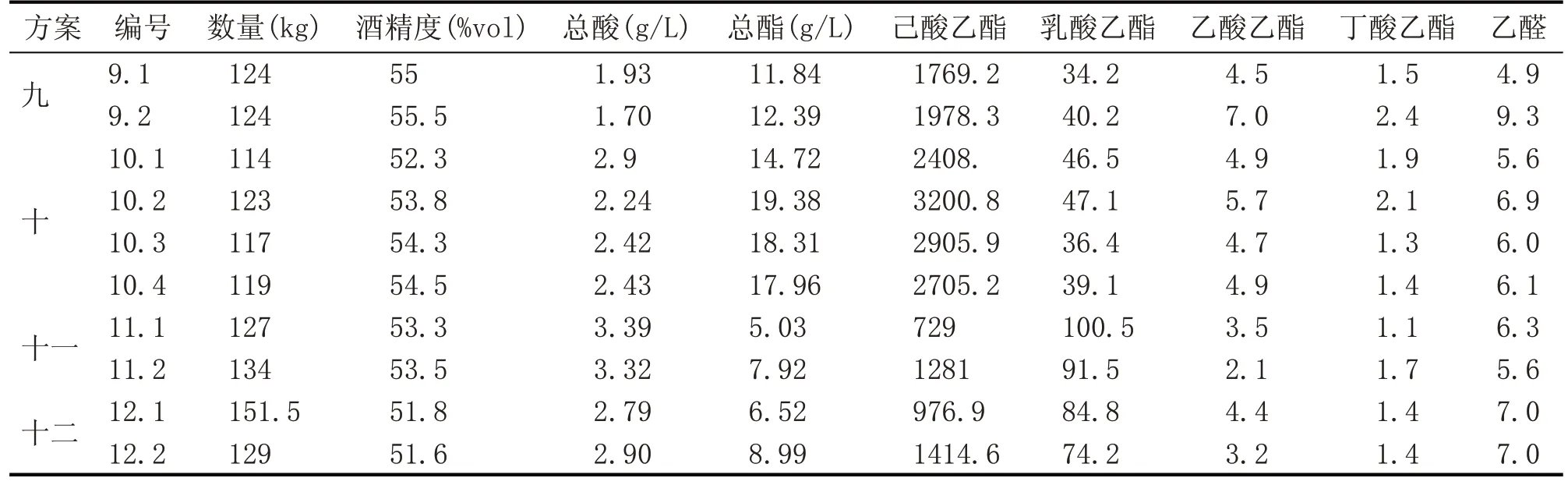
表7 不同红曲及己酸添加量对产酯的影响实验结果表 (mg/100 mL)
2.3 不同红曲及己酸的添加量对产酯的影响实验结果
由表7可看出,此阶段中方案十的己酸乙酯含量为最高。酯化红曲A较之酯化红曲B在产酯生香方面效果更好,适当添加酯化红曲A(添加量8%)有助于己酸乙酯和各类芳香物质的生成。己酸的添加量对己酸乙酯的产量有较大的影响,当其添加量为1.6%时产酯为最高。
综合以上3个试验方案中的结果,结合酿酒车间实际情况,通过进一步分析研究,最终找到了适合自己本厂生产的最佳工艺配方(仰韶生物酯化液),将该酯化液用于丢糟串香和混糟续醅发酵实验中,所产原酒经感官品评员综合评定认为丢糟原酒质量有了明显提高。配方结果见表8。
气相色谱结果表明,己酸乙酯含量大幅提高,最高可达3.0 g/100 mL以上,混合样品的己酸乙酯含量平均达2.05 g/mL,酯、醇、酸类比更加协调。
2.4 感官品评
2.4.1 为了检验酯化液对丢糟原酒质量的影响,研究酯化液酒的实际用途,我们分别在降度到45%vol的食用酒精中添加方案一、方案八、方案十的高酯调味酒和贮存两个月的配方酯化液酒以及原丢糟酒降度到45%vol后制作了小样,组织品酒师进行品评。编号分别为:
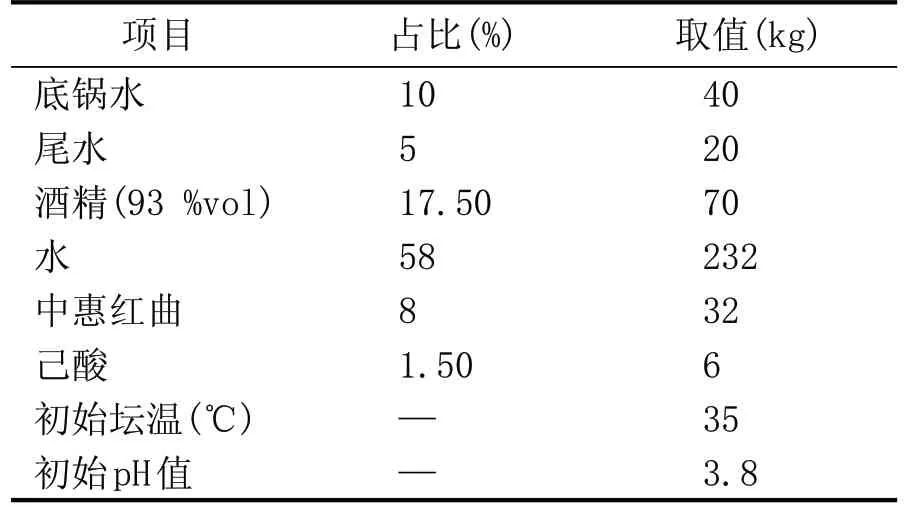
表8 最佳方案配方
1#(一方案酒)、2#(八方案酒)、3#(十方案酒)、4#(原丢糟酒);5#(丢糟串酯酒)。
2.4.2 感官评定结果
品评小组5位成员对每一个因素进行逐个评价,统计每一个因素的评分结果(平均值),总结4个因素的5个评语。然后将品评员对每一个因素的品评分值转化为各等级的名次,得到酯化液蒸馏酒感官品评结果,见表9。
品酒员对5个小样进行质量差排序,从好到差依次是:5#>3#>2#>1#>4#,一致认为5#(丢糟串酯酒)无色透明,香气浓郁,诸味协调,口感醇厚丰满且回味悠长。比1#、2#、3#酒精合成的纯勾兑酒和4#(丢糟酒)好。
3 结论
仰韶生物酯化液的研制生产与丢糟酒串香和混粮续糟蒸馏工艺的运用在提高丢糟酒丰满度方面很大程度地提升了原酒质量,减少了次等酒的产生;串蒸工艺解决了不能调酒用的差等原酒难题;高酯调味酒的生产创新为企业高效利用酿酒副产物资源变废为宝又减少环境污染问题做出了相应的贡献。同时在酯化液生产的启发下,培菌中心对配方略做调整,生产的窖池养护液用于窖池内窖泥淋窖,较好地改善了窖池多种微生物菌系发酵环境,强化了有益菌活性,为酿酒生产提高了产量,提升了质量。

表9 品评结果表
