细支醋酸纤维滤棒硬度影响因素研究
2019-11-14盛培秀宗东岳
徐 晔 盛培秀 宗东岳
(南通烟滤嘴有限责任公司,江苏 南通 226014)
近年来,细支卷烟逐渐成为中式卷烟的重要组成部分,越来越受到消费者青睐和市场认可[1]。伴随着细支卷烟的快速发展,细支滤棒的需求迅速增加。滤棒设计的关键在于选择适当规格的丝束来满足卷烟对滤嘴压降、过滤效率、硬度、圆周等基本要求[2],硬度是综合评价滤棒加工性能和质量的一个重要技术指标,它不仅与滤棒的重量、压降密切相关,还会影响滤棒外观质量,继而影响卷烟与滤棒的接装质量及效率[3-4],影响消费者的感官体验。因此,各生产企业都将硬度与吸阻、圆周一并列为卷烟与滤棒重要的质量指标严格控制[5]。
滤棒硬度受丝束填充量、三乙酸甘油酯施加量及滤棒固化时间、生产贮存环境等诸多因素影响。汪波[6]研究表明,随着丝束填充量的增加,滤棒的硬度随之增大。常纪恒等[7]研究表明,在滤棒重量一定时,卷曲度越高,滤棒硬度越高。李来东等[8]研究表明,滤棒成型过程中,三乙酸甘油酯温度变化对硬度有一定的影响,温度变化范围越小越好。朱翠萍[9]研究表明,随着三乙酸甘油酯温度的升高,固化1 d后的滤棒硬度有显著提高。李莉等[10]研究表明,固化时间为1~29 min时,滤棒硬度与固化时间呈正相关关系,29 min后滤棒硬度与固化时间无相关关系。黄幼斌[11]研究表明,三乙酸甘油酯含量为6%~10%时,滤棒硬度随甘油酯含量的增加而加大,超过10%后,三乙酸甘油酯含量对滤棒硬度的提升已基本无影响;固化时间为2~16 h时,滤棒硬度随固化时间的增加而加大,超过16 h后,随着固化时间增加,滤棒硬度不再上升。常纪恒等[3]研究表明,滤棒圆周、压降与硬度均呈现相关性,其中,滤棒圆周与硬度呈负相关,滤棒压降与硬度呈正相关。
以上研究的对象均是圆周在23.0 mm以上的粗支滤棒,目前针对细支滤棒硬度影响因素及细支滤棒与粗支滤棒的硬度差异规律的相关研究鲜有报道。由于细支滤棒丝束线密度的巨大变化,以往认知的上述影响因素对粗支滤棒硬度的影响规律是否适用于细支滤棒有待重新考证。另外,现行GB/T 5605—2011《醋酸纤维滤棒》硬度指标设计的对象是粗支滤棒,按照该标准的测试原理及测试方法,细支滤棒硬度将明显低于粗支滤棒。滤棒生产企业为了满足硬度指标要求,普遍采取粗支滤棒硬度的提升方法,而粗支滤棒硬度的提升方法是否适用于细支滤棒,成为了当前烟草行业需要深入研究的课题。因此,有必要专门针对细支滤棒硬度影响因素开展相关研究,从生产实际出发,探索影响规律,厘清其与粗支滤棒的硬度影响规律差异,以期进一步完善细支滤棒相关标准,更好地指导细支滤棒的研究开发与生产。
1 材料与方法
1.1 材料、设备与仪器
1.1.1 材料
二醋酸纤维素丝束1#、3#、4#:规格6.0Y/17000、2.4Y/32000、3.0Y/35000,南通醋酸纤维有限公司;
二醋酸纤维素丝束2#:规格8.0Y/15000,罗地亚醋酸纤维素有限公司;
成型纸1#~3#:透气度19 mm×25 g/m2×6 000 CU、19 mm×25 g/m2×10 000 CU、19 mm×25 g/m2×24 000 CU,中烟摩迪(江门)纸业有限公司;
成型纸4#:透气度19 mm×28 g/m2×0 CU,牡丹江恒丰纸业股份有限公司;
三乙酸甘油酯:日本大赛璐化学工业株式会社。
1.1.2 仪器与设备
细支滤棒成型机(见图1):KDF2型,南通烟滤嘴有限责任公司自主改造;
滤棒综合测试台:SODIM,德国虹霓机器制造股份公司;
电子天平:ML204型,瑞士Mettler公司;
电子显微镜:S-3400型,日本Hitachi公司;
恒温恒湿箱:KBF型,德国Binder公司;
气相色谱仪:6890A型,美国Agilent公司;
厚度测试仪:Progage 40型,美国Thwing-Albert公司。
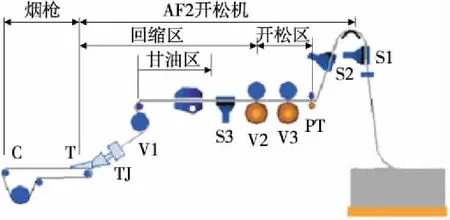
S1. 第一道气开松 S2. 第二道气开松 S3. 第三道气开松 PT. 预拉辊 V1. 输出辊 TJ. 高压道丝装置 V3. 输入辊 T. 烟舌 V2. 开松辊 C. 烟枪
图1 KDF2细支滤棒成型机结构示意图
Figure 1 The structure schematic of KDF2 slim filter rod forming machine
1.2 方法
1.2.1 不同三乙酸甘油酯含量条件下细支滤棒的制备与检测 在丝束规格(丝束2#)、丝束填充量(265 mg/支)、成型纸(成型纸2#)、成型设备(细支滤棒成型机)、成型生产速度(200 m/min)、开松比(1.20)、回缩比(1.40)等参数不变的情况下,按照表1中1#细支滤棒的技术要求,通过增减三乙酸甘油酯施加量,试制不同三乙酸甘油酯含量(滤棒中施加的三乙酸甘油酯质量与丝束质量的百分比)的细支滤棒,其中,三乙酸甘油酯温度控制在(40±1) ℃(三乙酸甘油酯通过箱体加热控制温度,该温度在本文均指生产过程中的温度),取样检测滤棒的三乙酸甘油酯含量及滤棒自然固化1,2,3,4,5 d的硬度(30支/组),分析三乙酸甘油酯含量对细支滤棒硬度的影响。

表1 细支滤棒技术要求
1.2.2 不同三乙酸甘油酯温度条件下细支滤棒的制备与检测 将三乙酸甘油酯加热温度分别设定为25,35,45,55 ℃,待实际温度在设定值±1 ℃的范围时,在丝束规格(丝束2#)、丝束填充量(265 mg/支)、成型纸(成型纸2#)、成型设备(细支滤棒成型机)、成型生产速度(200 m/min)、开松比(1.20)、回缩比(1.40)、三乙酸甘油酯含量(11%)等参数保持不变的情况下,按表1的技术要求试制细支滤棒,取样检测滤棒自然固化1,2,3,4,5 d的硬度(30支/组),分析三乙酸甘油酯温度对细支滤棒硬度的影响。
1.2.3 不同规格不同自然固化时间条件下细支滤棒的制备与检测 按表2中的技术要求生产两种细支滤棒,分别在线抓取400支左右试样放入密封袋中,在环境温度(22±2) ℃、相对湿度(60±5)%的环境下利用同一检测设备,分别检测自然固化0.5,1.0,2.0,4.0 h和1,2,3,4,5,15,30 d的硬度(30支/组),绘制各规格滤棒硬度随固化时间变化曲线,分析固化时间对细支滤棒硬度的影响。
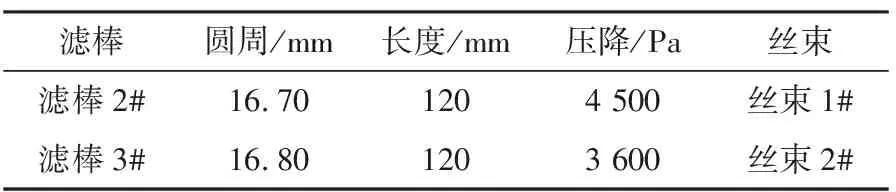
表2 细支滤棒技术要求
1.2.4 不同丝束填充量条件下细支滤棒的制备与检测
使用丝束2#,在同一成型设备按圆周16.80 mm、长度120 mm,分别试制压降为3 100,3 400,3 700,4 000 Pa的细支滤棒(在圆周、长度一定的条件下,滤棒压降越高,所需丝束填充量越高),调节三乙酸甘油酯施加量,使每种滤棒的三乙酸甘油酯施加量相同,取样检测滤棒自然固化5 d的硬度(30支/组),分析丝束填充量对细支滤棒硬度的影响。
1.2.5 不同透气度成型纸条件下细支滤棒的制备与检测
检测、汇总4种成型纸的厚度数据,在丝束规格(丝束2#)、丝束填充量(266 mg/支)、成型设备(细支滤棒成型机)、成型生产速度(200 m/min)、开松比(1.20)、回缩比(1.40)、三乙酸甘油酯含量(10%)等参数不变的情况下,按照圆周16.80 mm、长度120 mm的技术要求,分别试制4种不同透气度成型纸的细支滤棒,取样检测滤棒自然固化5 d的硬度(30支/组),分析成型纸透气度对细支滤棒硬度的影响。
1.2.6 不同圆周条件下细支滤棒的制备与检测 使用丝束2#,在同一成型设备上按长度120 mm,圆周16.50,16.70,16.90 mm,在保持三乙酸甘油酯施加量(18%)相同情况下,分别试制3种相同重量(丝束量相同,均为283 mg/支)、3种相同压降(4 000 Pa)的细支滤棒(丝束量分别为292.04,299.41,313.67 mg/支),取样检测滤棒自然固化5 d的硬度、圆周、压降等物理指标(30支/组),分析相同丝束量下滤棒硬度与圆周的关系,相同压降下滤棒硬度与圆周的关系。
1.2.7 不同压降条件下细支滤棒的制备与检测 使用丝束2#,按长度120 mm,圆周16.70 mm,在保持三乙酸甘油酯施加量(30 mg/支)相同情况下,调节丝束填充量,试制不同压降的滤棒,取样检测滤棒自然固化5 d的硬度、圆周、压降等物理指标(40支/组),分析细支滤棒硬度与压降的相关性。
1.2.8 滤棒物理性能、三乙酸甘油酯施加量、成型纸定量厚度等检测 按照GB/T 5605—2011规定的方法,测试细支滤棒的圆周、压降、硬度、含水率等指标。按照YC/T 331—2010规定的气相色谱法,检测细支滤棒中的三乙酸甘油酯含量。按照YC/T 208—2006规定检测成型纸定量,按照GB/T 451.3—2002中单层厚度的测试方法检测成型纸厚度。
1.3 数据处理
使用Minitab 16软件进行数据处理。
2 结果与分析
2.1 三乙酸甘油酯含量对细支滤棒硬度的影响
由图2可知,自然固化1 d时,在三乙酸甘油酯含量5%~12%范围内,随着三乙酸甘油酯含量增大,细支滤棒硬度呈现上升趋势,在三乙酸甘油酯含量达到12%以后,随着三乙酸甘油酯含量增大,细支滤棒硬度不再上升;自然固化2~5 d时,在三乙酸甘油酯含量5%~23%范围内,随着三乙酸甘油酯含量增大,细支滤棒硬度持续上升,与前人[11]研究的结果不同,主要原因为细支滤棒用醋酸纤维丝束单旦远高于粗支滤棒,因此,滤棒固化时间较粗支滤棒更长,且需要更高含量的三乙酸甘油酯来形成牢固的“焊接点”,细支滤棒达到较高的滤棒硬度需要更高含量的三乙酸甘油酯和更长的固化时间。当三乙酸甘油酯含量达到足够高的施加水平后,过多的三乙酸甘油酯已难以被醋酸纤维丝束所吸收,细支滤棒硬度便不再上升。

图2 不同固化时间下硬度随三乙酸甘油酯含量的变化
Figure 2 The change of the hardness with the dosage of glycerol triacetate at different curing time
2.2 三乙酸甘油酯温度对细支滤棒硬度的影响
经气相色谱法检测,不同温度条件下三乙酸甘油酯含量基本一致。由图3可知,相同固化时间不同三乙酸甘油酯温度条件下,滤棒硬度无明显差异,即三乙酸甘油酯温度对细支滤棒的硬度影响不显著。
在相同固化时间和三乙酸甘油酯含量(11%)条件下,使用Minitab软件对三乙酸甘油酯温度和硬度变异系数进行相关性分析,P值均>0.1(见表3),说明在25~55 ℃ 时三乙酸甘油酯温度和细支滤棒硬度稳定性无相关性。
2.3 自然固化时间对细支滤棒硬度的影响
由图4可知,两种细支滤棒的硬度均值在自然固化前5 d,皆随固化时间的增加而快速上升;5~15 d时,继续缓慢上升;15 d后基本不再上升,硬度趋于稳定。与粗支滤棒相比[10],细支滤棒固化持续时间更长。
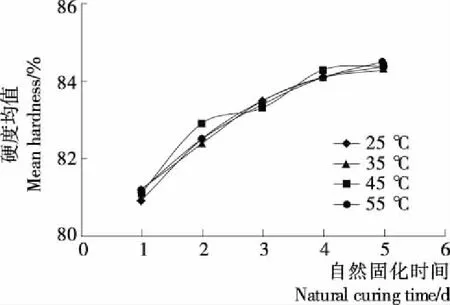
图3 不同固化时间下硬度随三乙酸甘油酯温度的变化
Figure 3 The change of the hardness with the temperature of glycerol triacetate at different curing time
表3不同三乙酸甘油酯温度条件下硬度的变异系数
Table3Thecoefficientofvariationofthehardnessunderdifferenttemperatureconditionsofglyceroltriacetate(n=2)
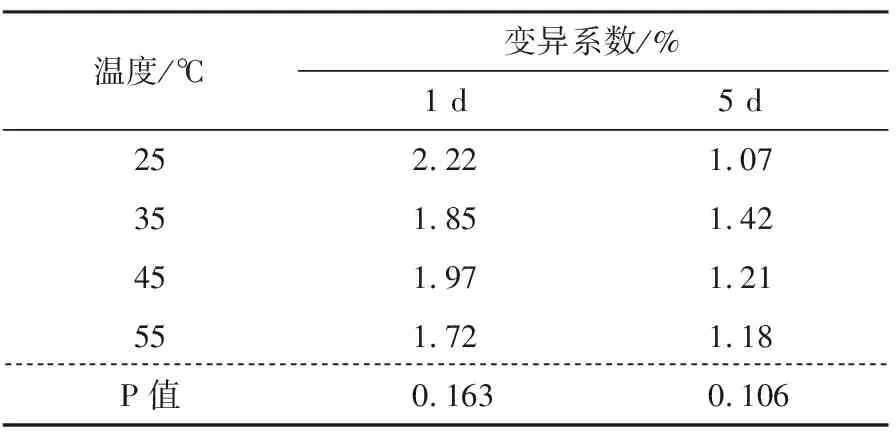
温度/℃变异系数/%1 d5 d252.221.07351.851.42451.971.21551.721.18P值0.1630.106
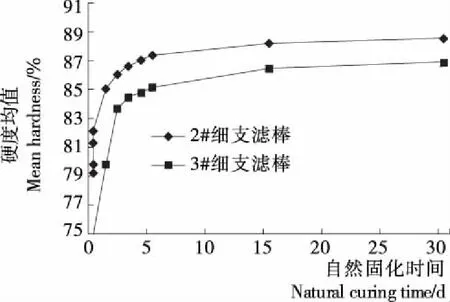
图4 硬度随固化时间的变化
运用Minitab统计工具对同一规格滤棒的硬度变异系数与固化时间进行相关性分析,结果见表4。由表4可知,两种规格细支滤棒的硬度变异系数皆与固化时间呈负相关,即固化时间增加,细支滤棒硬度变异系数减小,硬度稳定性上升。
与粗支滤棒[10]不同,细支滤棒的硬度均值在自然固化1 d后仍有较明显的上升,与细支滤棒生产使用丝束的单丝线密度较高有一定关系。使用丝束截面检测方法,分别对不同线密度丝束的外接圆半径及内切圆半径进行检测,其中丝束1#、2#为细支滤棒用丝束,丝束3#、4#为粗支滤棒用丝束。从表5可看出:细支滤棒用丝束的内切圆半径为20.18~23.60,为粗支滤棒用丝束的1.44~1.72倍,细支滤棒用丝束的外接圆半径为78.55~80.43,为粗支滤棒用丝束的1.57~2.01倍,细支滤棒用丝束单丝半径更大,丝束纤维间形成坚实“焊接点”所需时间更长,所以与粗支滤棒相比,细支滤棒需要更长的固化时间,硬度才能趋于稳定。
表4硬度变异系数与固化时间的相关系数
Table4Thecorrelationcoefficientbetweenthevariationcoefficientofthehardnessandcuringtime
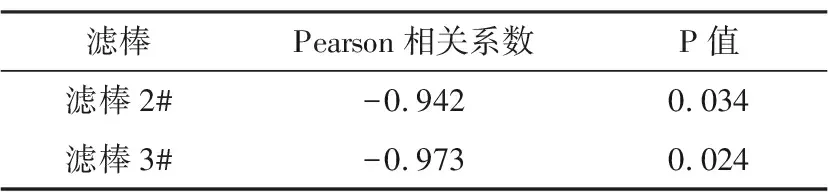
滤棒Pearson相关系数P值滤棒2#-0.9420.034滤棒3#-0.9730.024
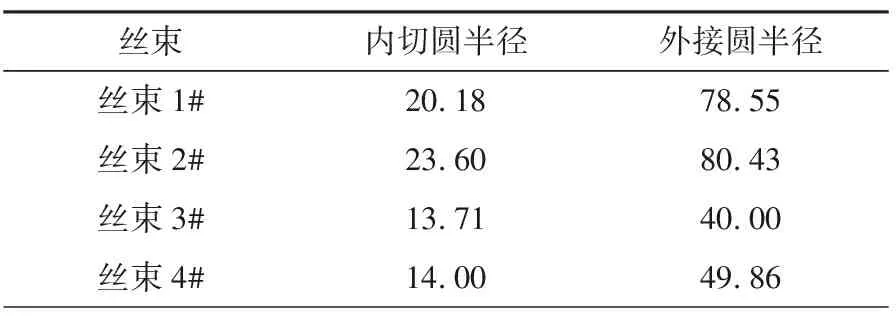
表5 不同丝束的外接圆半径及内切圆半径†
† 半径为软件自带的景象标尺测得的相对值。
考虑到细支滤棒自生产、运输,到卷烟接装使用期间,时间间隔一般至少在5 d以上,且自然固化5 d时,硬度已上升到较高且较稳定的水平,故后续研究于自然固化5 d时检测硬度。
2.4 丝束填充量对细支滤棒硬度的影响
由表6可知,相同三乙酸甘油酯量条件下,随着丝束填充量增大,细支滤棒硬度呈现增加趋势。经使用Minitab软件对丝束填充量和硬度进行相关性分析,P值为0,Pearson相关系数为1,说明丝束填充量与细支滤棒硬度呈正相关。
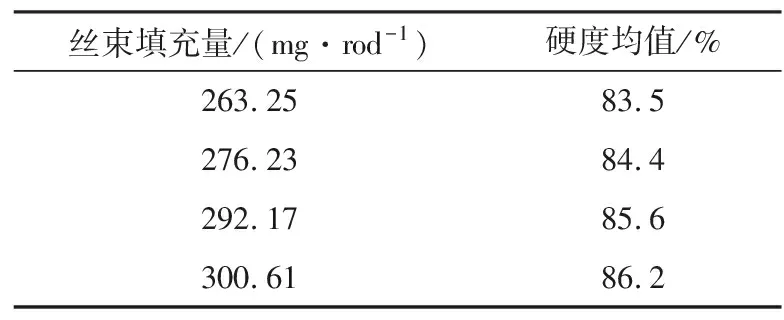
表6 不同丝束填充量的硬度
2.5 成型纸透气度对细支滤棒硬度的影响
从表7可看出,透气度越高,成型纸厚度越大,随着成型纸透气度的增加,细支滤棒的硬度均值呈上升趋势,可能是随着成型纸透气度的加大,成型纸的厚度增加,丝束可填充的体积缩小,单位体积的丝束量增加引起细支滤棒硬度的上升。
表7不同透气度成型纸的定量厚度及硬度
Table7Thequantitativeandthicknessdataofplugwrappaperwithdifferentpermeabilityandthehardness(n=2)
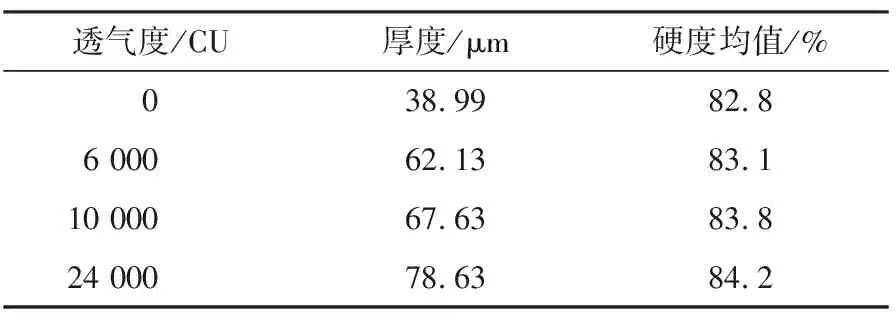
透气度/CU厚度/μm硬度均值/%038.9982.86 00062.1383.110 00067.6383.824 00078.6384.2
2.6 圆周对细支滤棒硬度的影响
由表8可知,随着细支滤棒圆周加大,压降下降,硬度均值下降,硬度变异系数无明显差异,说明圆周越大,细支滤棒的丝束填充密度越小,则硬度越低。
表8相同丝束量下不同圆周对硬度的影响
Table8Thehardnessdataofdifferentcircumferencesunderthesameacetatetowquantity(n=2)
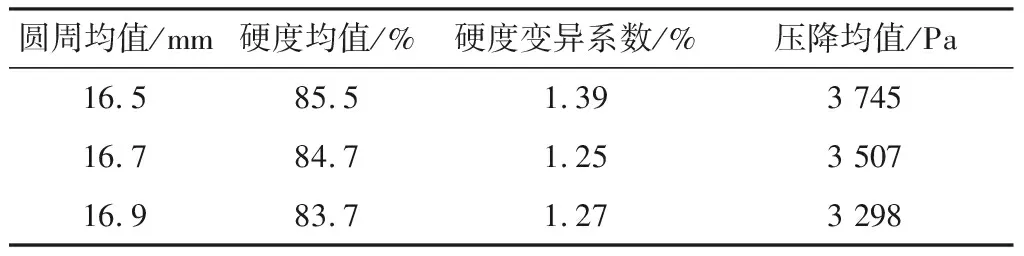
圆周均值/mm硬度均值/%硬度变异系数/%压降均值/Pa16.585.51.393 74516.784.71.253 50716.983.71.273 298
同理由表9可知,圆周越大,丝束填充量越多,细支滤棒硬度越高。
表9相同压降下不同圆周的硬度数据
Table9Thehardnessdataofdifferentcircumferencesunderthesamepressuredrop(n=2)
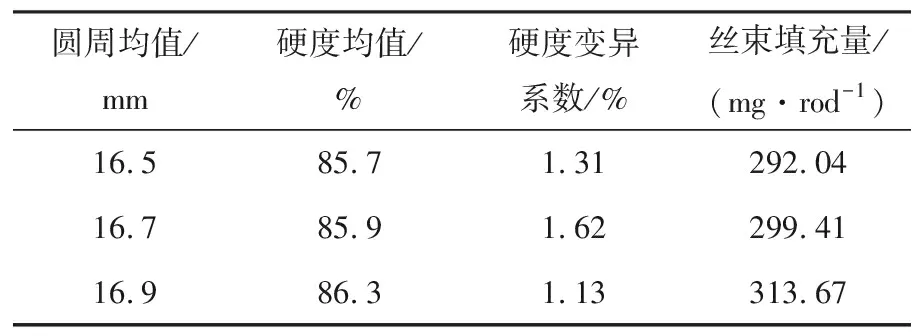
圆周均值/mm硬度均值/%硬度变异系数/%丝束填充量/(mg·rod-1)16.585.71.31292.0416.785.91.62299.4116.986.31.13313.67
2.7 压降对细支滤棒硬度的影响
经使用Minitab软件对细支滤棒压降和硬度进行相关性分析,由图5可知,相同圆周下,随着压降上升,细支滤棒硬度有上升趋势,硬度与压降的相关系数R2=0.887,即两者存在显著性正相关。因在其他条件不变的情况下,压降随丝束填充量的增加而上升,故压降对细支滤棒硬度的影响规律与丝束填充量对细支滤棒的影响规律相同。
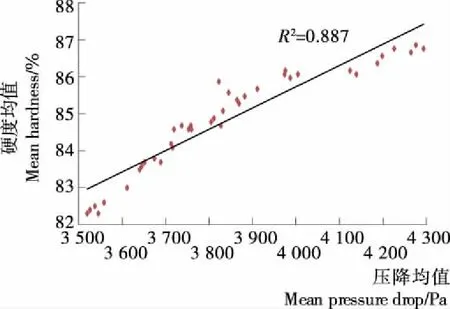
图5 相同圆周下硬度与压降的散点图
Figure 5 The scatter diagram of the hardness and the pressure drop under the same circumference
3 结论
细支滤棒硬度的影响因素主要为三乙酸甘油酯含量、自然固化时间、丝束填充量、压降、圆周、成型纸透气度等,其中,三乙酸甘油酯含量与自然固化时间对细支滤棒硬度的影响规律与粗支滤棒相比有着较大的差异,细支滤棒需要更高的三乙酸甘油酯含量与更长的固化时间才能达到符合要求的硬度水平,因此,需对细支滤棒施加更高含量的三乙酸甘油酯,并放置更长时间以使其充分固化,在细支滤棒研发生产以及相关标准的制修订过程中需对此重点关注,以精准控制细支滤棒硬度,使其更好地满足产品检验和接装使用要求,此外,成型纸透气度对细支滤棒硬度也有一定程度影响,具体表现为透气度越高,成型纸厚度越大,细支滤棒的硬度越高。
