集中轮与盖板对滤棒外观质量的影响
2021-04-20张新星王光磊
张新星,唐 明,王光磊
(红云红河(烟草)集团有限责任公司红河卷烟厂,云南红河 652399)
0 引言
在实际生产中,滤棒规格众多,不同规格的滤棒在长度、圆周、吸阻、原辅料等诸多方面存在差异,在传输过程中受力不一致,对负压吸风的要求也会有所不同。在滤棒成型机生产滤棒过程中,集中轮与盖板起传送和换向的作用。盖板通过固定支架与压紧装置覆盖在集中轮上部,与集中轮协同工作将切割完成的高速运动的滤棒减速及排列整齐,并将滤棒的轴向直线运动转变为径向旋转运动。在此过程中,集中轮与盖板起到重要作用,是保证滤棒正常输送和确保滤棒外观质量不受影响的重要部件。
在实际生产中发现,更换滤棒规格或设备运行较长一段时间后会出现触头滤棒、或者不到位折弯滤棒等不合格产品。为提升滤棒外观质量,对集中轮与盖板结构进行分析,如集中轮的工作原理、盖板上吸风孔的不同区域位置、滤棒的不同规格以及吸风大小的不同等,最终消除滤棒在鼓轮上运动传输时产生的不合格产品,为集中轮与盖板吸风的调节提供科学的、可靠的理论依据与正确方法。
1 集中轮与盖板对滤棒外观的质量影响分析及调整方法
1.1 集中轮工作原理及吸风流向
集中轮工作原理:经加速轮加速分离的滤棒一支支地被送入集中轮,在负压吸风的作用下产生制动作用,滤棒在距离集中轮槽中挡块前5~10 mm 停止运行;通过负压吸风的再次作用,将滤棒整齐的吸附在集中轮上,通过集中轮上分气盘的作用将滤棒传送到剔除鼓轮;剔除鼓轮根据来料的实际情况对不合格滤棒进行剔除[1]。集中轮通过不停歇转动将滤棒的高速直线运动转变为圆周运动,达到输出滤棒的目的(图1)。集中轮工作时,由于集中轮内部的分气盘有多个分隔腔体,当负压风机产生负压吸风时,集中轮上特定区域的风孔上就会有负压吸风通过,形成对滤棒的吸力(图2)。
集中轮表面轴向有许多凹槽通道,通道内有许多负压吸风孔,在不同区域吸风孔结构不同,所形成的吸风流向也不一样(图3)。滤棒经加速轮加速后进入集中轮凹槽通道,在其中高速前行的滤棒首先经过有导向斜口的吸风孔,孔内有来自负压风机产生的负压吸风,对经过的滤棒产生相反方向的吸附力,降低滤棒在凹槽通道的前进速度;降低速度后的滤棒继续进入有导向槽口的吸风槽和吸风孔,这里有来自负压风机产生的负压吸风,将轴向速度已经很低的滤棒往左吸至轻贴凹槽侧壁以达到整齐排列的目的。
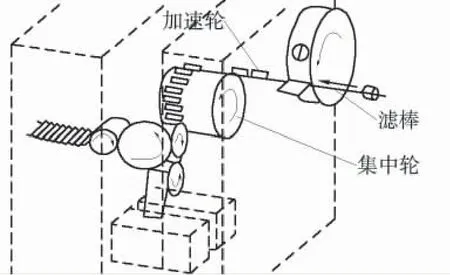
图1 滤棒输出原理
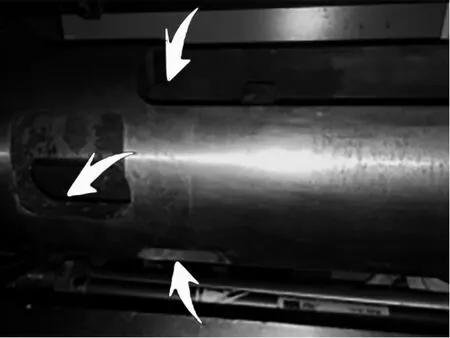
图2 分气盘负压吸风进气位置
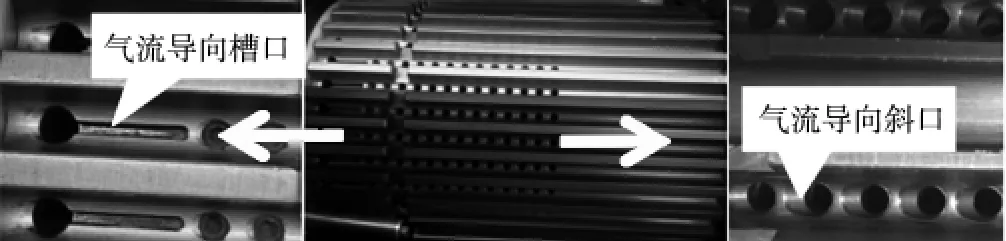
图3 集中轮吸风孔结构
当盖板盖下后,负压产生的吸力方向也不一样,生产运行时滤棒受力方向如图4 所示。其中,在制动区域,滤棒受力方向略偏向右下方,通过反向吸附力急速降低滤棒速度;在排列区域,滤棒受力方向向左下方,通过负压力将轴向速度已经降至很低的滤棒往左吸至轻贴凹槽侧壁,以达到整齐排列的目的。
1.2 盖板各区域风孔工作原理分析
KDF3E 盖板如图5 所示。其中,区域①的风孔为制动风孔,即通过负压使空气快速通过风孔形成风力直接作用在滤棒外表面,同时滤棒端头前急速的气流对滤棒起阻碍作用,两方面共同作用达到制动的目的;区域②的风孔为排列风孔,在该区域风孔进气,使得气流横穿过鼓轮侧壁前端小块区域,对横向前进过来的滤棒起到一定的阻碍作用,从而尽可能地降低滤棒端头对鼓轮侧壁的冲撞,以到达滤棒整齐排列并且降低或消除滤棒端头外观质量不良的情况;区域③的风孔也是为降低滤棒横向移动速度,尽可能降低滤棒端面的冲击。从分气盘的结构可以看出,在该区域的集中轮凹槽中吸风孔是没有吸风的,旋转过程有可能会使滤棒脱离鼓轮凹槽,这种情况下滤棒移动会加快,侧面来自盖板吸风孔的进气则可以将滤棒略微轻压在凹槽通道内壁,以降低滤棒横向移动速度,从而保证滤棒端面整齐不受损。
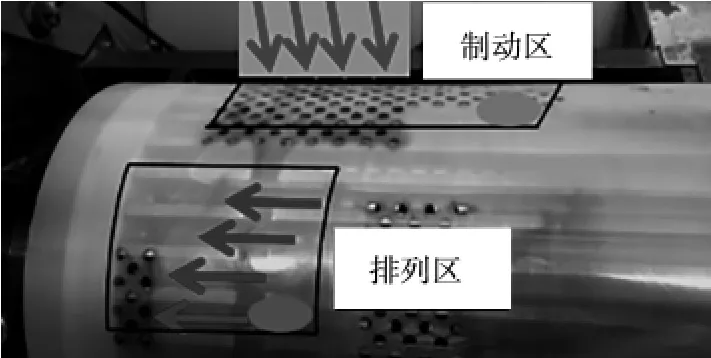
图4 负压吸风流向
1.3 集中轮引发的常见滤棒质量问题
当集中轮负压吸风调节不当、负压吸风管道或者滤网积灰较多、集中轮凹槽保养或调节不到位或者负压风机频率调节不当等情况发生时,都会对滤棒外观质量造成一定程度的损伤,下面是3 种常见的在集中轮处产生的滤棒质量问题。
(1)严重触头。集中轮处导致较严重触头的情况:负压吸风位置调节太靠左,即制动时间过晚,制动距离不足;鼓轮对位不正确;负压吸风不足,风孔部分堵塞等[2]。
(2)端头切口不良甚至伴有小触头。产生端面不良或较多微小触头的原因主要是滤棒在进入排列区受到轴向力较大,产生较大的速度冲向凹槽侧面挡板。
(3)弯折滤棒。由于负压吸风太大,滤棒在传送过程中不能到达相应的位置,导致碰撞到其他物体而使滤棒弯折、变形。
1.4 鼓轮上滤棒分布调整要点
可以通过调节使滤棒经过排列区进入集中轮槽末端,有4种调节方式。
(1)吸风调节杆调整。这是常规的调整方法,重点不是制动区的排列情况,而是排列区通过滤棒的排列情况:制动过晚,滤棒未转动到排列区就已到达侧壁,易产生批量触头;制动过早,滤棒直接越过排列区,同样会造成滤棒端口微触头。
(2)车速调节。不同车速滤棒在鼓轮上的分布有所区别,其中以普通规格的滤棒区别较为明显。普通成型纸相对6000 cu、10 000 cu 成型纸透气度极低,在制动区受力相对较大、制动效果明显。普通规格的滤棒,速度改变很容易改变滤棒在鼓轮上的排布,造成端口不良,出现小触头滤棒,可以通过提速或者降速消除此类问题。对于普通滤棒来说,宜保持一定的车速运行,避免过多的速度切换。
(3)风孔调节。对普通滤棒的观察,由于普通纸表面摩擦力较大,移动阻碍相对高透纸较大,滤棒越过区域②末端负压孔的可能性较大。对于此类问题,可以通过减少区域③的负压风孔、适当增加滤棒移动速度,使得滤棒不能跨过区域②风孔。
(4)鼓轮盖板更换调节。根据设备说明书相关章节知识得知,不同滤棒长度鼓轮盖板尺寸是有区别的。表1 是部分滤嘴规格对应的盖板长度[3]。
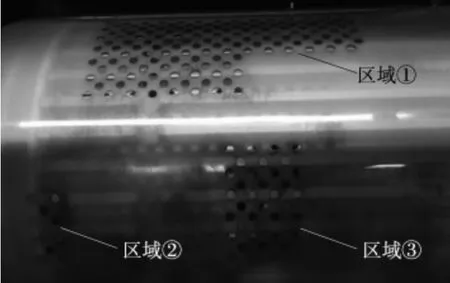
图5 盖板结构

表1 滤棒长度规格与盖板尺寸mm
2 总结与展望
通过前面章节的介绍与分析,对集中轮与盖板的工作原理,对滤棒外观的重要性以及调整方式方法有了比较深入的了解。通过理论与实践相结合,可以看出滤棒的端口质量不良或触头对于任何牌号的滤棒都是可以改善消除的。随着成型机的迭代更新,集中轮与盖板也发生了相应的变化,最终的目的也是为了消除滤棒在传输过程中所带来的外观的损伤。在实际生产过程中发现,更新迭代的新机器所带来的变化也许并没有KDF3E 这种机型的集中轮与盖板传输效果好,因此掌握工作原理,期待更加合理的滤棒传送结构。