附件化超声振动工作台设计及有限元优化分析
2019-09-10王岩林彬东野广恒董颖怀赵静楠张晓峰
王岩,林彬,东野广恒,董颖怀,赵静楠,张晓峰
(1.天津科技大学 机械工程学院,天津300222; 2.天津大学 先进陶瓷及加工技术教育部重点实验室,天津300072)
随着科学技术的进步,高温合金、工程陶瓷、复合材料等具有高硬度、耐磨损、耐高温、耐腐蚀等优异属性的先进材料在航空航天、国防科技、生物工程、计算机工程等尖端领域中的应用日益广泛[1-2]。由于材料的难加工特性,利用传统加工方法已经很难甚至无法提供有效的材料加工技术解决方案[3]。超声振动辅助加工结合了超声振动产生的能量对材料进行去除,为严苛的加工需求提供了新思路,其形式主要有超声振动辅助磨削、车削、铣削、钻削等[4-5]。超声加工材料适应范围广,与传统加工相比,可加工出复杂型腔及型面,加工时刀具和工件接触轻,切削力小,能够有效提高表面加工质量[6-8]。
目前,超声振动辅助加工技术的发展越来越完善,相关超声振动加工设备的研究层出不穷,从超声电源到超声机床,许多学者都进行了深入的研究。Geng等[9]研究了一种椭圆超声振动装置,能够为工件提供椭圆超声振动辅助加工。Liang等[10]提出了一种二维超声振动实验台,并成功进行了二维超声振动磨削加工实验。姚震[11]、李贵花[12]和马付建[13]对超声加工振动系统及电源技术展开研究,开发了多种具备频率跟踪、功率可调及阻抗匹配等多功能的超声振动系统。贺西平和张海岛[14]对超声换能器以及超声变幅杆进行了深入的理论研究,提出了纵振动转换体,可以实现纵振的多端输出,处理多个工作对象。王岩[15]和刘礼平[16]开展了附件化超声振动加工装备的系列研究,成功研制出附件化超声波刀柄以及附件化气浮工作台,为超声加工技术的推广开辟了新的途径。赵蕾[17]针对超声辅助钻削振动装置进行研究,设计了一种钻削振动台,这种振动台在提高钻孔精度的同时还提高了振动装置的适用性。郑书友[18]对超声加工机床展开了研究,并设计出一种结构合理、易于操作、性能优良、生产效率高适宜于孔、面加工的大功率旋转超声加工机床。
本文设计了一种附件化超声振动工作台,能够方便地将振动台以附件化的形式安装到加工中心工作台面上,使得普通加工中心具备超声振动辅助加工的能力。振动台能够装夹规则或异形零件,使得工件产生超声振动效应,配合加工中心主轴实现超声加工。相对于刀柄振动形式,振动台能够实现超声电火花等复合能量场加工,配合刀柄振动形式,振动台能够实现二维超声振动加工。通过将工件装夹到振动台上实现超声振动,改变了在工具或工件上施加振动的传统方式,大幅提高了振动台的通用性,有利于超声振动辅助加工的推广与发展。
1 超声振动工作台总体设计
超声振动工作台设计的理论基础是超声波在平板中的传递,根据半波长或1/4波长整数倍的设计思想构建振动台整体结构。超声波在板中的传递速度与材料的弹性模量、泊松比、材料密度有关,三者关系式为[19]
式中:c为超声波传递速度,m/s;E为弹性模量,N/m2;ρ为材料密度,kg/m3;σ为泊松比。
超声波可以在固体、气体、液体中传播,超声波传递波长与速度和频率之间存在一定的关系,该关系式为

超声振动工作台依据超声能量在金属材料中传递特性来设计,因此材料的选择对工作台的工作效果具有很大影响。能够用来做超声振动工作台的材料有很多种,例如45#钢、Cr12Mov钢和钛合金等。45#钢在振动传递过程中具有振动能耗系数小,声弹性优越,且价格相对较低,容易加工等优点,因而被广泛应用。Cr12Mov钢具有较高的硬度和良好的耐磨性,并且可以承受较大载荷带来的冲击,经过热处理后具有较小的阻抗值,所以也可以作为工作台材料的选择之一。钛合金是难加工材料,在加工制作的过程中非常困难,并且价格昂贵,所以本文选择45#钢和Cr12Mov钢作为振动台的材料,其材料性能参数如表1所示。
根据表1中45#钢的参数及式(1),可以求得超声波在45#钢中的传递速度c=4.957 1×103m/s。选取超声波频率f=20 kHz作为振动台的设计频率,根据式(2)可以求得λ=0.247 9m。通常工作台长度为半波长或半波长整数倍,所以选取振动台的长度尺寸选为245 mm。考虑小型加工中心工作台尺寸及被加工零件尺寸,选取工作台的宽度尺寸为180mm;由于在工作台上需要开滑轨、安装夹具并需要具备一定刚度,将工作台厚度设计为40mm。该工作台与超声振动子相连接,超声波发生器产生的振动信号经由换能器转变为机械振动后由变幅杆放大之后将超声振动传递给工作台,使工作台上的工件做超声振动,其中振动子与工作台之间的连接方式如图1所示。
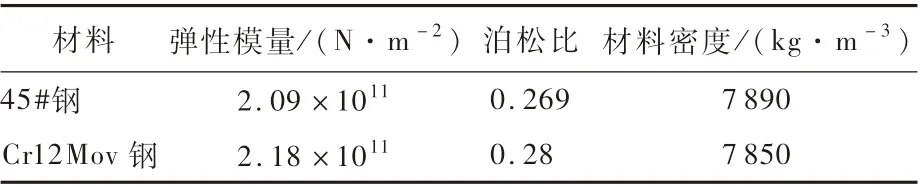
表1 材料性能参数Tab le 1 M aterial perform ance param eters

图1 工作台与振动子的连接示意图Fig.1 Schematic diagram of connection between working table and vibrator
2 超声振动工作台有限元分析
根据工作台的初步设计,对工作台的工作性能进行有限元分析,利用ANSYS Workbench中Geometry模块建立工作台模型。工作台在底部开2条滑轨,以实现工作台整体的点支撑,导轨两端开有注油孔。超声波在板中的传播波形有纵波和横波,2种波形重叠会引起工作台发生纵振、弯振、扭振等现象。工作台的工作方式是以纵波振动为基础,所以在工作台上面开横波阻断槽,以减小工作台的横波干扰。根据工作台尺寸以及工件装夹部位,开槽形式可分为双排槽和单排槽,其结构如图2所示。

图2 振动工作台结构Fig.2 Vibration working table structure
2.1 模态分析
利用工作台的模态分析结果,找出所需要的共振频率,确保在施加某一频率时,振动台能够得到稳定的工作状态。通过模态分析可以观察工作台在受到某一频率范围时各阶模态情况,确定工作台在受到外部振动信号时产生的响应。设置材料弹性模量、泊松比、材料密度等属性,对工作台进行网格划分,模拟工作台实际加工需要,给工作台添加边界条件。针对超声振动加工,选取频率范围在16~25 kHz之间对2种工作台进行模态分析,得出双排槽工作台前8阶模态对应的频率值如表2和表3所示,振型如图3和图4所示。
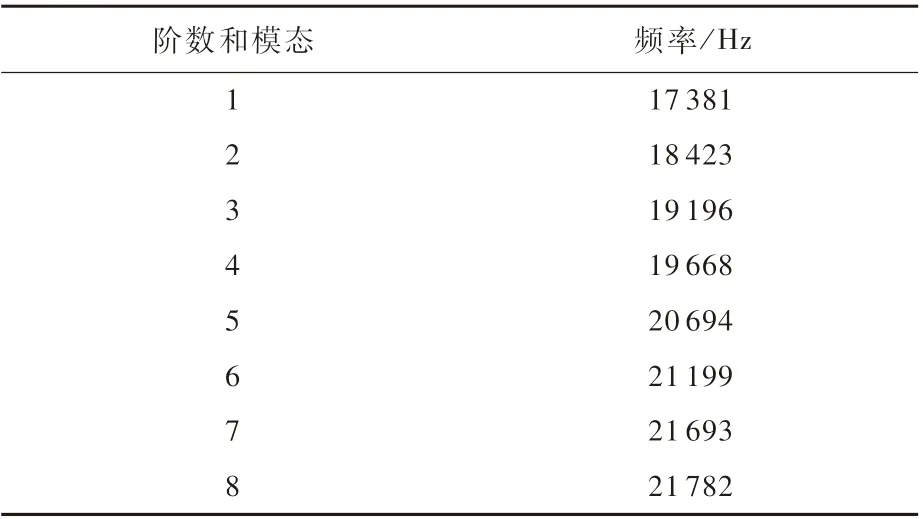
表2 45#钢工作台前8阶模态频率Tab le 2 The first eighth-order m odal frequency of 45#steel work ing tab le
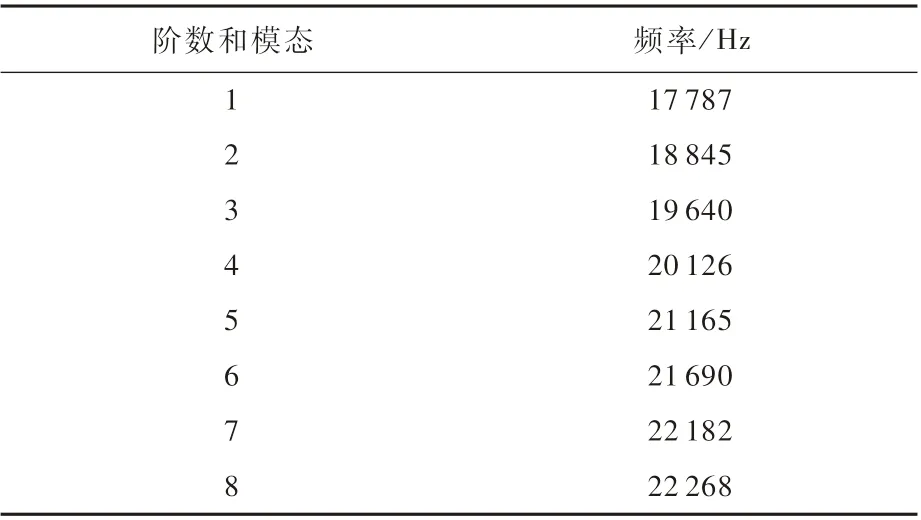
表3 Cr12M ov钢工作台前8阶模态频率Tab le 3 The first eighth-order m odal frequency of Cr12M ov steel working table

图3 45#钢工作台部分模态振型Fig.3 Partialmodal vibration shape of 45#steel working table
图3为45#钢工作台部分模态振型,根据实际的加工需要,结合模态振型云图可知,第1阶模态振型和第8阶模态振型符合加工需要,其对应的频率分别为17 381 Hz和21 782 Hz,其他振型存在严重的扭曲变形。由于第1阶频率偏低,会产生严重噪声,因此选择第8阶模态分析结果作为工作频率和振动形式。在实际加工过程中需要工作台沿y轴方向振动,且该模态在z方向的变形很小,综上所述在前8阶模态中,第8阶模态合适,符合加工的实际需要。
在相同条件下,将材料改为Cr12Mov,其他工作条件保持不变,进行模态分析,表3给出了Cr12Mov钢工作台前8阶模态对应的频率值。

图4 Cr12Mov钢工作台部分模态振型Fig.4 Partialmodal vibration shape of Cr12Mov steel working table
图4为Cr12Mov钢工作台部分模态振型,可以看到材料改变后振动台的各阶振型几乎保持不变,同为第1阶和第8阶模态振型符合加工需要,其对应的频率分别为17 787 Hz和22 268 Hz,选取第8阶模态的谐振频率作为工作台的工作频率。
通过对单排槽工作台进行模态分析,发现单排槽工作台在各阶振型处均发生扭振,且在装夹工件部位扭振幅度较大,不适合超声振动加工,故选择双排槽工作台设计方式。
以需求为牵引,根据“统分结合、通专两线”的装备保障思路,合理界定通用保障和专用保障的范畴。一是借鉴美军等发达国家军队的经验做法,顺应部队合成化编成趋势,适度加强通用装备保障力量,将具备军兵种统一标准、相同属性的武器装备集中由该区域联勤保障部门保障。二是适应“战区主战、军种主建”的总格局,严格按照体制建设要求,简政放权,将军种专业性强、与部队建设相关的保障资源和保障活动,归属军种专用保障。逐步形成联合指挥、统放有度、划区管理、就近保障的布局,形成通专装备保障任务分工合理、相互协调的一体化联合作战装备保障模式。
2.2 谐响应分析
对工作台进行谐响应分析,用以计算工作台结构在正弦激励作用下的稳态振动,由于激励是简谐变化,所以在计算过程中,只考虑稳态受迫振动,不考虑开始瞬间的暂态振动。模拟超声振动辅助加工过程中的切削力,对工作台面施加50 N面载荷,通过对45#钢和Cr12Mov钢两种材料的工作台进行谐响应分析,可以观察到在谐振频率带附近工作台的振动稳定性。
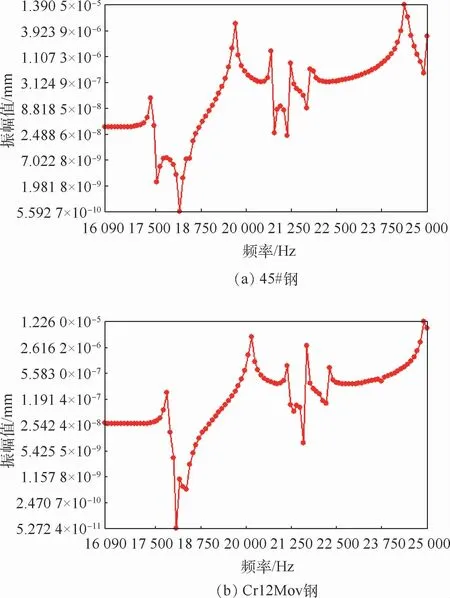
图5 两种工作台谐响应分析Fig.5 Harmonic response analysis of two types of working tables
图5为2种材料工作台谐响应分析结果。从图5(a)可以看出,频率在24 370 Hz时振幅值最大,此时最大值为1.390 5×10-5mm;从图5(b)可以看出,频率在24 910时振幅值最大,此时最大 值为1.226 0×10-5mm,工作台在最大振幅处均产生剧烈扭振,无法实现超声加工的应用。45#钢振动台在工作谐振点处(21 782 Hz)的振幅值为7.1×10-7mm,共振频率带宽为350 Hz;Cr12Mov钢工作台在工作谐振点处(22 268 Hz)的振幅值为2.6×10-6mm,共振频率带宽为200Hz,可以得到45#钢振动台在工作时具有较宽的共振频率带,能够提供较高的工作稳定性,但是具有较小的振幅。
2.3 多目标优化分析
使用目标驱动优化方法对工作台进行优化设计,根据参数设定的目标,从样本集中获得最佳的设计。本文主要优化目标是在保证工作台振动效果的前提下减小工作台的质量,并保证工作台的总变形量最小。设计变量为工作台的三维尺寸,为了减小横波干扰,降低振动子负载,将工作台的尺寸约束为:220mm≤L≤270mm,162mm≤W≤198mm,36mm≤H≤44mm,其中L、W、H分别为长、宽、高。
选用筛选法(screening)进行优化计算,筛选法是一种非迭代方法,适用于所有类型的输入参数,所用算法为Hammersley算法,该算法适用于所有样本生成的取样策略。Hammersley采样算法是一个具有非常低的差异性的准随机数发生器,采样越多,越近似最优解。优化后ANSYS Workbench给出3个候选关键点,如表4所示,可以看出候选点1对应的解在给出的3个候选点中是最优解,所以选择候选点1的尺寸作为振动工作台最终尺寸。
根据优化后的结果,选取表4中的候选点1作为设计尺寸。从工作台的加工方便角度考虑对候选点的尺寸进行微调,选取工作台尺寸为221mm×162mm×36mm。
优化后工作台质量、尺寸发生变化,所以需要分别对优化后的2种工作台进行模态分析和谐响应分析,以观察优化前后振动工作台的变化。以Cr12Mov钢振动台为例,对优化后的工作台进行模态分析,在16~25 kHz范围内提取前8阶模态振型图,并与优化之前进行比较。表5为优化后Cr12Mov钢工作台前8阶模态频率。
由图6可以看出,第2阶模态振型和第6阶模态振型适合做超声振动加工,其共振频率分别为17 138 Hz和19 796 Hz,选取19 796 Hz作为工作台的工作频率,优化后2种工作台的工作频率相比于优化前均有所降低,并且优化后振动台的质量减小了27%,其工作频率降低11%,有效降低了超声能量损耗及振动子负载。
对优化后的振动台进行谐响应分析,用于观察工作台谐振频率带附近的工作状态,结果如图7所示。
由图7(a)可知,45#钢振动台在工作谐振点处(19 349Hz)的幅值为1.7×10-7mm,共振频率带宽为150 Hz;由图7(b)可知,Cr12Mov钢工作台在工作谐振点处(19 796 Hz)的幅值为3.5×10-7mm,共振频率带宽为100 Hz,可以得到2种振动台在工作时的共振频率带差别不大,具有类似的振动稳定性,但Cr12Mov钢工作台具有较大的幅值。

表4 优化候选点Tab le 4 Optim ization cand idate points

表5 优化后Cr12M ov钢工作台前8阶模态频率Table 5 The first eighth-order m odal frequency of C r12M ov steel w orking tab le after op tim ization
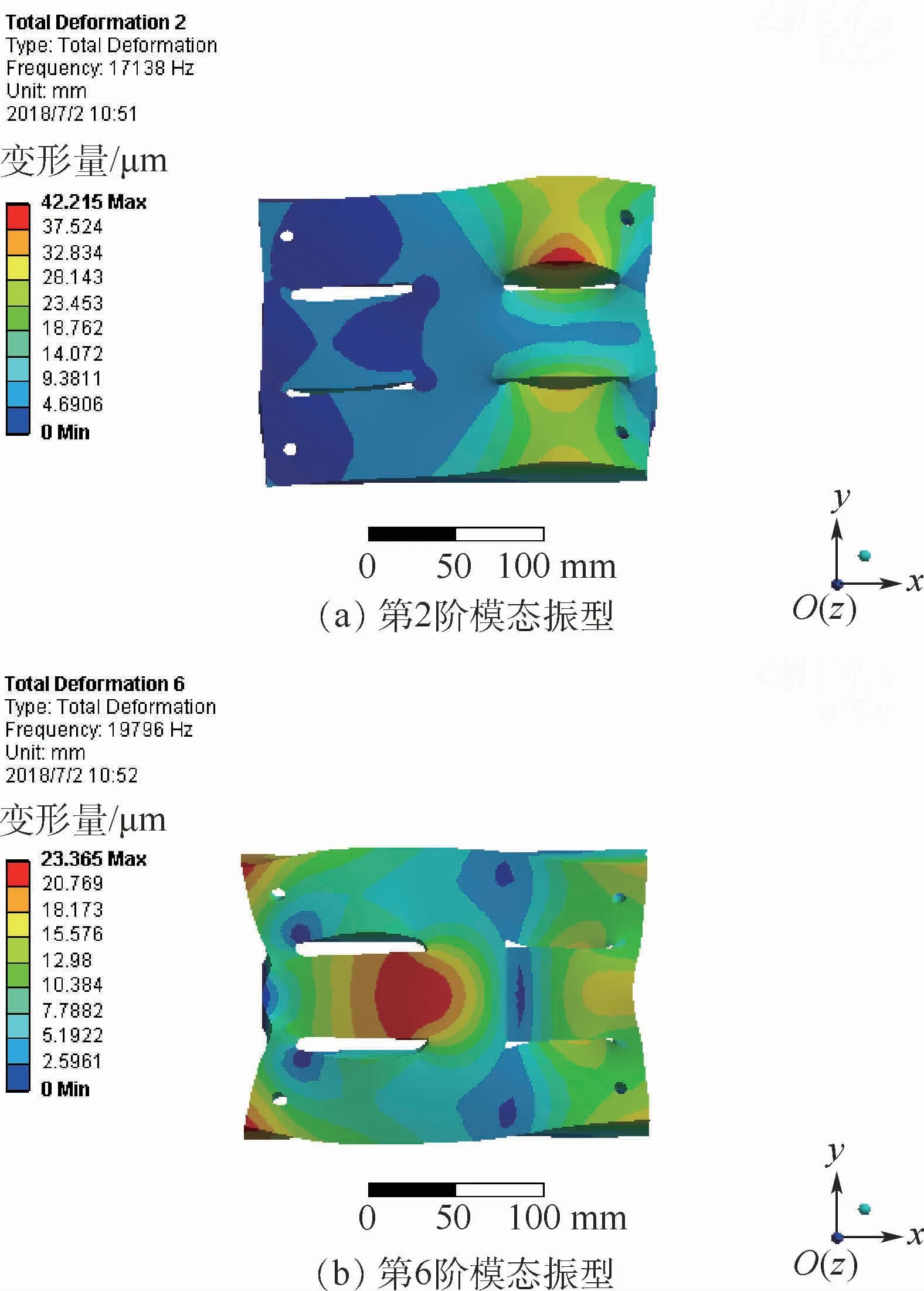
图6 优化后Cr12Mov钢工作台部分模态振型Fig.6 Partialmodal vibration shape of Cr12Mov steel working table after optimization
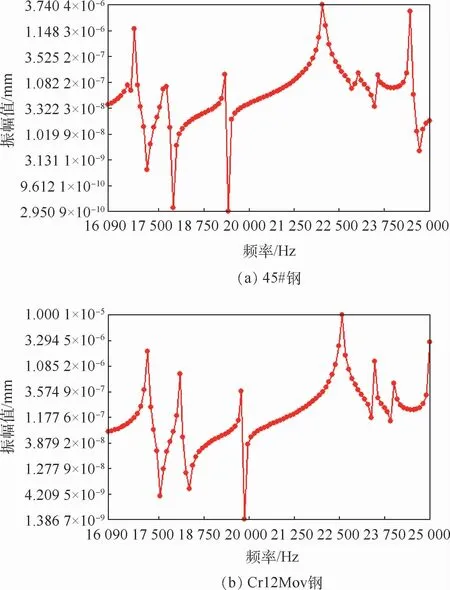
图7 优化后两种工作台谐响应分析Fig.7 Harmonic response analysis of two types of working tables after optimization
针对优化后的2种振动台,在工作台面添加工件并进行模态分析,工件材料选用钛合金(Ti6Al4V),工件尺寸为80 mm×60 mm×8 mm。在16~25 kHz范围内提取前8阶模态振型,其中共有2阶振型为纵向振动符合超声振动加工需求,其他则产生不同程度的扭振,以Cr12Mov钢振动台为例,具体振型如图8所示。
由图8(a)可知,优化后Cr12Mov钢工作台带工件以后共振频率下降至19 481 Hz,但其振动效果要好于45#钢工作台;图8(b)所示振动台在工作频率虽然具有良好的纵向振动效果,但其幅值较小,不利于实现超声加工。优化后的45#钢工作台带工件以后也能保证良好的纵向振动效果,但由于工件质量的加入使得其工作频率下降至19 040 Hz,振动台在工作频率的振幅要小于Cr12Mov钢工作台。综合分析2种材料工作台的振动效果,最终选择Cr12Mov钢材料对工作台进行试制研究,如图9所示。

图8 优化后Cr12Mov钢工作台带工件部分模态振型Fig.8 Partialmodal vibration shape of Cr12Mov steel working table with workpiece after optimization

图9 试制的超声振动工作台Fig.9 Prototype ultrasonic vibration working table
如图9所示,以Cr12Mov钢材料制成的振动台经测试能够得到稳定的振幅,幅值为5~8μm,换能器与变幅杆之间采用螺纹连接,并用法兰盘固定在底座上,变幅杆的末端与工作台之间采用螺纹连接。试制的换能器和工作台的工作频率均为20 kHz,连接成整体后的复合振动系统频率为19.6 kHz左右。
3 结 论
本文对附件化超声振动工作台进行了结构设计,分别选用2种材料对工作台进行了有限元分析,从模态分析结果中找到符合超声振动加工需要的振型和频率,并对工作台进行多目标优化设计,最终确定工作台的尺寸为221mm×162mm×36mm,具体结论如下:
1)2种材料制成的工作台具有相同的工作振型,45#钢振动台在工作谐振点处的振动频率以及振幅均小于Cr12Mov钢工作台。
2)45#钢工作台共振频率带宽大于Cr12Mov钢工作台,说明45#钢工作台在工作时的振动稳定性要好于Cr12Mov钢工作台。
3)通过多目标优化使得振动台的总体质量降低27%,其工作频率同时降低11%,优化后2种工作台的共振频率带宽相差较小,选取振幅较大的Cr12Mov钢工作台作为最终设计方案。