农机零部件现代加工技术研究
2019-05-27奚旗文
奚旗文
(武汉职业技术学院 机电工程学院,武汉 430074)
0 引言
当前我国正处于经济发展和改革的关键时期,而高端制造技术是较为薄弱的环节,现代机械加工制造技术还相对落后,技术创新较少,产品的实际寿命也往往不高。在农机零部件的设计生产过程中,很多零部件的形状和结构较为复杂,如犁体曲面、水泵叶轮和送料螺旋等,如果采用传统的机械设计和制造方法,加工工艺较为复杂,加工效率和质量都比较差。随着科学技术的不断进步,现代加工技术在机械制造行业表现出了无可比拟的优越性,如果将其使用在农机零部件的设计加工过程中,将有效地缩短设计周期,节约加工材料,降低设计成本,对于提高农机零部件产品的质量具有重要的意义。
1 现代加工技术在农业机械制造中的应用
随着机械制造自动化水平的不断提高,现代加工技术被使用在很多领域,如多轴数控自动化机床和快速成型加工技术。多轴机床可以利用编程技术实现对复杂零件的自动化加工,而快速成型技术可以直接利用CAD设计图样对零件进行加工,加工过程不使用模具或者工具,并且可以生成任意复杂的机械零部件,从而有效地缩短了设计制造周期。
图1为隆源成型制造采用激光烧结技术设计制造的缸盖气道模具。其利用增材的方式无需其他工具一次性烧结完成,制造效率高,成型总时间不到1天,而生成的模具效率较高。
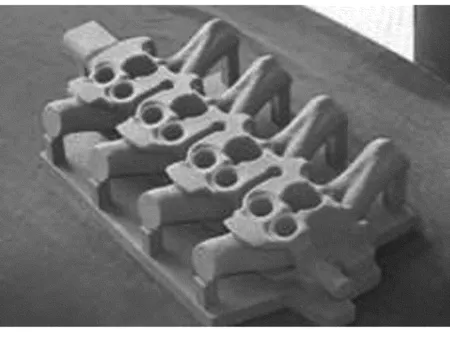
图1 发动机缸盖气道快速成型Fig.1 Rapid prototyping of engine cylinder head
图2为隆源成型制造采用激光烧结生成的模具制造的缸盖外模。采用模具后可以利用传统的方法制造缸盖,从最初的设计到完成缸盖的铸造仅用了约20天时间,大大提高了发动机缸盖的生产制造效率。现代加工技术的优越性显而易见,在农机零部件的设计生产过程中,很多零部件形状较为复杂,如耕地机械、整地机械和收获机械,复杂的零部件主要包括犁体曲面、水泵叶轮和送料螺旋等,采用传统的机械加工制造方式较难达到预期的生成效果;而采用现代化机械加工技术有助于提高机械加工的效率和质量,降低生产设计成本,对于农机制造自动化水平的提高具有重要的意义。
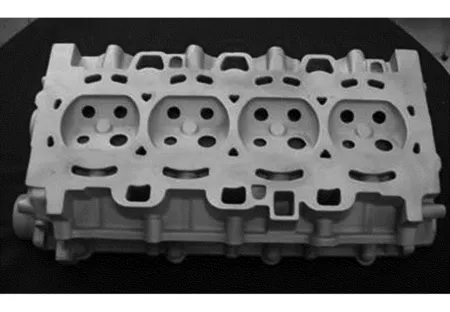
图2 发动机缸盖铝铸件Fig.2 Aluminum castings of engine cylinder head
2 基于五轴加工和3D打印的现代机械加工技术
为了提高机械加工的自动化程度,五轴数控机床被广泛应用到现代机械加工过程中。五轴加工机床对于数控程序的开发一般可以采用常用的通用型软件如UG或者CATIA等,或者专业用型软件MAX-5和MAX-AB等,如图3所示。目前较为先进的五轴机床还是采用国外生产的,如叶轮的加工,这些机床都配有软件,保密性较高,因此五轴数控机床控制程序的开发对于提高现代农机自主创新能力具有重要的意义。
图3 国外五轴数控机床Fig.3 Five axis CNC machine tools abroad
五轴加工机床常用在农机较为复杂零部件的加工过程中,一般复杂零件都具有弯曲形状,采用传统常规的方法较难加工,在数控加工过程中经常采用曲线拟合的方法。为了提高曲线和曲面的光顺性与准确性,可以采用非均有理样条B曲线技术对农机复杂零部件进行造型和优化,并根据加工条件,合理产生加工轨迹。为了方便计算,采用齐次坐标表达曲线Pw(u),即
(1)
其中,Ni,k(u)表示第i个k次B有理样条基础函数;diw=[widi,wi],i=0,1,…,n表示带权控制顶点。利用笛卡尔坐标的形式,将齐次坐标进行超平面w=1上的投影,将曲线投影后的表达式为
(2)
其中,wi=0,1,…,n表示控制点的权或者权因子。通过将非均匀有理B样条曲线以张量积的形式进行推导,就可以得出NURBS曲线构造的曲面方程,即
(3)
在农机零件复杂曲面的加工过程中,如果工刀位点规划不合理会造成加工过程的不合理性:如刀位间距过大会造成加工精度降低;如刀位点间距较小,会造成走刀数量过多,信息量过大,降低加工效率。因此,合理的步长和间距是保证加工精度和效率的主要保证,在五轴数控加工过程中,刀具的走刀步长计算原理如图4所示。
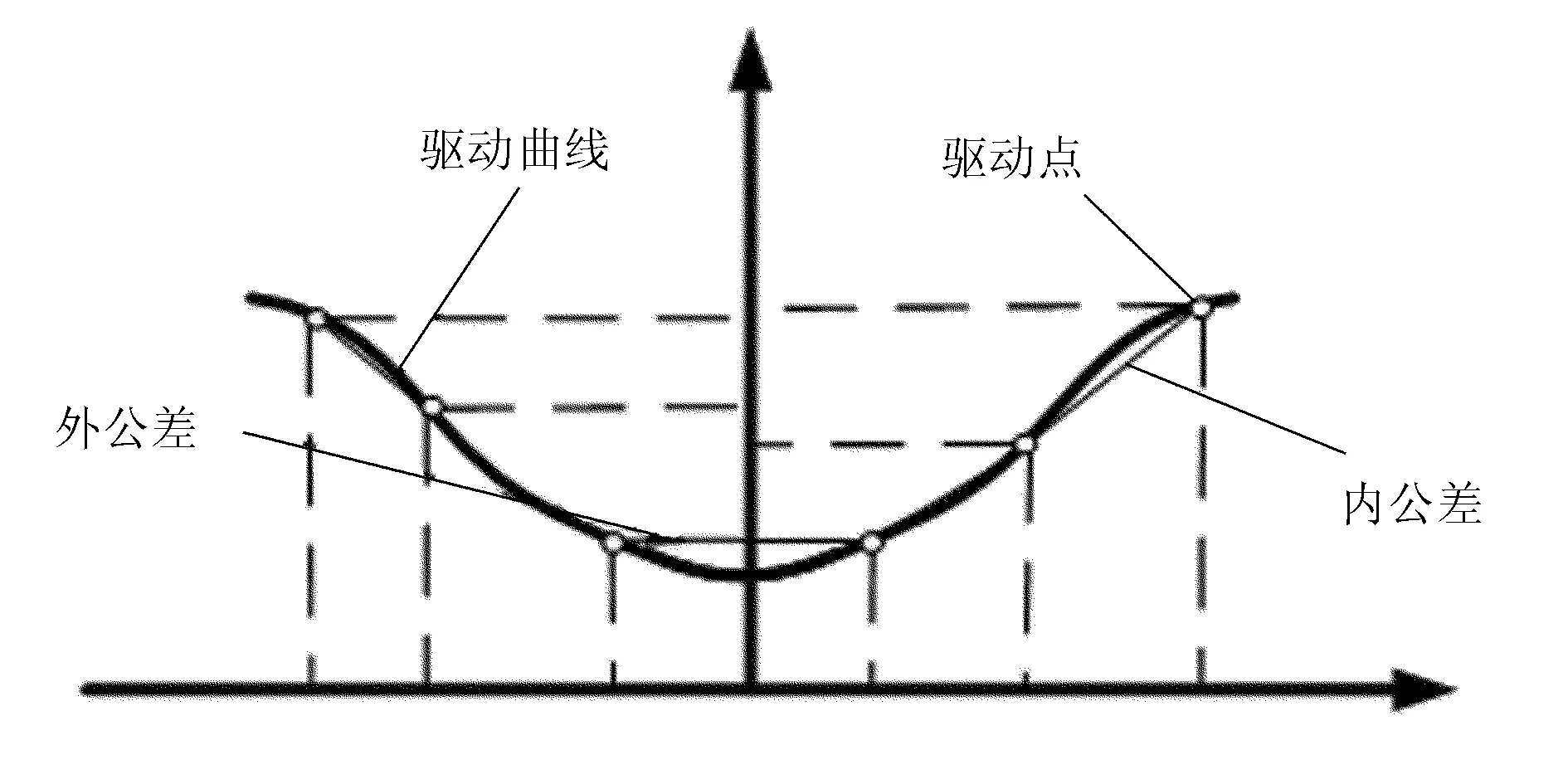
图4 走刀步长计算原理Fig.4 The principle of calculating the step length of a cutter
在确定刀位点轨迹时,走刀步长要通过内外公差来确定,将驱动曲线进行刀位点离散。当驱动点的大小满足内外公差的要求时,可以确定走刀步长,其计算公式为
(4)
(5)
其中,ε为加工误差;Rf为曲面曲率;R为刀具半径。
如图5所示,在农机复杂零部件的加工过程中,重要的一步是曲线的拟合和刀具点的反算,生成造型曲面,然后生成整个加工零件,其整个过程可以实现自动化加工。除了五轴加工,还有一种更加简便高效的机械加工方法便是3D打印技术,特别是在一些农机复杂零件模具的制造方面,3D打印技术表现出了较大的优越性。
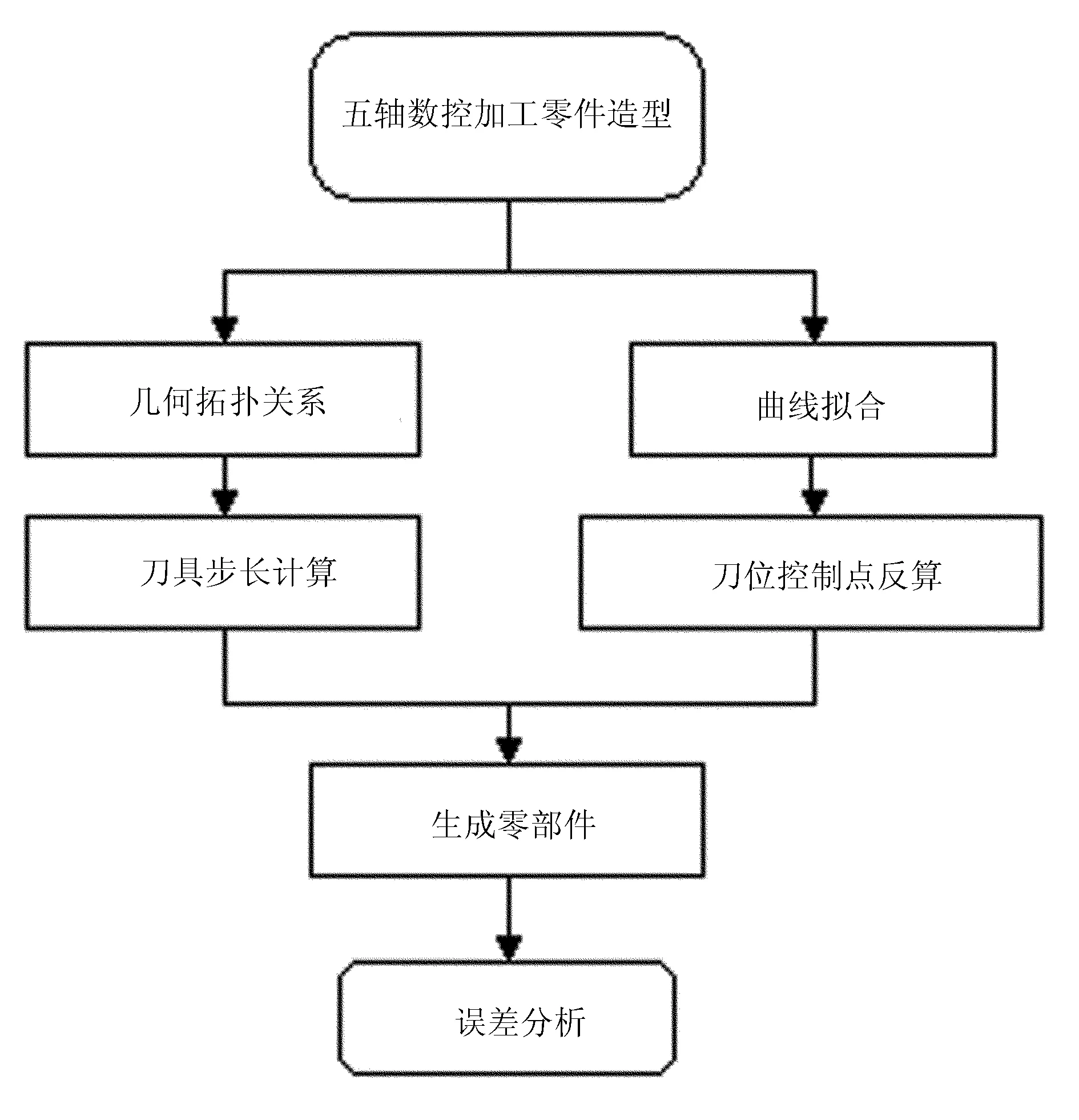
图5 农机复杂零部件五轴加工流程Fig.5 Five axis machining process of complex parts of agricultural machinery
图6为快速成型的3D打印机。近年来,通过与数控加工、铸造、金属冷喷涂、硅胶模等制造手段结合,该技术已成为现代机械零件制造的一种高效的方法,将其使用在农机现代加工技术中,将大大提高机械的加工效率。
图6 快速成型3D打印机Fig.6 Rapid prototyping 3D printer
图7为3D打印零件的基本加工流程。3D打印主要采用分层加工的方式,其加工方式为增料式加工,可以节省大量的原材料,将其使用在农机复杂零部件的加工过程中,可以有效提高零部件的加工精度和效率。
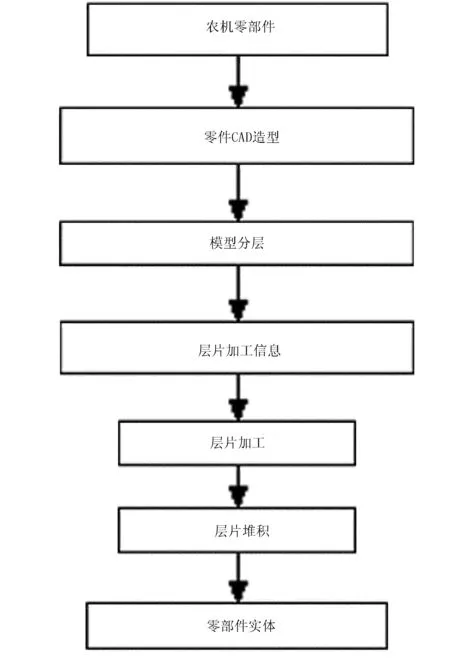
图7 3D打印零件加工基本流程图Fig.7 The basic flow chart of 3D printing parts processing
3 基于现代加工技术的农机零部件加工
采用现代加工方法可以实现农机复杂零部件加工制造,如采用五轴数控机床对叶轮进行加工,采用数控加工机床加工复杂零件时轨迹规划是非常重要的。刀具轨迹规划过程采用通用型UG软件对其进行造型编程,然后利用VERICUT软件对刀具轨迹进行仿真和优化,检查加工误差,确定加工路径最优后可以对叶轮零件进行加工。其加工过程如图8所示。

图8 叶轮数控加工Fig.8 Numerical control machining of impeller
由于叶轮的结构较为复杂,需要采用五轴数控机床进行加工,利用软件规划好刀具走刀路径可以实现自动化加工。还有一些较为复杂的农机零部件,如发动机的弯管,可以采用3D打印技术。
发动机弯管的结构较为复杂(见图9),如果采用普通的加工方式,加工工艺的规划较为复杂;而如果采用3D打印的方法,可以方便快捷的加工出零部件,如图10所示。

图9 发动机弯管实物图Fig.9 The object diagram of engine elbow
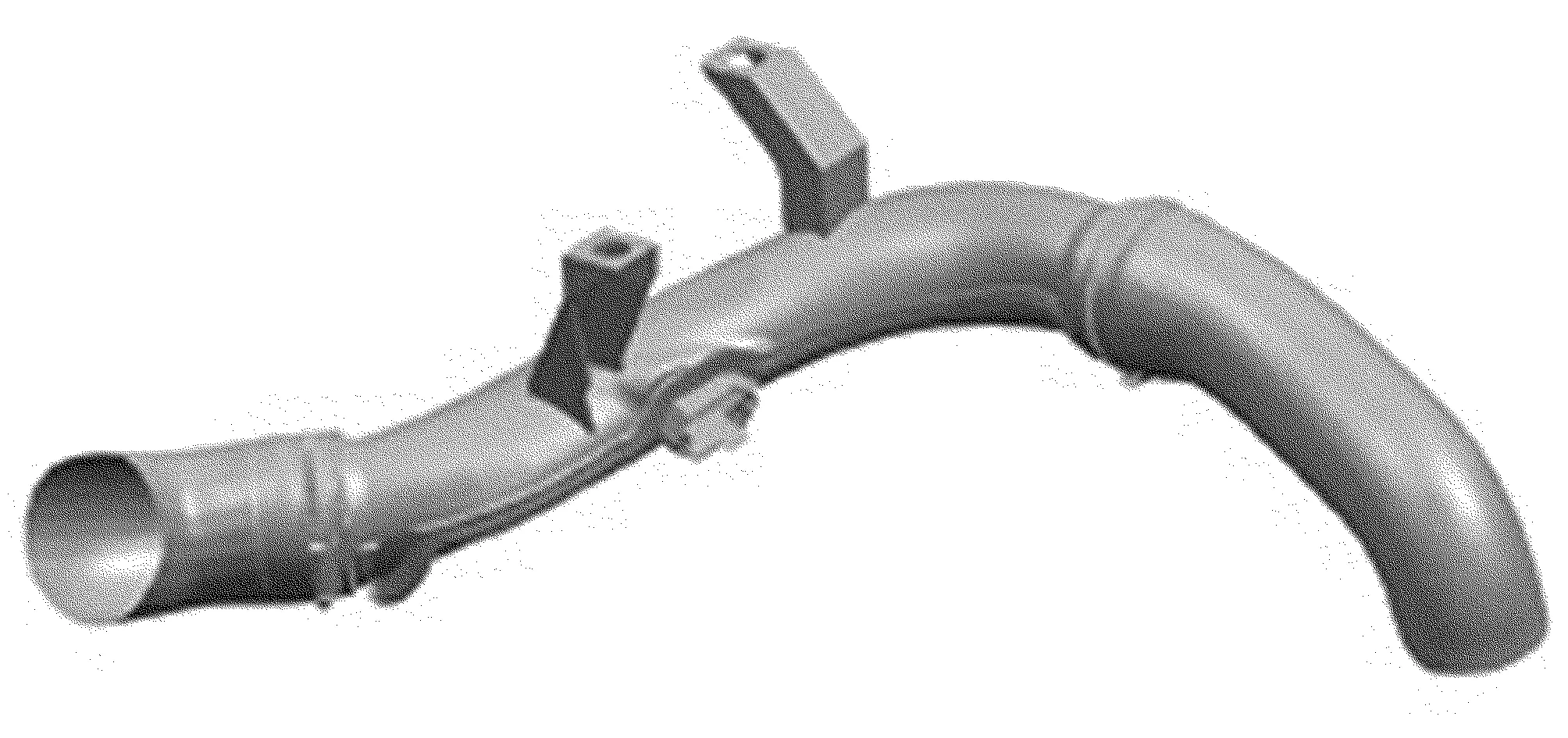
图10 3D打印发动机弯管Fig.10 The 3D printing of engine elbow
采用3D打印技术可以加工出形状复杂的弯管装置,其加工过程简单方便,无需复杂的加工工艺规划,且采用增材式的加工方式,可以节省大量的原材料。
为了验证农机零部件现代化加工方法的可靠性,对传统加工方法、五轴数控加工方法和3D打印方法进行了对比,包括加工时间和最大误差,如表1所示。

表1 不同加工方法对比Table 1 Comparison of different processing methods
由对比结果发现:与传统方法相比采用五轴加工和3D打印技术可以明显缩短农机零部件的加工周期,降低加工误差;而3种加工方式中,3D打印耗时最短,五轴加工的加工精度最高,从而验证了现代加工方法的可靠性。
4 结论
为了提高复杂农机零部件的加工效率,提高农机制造的自动化水平,将现代加工技术引入到了农机复杂零部件的设计加工过程中。本文主要介绍了五轴数控加工技术加工农机的叶轮,采用3D打印技术加工农机发动机的弯管,最后对方案的可行性进行了验证。将农机零部件的现代加工技术和传统加工技术进行了对比,结果表明:采用现代加工技术可以有效地提高加工质量,缩短加工周期,节省加工成本。
