双丝埋弧焊不清根技术在承压设备上的应用
2018-07-02
(江苏双良锅炉有限公司,江苏 江阴 214444)
0 前言
承压设备上筒体纵环缝多采用埋弧焊进行焊接,由于焊接工作量大,如何利用新设备在保证产品质量的前提下提高生产效率,成为企业不断探索的课题。双丝埋弧焊是一种先进高效的焊接方法,双丝的引入减少了焊接道次,显著提高焊接生产效率[1]。但双丝埋弧焊固有的焊接线能量大,容易导致接头力学性能恶化,影响焊接接头的使用[2-3]。本研究在单丝埋弧焊免清根工艺应用的经验基础上,通过焊接工艺试验,优化焊接工艺参数,保证接头力学性能,同时由于背部无需采用碳弧气刨清根,在提高生产效率的同时改善了生产作业环境,为双丝埋弧焊应用于承压设备筒体纵环缝焊接提供技术参考。
1 试验材料和方法
1.1 试验材料
试验采用Q245R钢板,板厚20 mm。焊接材料采用H08MnA焊丝配SJ101焊剂。
1.2 焊接方法
为验证双丝埋弧焊的焊接质量,试验增加一组常规单丝埋弧焊焊接试板,焊后将相关力学性能与双丝埋弧焊进行对比。
双丝埋弧焊的前导焊丝采用直流反接,直径φ4.0,与试板垂直,后续焊丝使用交流,双丝之间距离15 mm,焊丝间夹角10°;单丝埋弧焊采用直流反接,焊丝直径φ4.0。
1.3 坡口准备
埋弧焊免清根焊接工艺能否确保焊缝根部熔透且打底焊接时不致烧穿钝边,很大程度上取决于坡口形式[4-5]。根据单丝埋弧焊免清根工艺应用的经验基础[6],采用的坡口形式如图1所示。
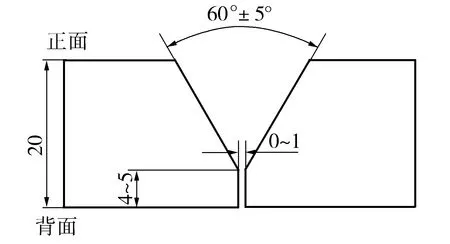
图1 试板坡口形式Fig.1 Groove type of test plate
1.4 焊接工艺参数
为了解决双丝埋弧焊固有的焊接线能量大的特点,在保证焊接接头质量的前提下,经过多次焊接试验,尽量控制好焊接线能量,焊接工艺参数如表1所示。
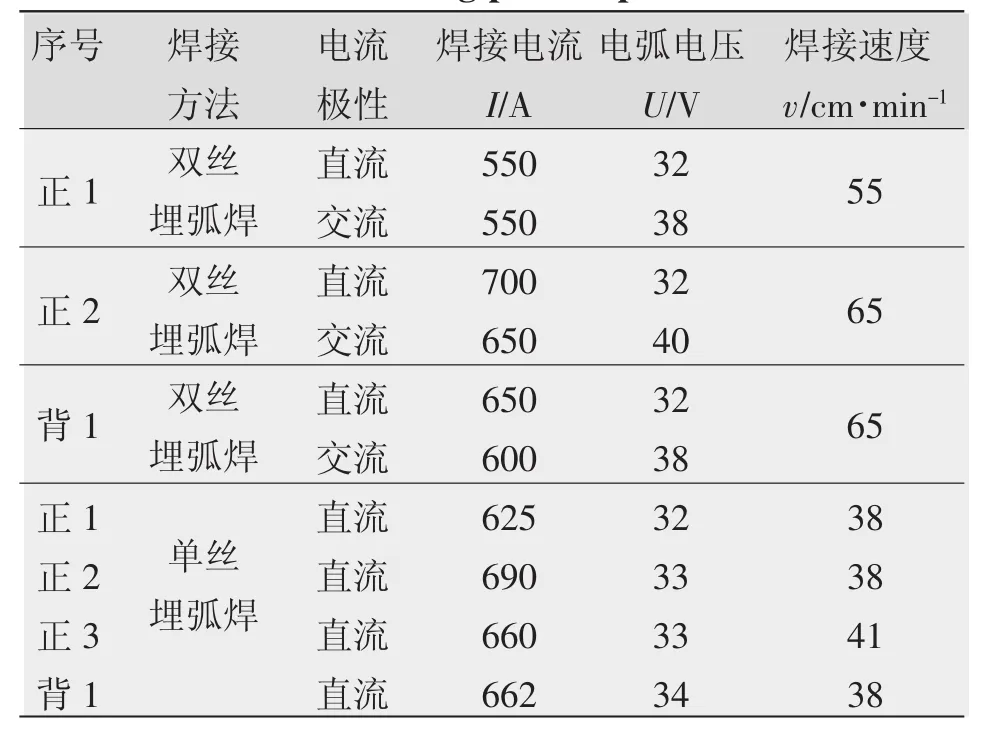
表1 焊接工艺参数Table 1 Welding process parameters
1.5 力学性能试验
焊后按照NB/T47014的要求进行拉伸、弯曲、冲击等力学性能试验。
2 工艺应用合理性分析
2.1 焊接工艺性能
双丝埋弧焊采用前丝直流、后丝交流的焊接方式,前丝直流电弧的穿透力较大,能够增大熔深,后丝则有增大焊道宽度和美观焊缝成形的作用,与单丝埋弧焊相比,生产效率得到了极大的提高。此外,双丝埋弧焊中后丝有一个后倾角,能有效改善焊缝形状,降低余高,减小焊接过程中产生未熔合和夹渣的可能性,提高焊接质量。双丝埋弧焊焊接过程中,前、后焊丝的焊接工艺参数共同决定了热输入、最终组织形态和使用性能。焊接过程中正面第一道在控制好热输入量的前提下,熔深应大于1/2钝边厚度,以保证背面无需碳弧气刨清根、直接进行埋弧焊盖面。
2.2 单、双丝埋弧焊接头力学性能对比
2.2.1 抗拉强度
焊接接头力学性能结果如表2所示。可以看出,双丝自动埋弧焊焊接接头的抗拉强度与单丝自动埋弧焊相比变化不大。这表明单、双丝自动埋弧焊焊接工艺稳定性较好,焊缝金属抗拉强度无显著变化,均能达到母材性能的要求。
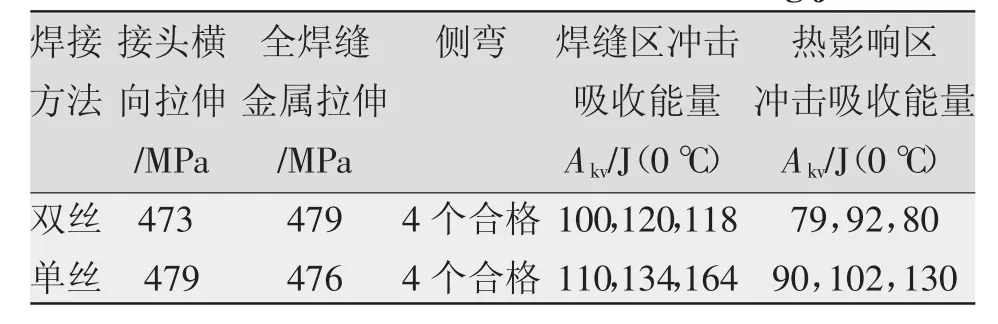
表2 焊接接头力学性能试验结果Table 2 Mechanical test result of welding joint
2.2.2 弯曲性能
单、双丝埋弧焊焊接接头侧弯试验均无裂纹出现,试验合格。
2.2.3 冲击性能
双丝埋弧焊的单道热输入量大于单丝埋弧焊的热输入量,表现在焊缝及热影响区单丝埋弧焊0℃冲击吸收能量高于双丝埋弧焊。这是因为热输入量大,焊缝及热影响区高温停留时间延长,使得晶粒粗大,从而降低冲击韧性,但均符合母材的性能要求。
从力学性能试验的结果来看,只要控制好焊接线能量,双丝埋弧焊的力学性能与单丝埋弧焊一样,都能满足母材及承压设备对焊接接头的力学性能要求。
2.3 生产效率及能耗分析
2.3.1 提高生产效率
由表1可知,双丝埋弧焊相对单丝埋弧焊单道焊缝的焊接速度可提高30%~40%,同时减少焊接层道次,以及层间清理及其他辅助时间,大大提高生产效率,缩短生产周期;背面无需碳弧气刨清根及砂轮打磨工序,进一步缩短焊接生产周期,提高生产效率。
2.3.2 降低能耗及成本
在焊接热输入不变的情况下,双丝埋弧焊热输入效率高,其高速度的焊接有效降低了工件二次加热所带来的能量损耗,包括工件的热量损耗、焊剂的二次热量损耗等,与单丝埋弧焊相比,熔敷效率更高,能耗降低。由于焊接速度的提高、焊接层道数及焊材用量的减少,大大降低了企业的生产制造成本。
2.3.3 改善车间生产环境
从源头上消除了碳弧气刨清根产生的明弧刺激、粉尘及噪声对工人身心健康的影响,改善车间生产作业环境,为公司降低制造成本的同时也获得了积极的社会效益。
3 结论
(1)在合适的焊接工艺参数下进行焊接,双丝埋弧焊接头的各项性能指标均满足母材及相关标准的各项要求。
(2)与传统单丝埋弧焊相比,双丝埋弧焊生产效率显著提高,生产周期缩短,能耗降低。
(3)双丝埋弧焊不清根工艺技术在改善生产作业环境、降低制造成本的同时也获得了积极的社会效益。
[1]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[2]张承德,王成文,邢均田,等.双丝窄间隙埋弧焊的高压容器生产中的应用[J].焊接,1990(7):16-20.
[3]伍小龙,徐卫东,汪辉.厚壁容器的双丝窄间隙埋弧焊[J].压力容器,2003,20(3):27-31.
[4]张胜男,赵文斌.埋弧焊免清根免打底技术的试验研究[J].自动化与仪器仪表,2013,167(3):37-38.
[5]张芬芬.埋弧自动焊不清根技术在压力容器制造中应用[J].城市建设理论研究,2014(22):4419-4420.
[6]张旭平,于民华,顾芝敏,等.埋弧焊免清根技术在锅壳锅炉上的应用[J].焊接技术,2017(2):40-42.
