焊接热输入对CHE607QR焊条焊缝金属低温冲击性能的影响
2018-07-02
(四川大西洋焊接材料股份有限公司,四川自贡643000)
0 前言
球形容器因其表面积最小、质量轻、受力均匀、占地面积小、建造方便、节省费用等优点,在石油、化工、冶金、城市燃气、轻工、航空航天和核能等行业广泛用于储存液化石油气(LPG)、液化天然气(LNG)乙烯、丙烯、丙烷、丁烷、液氨、液氧等液化气体和氧气、氮气、核气、天然气和城市煤气等。随着我国石油、化学工业和钢铁材料工业的快速发展,特别是球罐建造技术的进步,球形容器建造呈现出高压、大型化发展趋势。
近年来,大型球形容器建造用钢板已实现国产化,但其配套的焊接材料仍依赖进口,造成国产球形容器建造用焊材长期受制于人,不仅价格高,而且采购周期长,影响建造施工进度。本研究试验焊条为07MnNiMoDR-50℃钢制球罐配套用低合金高强钢焊条,牌号CHE607QR(型号E6215-N5 P),通过改变焊接热输入,研究其对焊条CHE607QR对接焊缝金属-50℃、-60℃低温冲击性能的影响,对工程应用具有一定的指导意义[1]。
1 试验材料和方法
1.1 试验材料
1.1.1 试验母材
试验用母材为江阴兴澄特种钢铁材料有限公司生产的07MnNiMoDR钢板。钢板厚48 mm,其化学成分和力学性能如表1、表2所示。
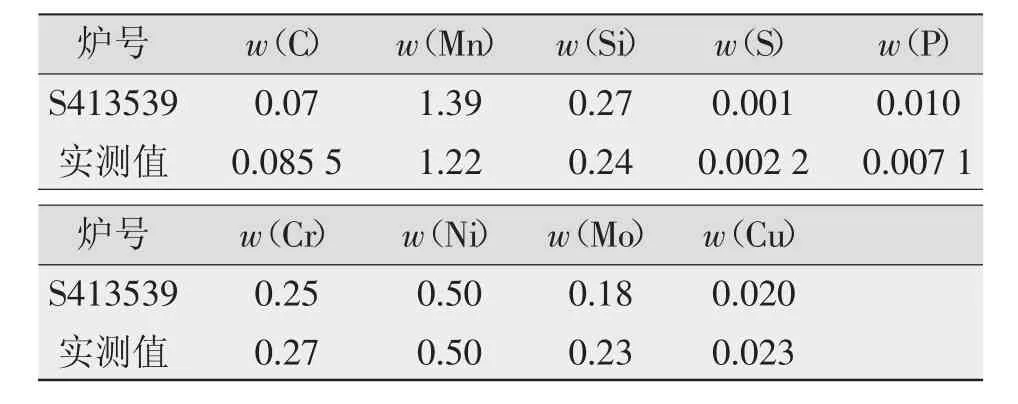
表1 钢板化学成分 %
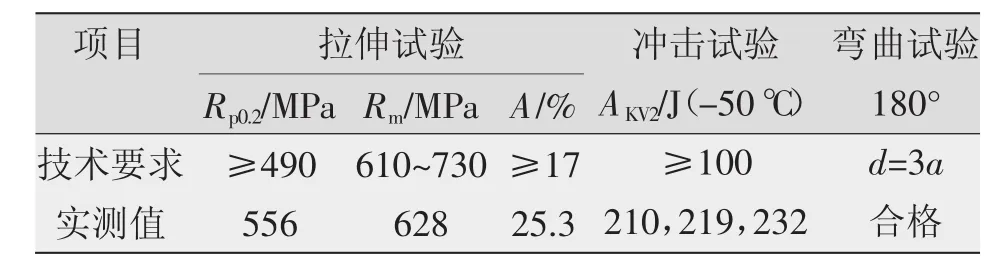
表2 钢板力学性能、弯曲性能
1.1.2 试验焊条
试验焊条牌号CHE607QR,规格φ4.0,其化学成分和熔敷金属性能如表3、表4所示。

表3 焊条熔敷金属化学成分 %
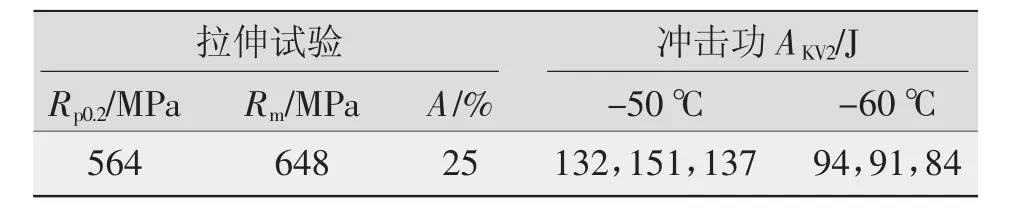
表4 焊条熔敷金属力学性能[热处理:(580±15)℃×6 h]
1.2 试验设备
试验设备包括:美特斯ZBC 3302-C摆锤式冲击试验机;微机控制电液伺服万能试验机;天津泰斯特SX-4-10箱式电阻炉;上海世禄仪器 66/68红外测温仪;时代逆变ZX7-400焊机;电子显微镜。
1.3 试验方法[2]
采用不对称X型坡口,坡口角度30°+30°,试验焊条CHE607QR在380℃烘焙1 h,立向上焊接。试板组对要求如图1所示,实验方案如表5所示,焊后对试板先进行(200±15)℃×1 h 热处理后,再进行(580±15)℃×6 h焊后热处理,在热处理后的试板上截取焊缝冲击试样。冲击试样轴线位于1/4T处。

图1 坡口形式及冲击取样位置
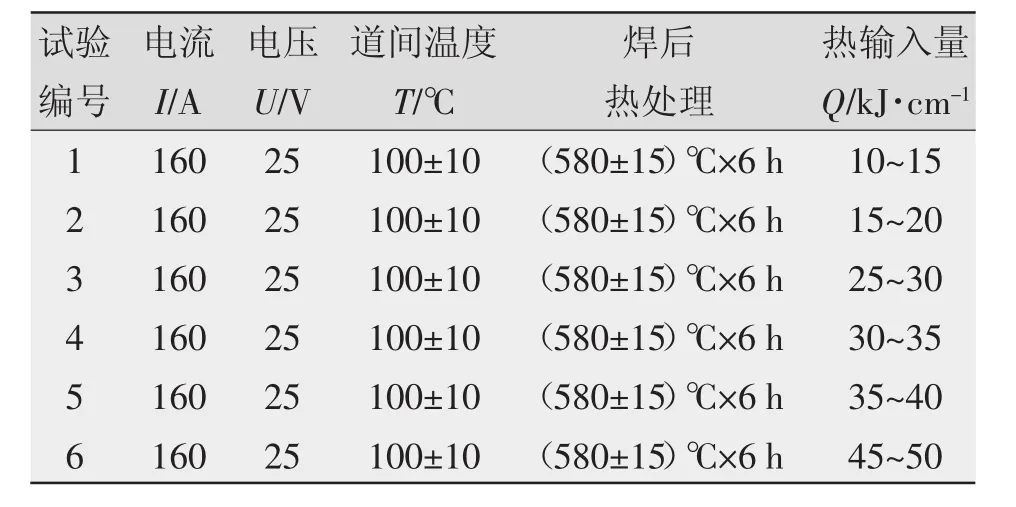
表5 试验实施方案[3]
2 试验结果分析
2.1 不同焊接线能量对焊缝低温冲击性能的影响
分别按GB/T 2650-2008《焊接接头冲击试验方法》、GB/T 229-2007《金属材料夏比摆锤冲击试验方法》研究焊条熔敷金属力学性能,其结果见图2、表6。
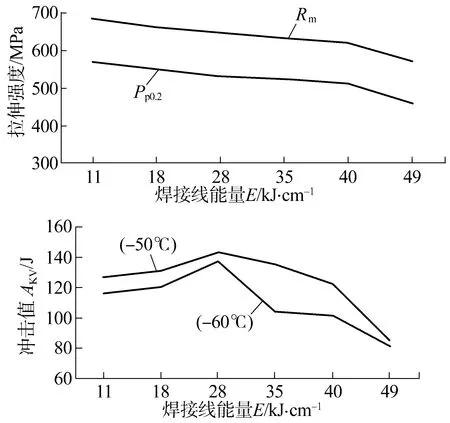
图2 不同焊接线能量对焊缝低温冲击性能的影响
由表6可知,随着焊接线能量由11 kJ/cm增加到49 kJ/cm,在所选实验方案范围内,焊缝拉伸强度随着热输入量的增加呈下降趋势;焊缝金属-50℃和-60℃冲击韧性随着热输入量的增加呈先增加后下降趋势;当焊接热输入为49 kJ/cm时,焊缝金属拉伸强度及-50℃、-60℃冲击韧性值下降幅度较大;当焊接热输入小于等于35 kJ/cm时,焊缝金属综合力学性能良好[4]。
2.2 不同热输入量对金相组织的影响
焊接条件与表5相同,分别从对应试板上截取一个试样进行金相分析,实验结果如图3所示。
由金相检测结果可知,不同线能量的焊缝组织均为针状铁素体+少量贝氏体,随着线能量的增加,晶粒呈长大趋势。当焊接线能量为11 kJ/cm时,焊缝组织细小均匀且位错密度较高,焊缝强度较高;随着焊接线能量的增加,晶粒逐渐长大的同时位错密度降低,焊缝强度下降且焊缝低温冲击值上升,当焊接线能量大于28 kJ/cm时,焊缝组织晶粒继续长大且组织均匀性下降,焊缝强度及低温冲击值均下降[6]。
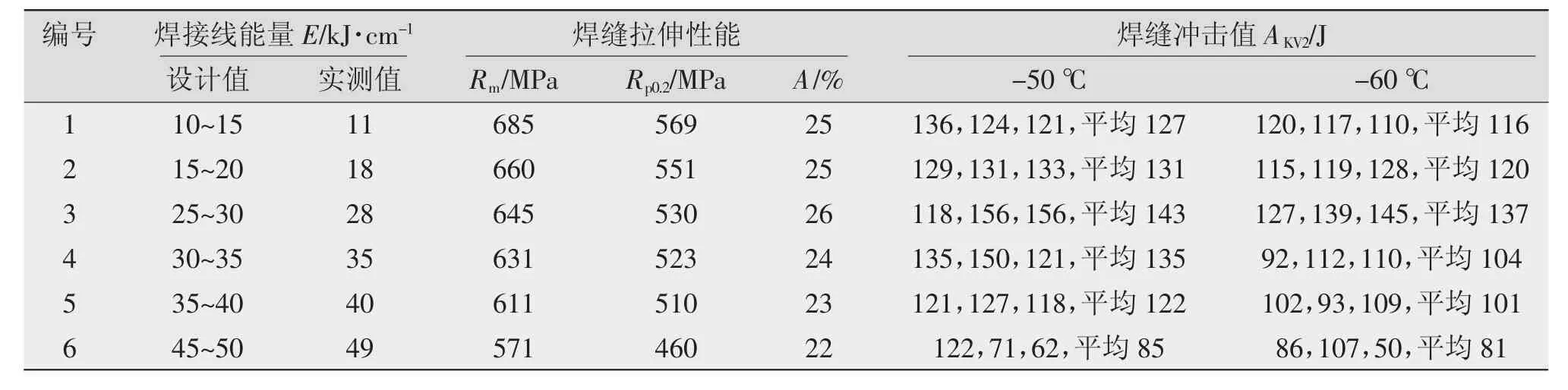
表6 不同焊接线能量下焊缝低温冲击性能
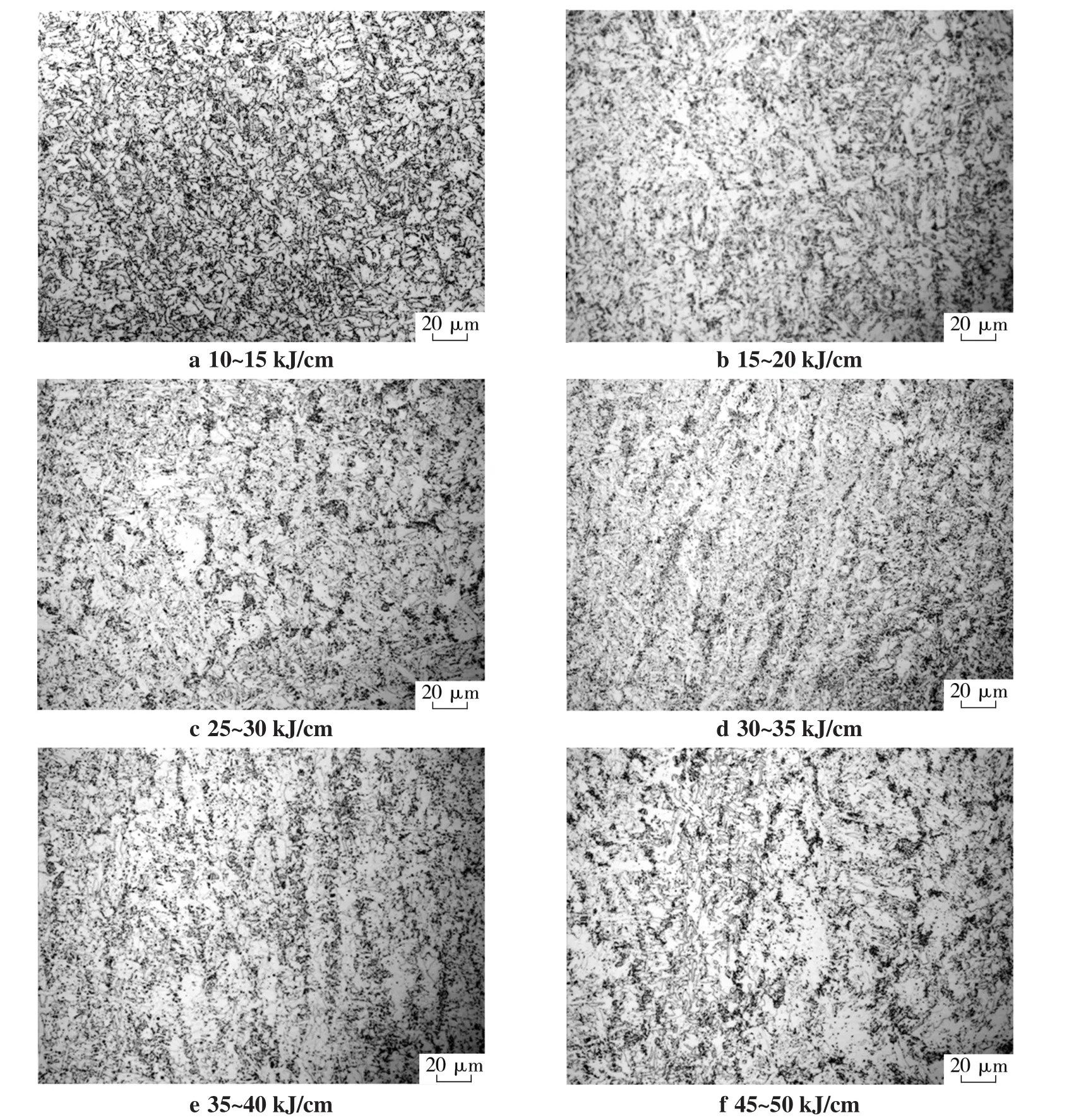
图3 焊缝金相组织
2.3 球形容器工程中焊接热输入的控制
试验数据表明,球形容器用低合金高强钢焊条CHE607QR在焊接线能量为11~35kJ/cm时,可获得较好的综合力学性能。焊接质量涉及球形容器运行的安全性,由于球形容器建造施工焊接工作量大,焊工实行计件工资,所以普遍采用大线能量以提高单位时间的熔敷金属量,但线能量过大容易造成接头和热影响区组织过热,产生过热组织而导致其脆化,降低焊缝和热影响区的硬度和韧性,CHE607QR焊条在焊接线能量超过40 kJ/cm时,焊缝熔敷金属的拉伸强度为要求值下限,但仍满足设计要求值;当线能量超过49 kJ/cm时,焊缝熔敷金属的拉伸强度不能满足设计要求。因此,建议球形容器用低合金高强钢焊条CHE607QR的最大焊接线能量为35 kJ/cm。
3 结论
(1)球形容器用低合金高强钢焊条CHE607QR抗大线能量效果好,焊接线能量小于等于35 kJ/cm为宜。
(2)球形容器用低合金高强钢焊条CHE607QR焊条综合力学性能优良,完全满足球形容器的焊接。
[1]陈玉喜,刘亮,张华军,等.焊接热输入对低合金高强钢焊缝组织和韧性的影响[J].上海交通大学学报,2015,49(3):306-309.
[2]杜丽影,邱保文,薛欢,等.焊接线能量对海洋平台用钢断裂韧性的影响[J].武汉工程职业技术学院学报,2015,27(2):24-26
[3]付魁军,及玉梅,王佳骥,等.微合金元素对大线能量焊接用船板性能影响的试验研究[C].全国焊接学术会议,2010.
[4]章小浒,李晓燕.大焊接线能量储罐用钢的开发与应用[J].压力容器,2003,20(1):16-19.
[5]夏佃秀,尚成嘉,孙卫华,等.低合金高强钢大热输入焊接热影响区组织性能[J].焊接学报,2011,32(4):83-86.
