外加电磁场辅助焊接技术的研究现状
2017-12-20
(天津工业大学 天津市现代机电装备技术重点实验室,天津 300387)
外加电磁场辅助焊接技术的研究现状
刘海华白云龙卓义民李天旭
(天津工业大学 天津市现代机电装备技术重点实验室,天津 300387)
外加电磁场辅助焊接是近年来新兴的技术手段,以非接触的方式作用于焊接过程,可以通过电磁力影响熔池流动、电弧形态及熔滴过渡行为等方式提高焊缝性能及生产效率、改善焊缝成形及组织结晶。分析总结了国内外学者利用不同类型外加电磁场对熔池流场、焊接电弧和熔滴过渡的影响,其中主要包括外加横向磁场、外加纵向磁场、外加尖角磁场等;但是由于外加电磁作用下电弧熔积成形的物理过程极其复杂,焊接过程中热、力和电磁等物理场作用机理尚未分析透彻,深入的理论和数值研究成为迫切需要。
电磁场辅助焊接焊缝成形
0 序 言
电磁辅助焊接方法是改善焊缝成形及提高焊缝组织性能的有效方式之一,为解决熔焊时出现的咬边、驼峰焊道、气孔、裂纹等各种焊接缺陷提供了新的解决手段。在焊接过程中,电弧是由电子流组成的特殊良导体,焊接电流从中通过,故电磁力能够作用于电弧,从而改变电弧的形态,达到影响焊接质量的目的。此外,电流也存在于熔池内液态金属和熔滴中,故液态金属以及熔滴亦会在电磁力的作用下改变受力和流动状态。对此国内外学者进行了大量的相关研究,分析了不同类型外加磁场对焊接过程的作用机理,开展了外加磁场作用下电弧形态、熔滴过渡及熔池流动行为的数值模拟,并进行了一系列利用电磁场提高焊接质量的研究与试验。
1 外加磁场对电弧的影响
焊接电弧作为一种对外呈电中性的等离子体,其行为受到焊接电流、电弧电压、焊丝直径、气体介质等多种因素的影响,而焊接母材在电弧作用下迅速熔化并急速凝固的过程中,难免出现焊丝熔不全、熔滴侧淌结瘤等问题。故焊接电弧与焊接质量密切相关,首先电弧力是产生飞溅的主要因素之一;其次,由于电弧加热范围的限制,极易产生各种焊缝成形缺陷。上述因素极大地限制了焊接速度[1]。国内外研究学者尝试通过外加电磁场影响电弧形态及行为,进而提高焊接质量和速度,并取得了一定成果。
1.1 纵向磁场对电弧的影响
外加纵向磁场所产生的磁力线,其主要方向是与电弧方向平行的。如图1所示,当电弧中带电质点的运动方向与磁感线方向完全平行时,质点不受磁场影响。当带电质点运动方向与电弧轴线不平行时,质点将在洛伦兹力的作用下作平行于电弧轴向的螺旋运动[2]。
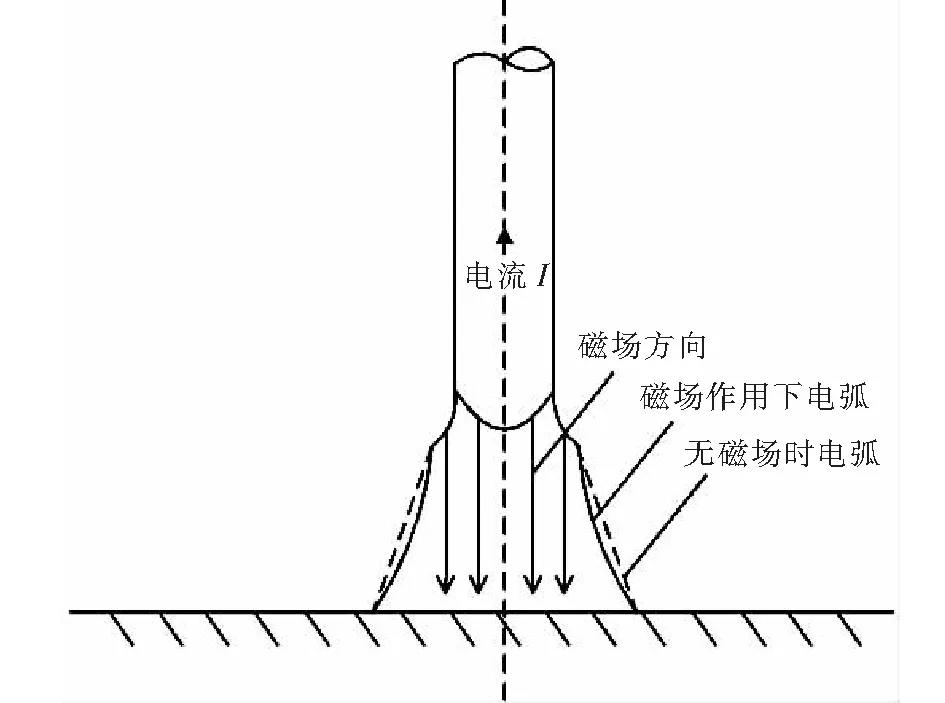
图1 纵向磁场对电弧的作用
Yunis Ahmad Dar等人[3]发现磁感应强度10 T的轴向磁场对焊接电弧有很大的影响,并导致熔池熔深减小而熔宽增加。西安交通大学的Yin Xianqing等人[4]研究了三维GTA焊接模型,讨论了外加轴向磁场对焊接行为尤其是电弧和熔池的影响规律。当外加轴向磁场时,热的等离子弧被带向外围区域而冷的等离子弧被带向中心区域,其电流密度呈现双峰形态,故焊接熔池形成边缘更深中心部位变浅的形貌,并且随着磁感应强度的增加,这种趋势会更加明显。
中国科技大学的Chen Tang等人[5]就轴向磁场作用下的直流电弧进行了研究,应用有限元分析软件模拟了200 A氩气电弧在轴向磁感应强度为0~0.02 T时的电弧变化过程。随着轴向磁感应强度的增加,阴极尖端的等离子弧温度升高,阳极附近的低温等离子弧在轴向和径向扩张剧烈,更多的能量转移至阳极。
1.2 横向磁场对电弧的影响
磁力线垂直于电弧的磁场,称为横向磁场。如图2a所示,横向的直流磁场会使焊接电弧偏向一侧,偏转方向可依据左手定则判断。由此可见,如果施加的是一个交变的横向磁场,电弧会伴随磁场方向的周期性变化而产生摆动。如图2b所示,在焊接过程中,这种电弧的摆动可以增加加热区的宽度,在堆焊过程中得到较小的熔深。
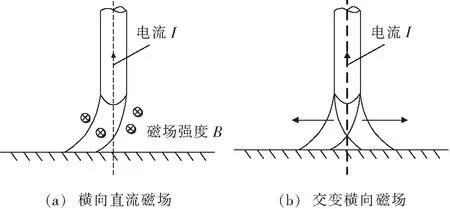
图2 横向磁场对电弧的作用
湘潭大学的洪波等人[6]针对埋弧焊磁控电弧焊缝跟踪系统中磁控电弧传感器产生的外加横向磁场,采用有限元分析方法建立了由磁控电弧传感器产生的横向磁场计算模型,应用ANSYS软件模拟了横向磁场下的电弧行为。模拟结果显示,焊接电弧在外加交变磁场下产生摆动,且摆动幅度随着励磁电流强度的增大而增大。
由于电弧加热斑点范围的限制,焊缝截面受热时间较短,故焊件的温度梯度较高,这是造成咬边等焊缝成形缺陷的原因之一。常云龙等人[7]在TIG焊接过程中添加了不同方向的磁场,发现在直流横向磁场下,电弧纵向截面为偏吹形(图3a)。在交流横向磁场下,电弧纵向截面为扇形(图3b);在交流纵向磁场下,电弧纵向截面为钟罩形(图3c)。在电弧形体变化的同时,加热斑点扩大而改善了温度梯度,对咬边现象起到抑制作用。北京航空航天大学的Yang Mingxuan等人[8]对Ti-6Al-4V钛合金的高频脉冲GTAW进行了试验,就电磁力和脉冲焊接效率之间的关系进行了研究。在此工艺中,脉冲频率增加径向半径减小,电弧径向电磁力是引起电弧收缩的最主要作用力,并且由于电弧收缩使得轴向电磁力增大,电弧半径减小,轴向压力增大。
图3 不同磁场作用下的电弧形态
焊接过程中,电弧位姿对电弧热、电弧力、熔池流体的流动状态等均有重要的影响。山东大学武传松等人[9]探究了弧柱区外加横向电磁场对焊接过程的影响。在试验过程中,电弧在交变磁场的作用下产生摆动,其形态变化影响了电弧中的能量密度分布,继而电弧热和电弧力在焊件上的分布也发生了变化,这些改变对焊缝成形产生了明显影响。Ando等人[10]研究了外加横向磁场改善TIG焊缝成形的机理。在外加横向磁场作用下焊接电弧前倾使液态金属向前流淌时,电弧下方积累了更多的液态金属,且熔池液态金属的流动速度增大,液态金属凝固后改善了焊缝成形。Kou和Le等人[11]在2046-T6铝合金的焊接过程中施加低频交变横向磁场。低频交变横向磁场使电弧产生摆动,焊缝组织在摆动电弧下生成“交错柱状晶”,减少了热裂纹的产生,进而提高了焊接质量和焊接接头的可靠性。
外加横向磁场可以引起电弧摆动进而作用于熔池,改变热源的运动方式,起到细化焊缝中晶粒的作用。沈阳工业大学刘政军等人[12]对外加横向交流磁场下TIG焊的焊接接头力学性能改善情况进行了分析,发现外加磁场使电弧产生周期性摆动,改善了焊接接头的抗拉强度和硬度。
外加磁场改变了电弧形态及热流密度分布,进而影响了熔池成形质量。目前应用磁控电弧在抑制咬边、改善焊缝成形及接头力学性能、细化晶粒等方面研究较多,但是尚不能建立外加磁场与控制目标之间的定量关系。应用数值模拟方法求解磁控电弧过程中电-磁-热多物理场耦合关系,从而实现定量描述电弧、熔滴及熔池之间的关系已经成为共识。
2 外加电磁场对熔池的影响
熔池中的液态金属在凝固形成焊缝前,受到表面张力、电磁力、重力等复杂因素影响,会呈现出一定的流动状态。在不加调控的焊接过程中,极易产生下淌、驼峰焊道等成形缺陷。而外加电磁场与熔池中的导电流体相互作用,产生的电磁力可以改变熔池流体流动方向,调控熔池流态,最终控制焊接质量。
焊接数值模拟技术近年来已经得到了广泛的研究和应用。国内外学者们考虑重力、温度场等多物理场耦合的影响,对熔池流场进行了一系列仿真分析,探究了磁场作用下熔池流场状态的改变以及对熔池形态的影响。首尔国立科技大学的Chul-Ku Lee等人[13]建立了激光焊接碳钢的数值模型,并且在垂直于焊接方向施加了稳态磁场,通过Comsol Multiphysics软件求解了包括相变传热和磁场、流场的偏微分方程。仿真结果表明,洛伦兹力对熔池流场的分布产生了重要影响。
华中科技大学的孟德宇等人[14]使用Maxwell软件建立了线圈的二维模型,参考线圈的各结构参数分析了励磁装置提供的悬浮力的产生规律,并在后续仿真中确定了线圈的最佳参数。王增辉[15]建立了三维封闭方腔内的液态金属在磁场作用下对流状态的数值模型。研究表明:外加磁场使方腔内的流动和换热状态发生了较大变化。由于磁场中运动的液态金属会产生感应涡流,感应涡流与外加磁场作用会产生洛伦兹力,且力的方向与流体运动方向相反,从而抑制了液态金属的流动和自然对流换热。
M.Bachmann等人[16-17]针对静磁场作用下的铝合金激光小孔焊接进行了仿真分析,如图4所示。在仿真模型中考虑了马兰戈尼力、重力、相变潜热及自然对流等因素。结果表明,静磁场达到1 T时能有效减小熔池的对流运动,熔化区的流体流动和温度分布发生了显著变化。M.Bachmann在研究中还发现通过交变电磁场产生的洛伦兹力可以抑制熔池内的液态金属下塌,并进行了不同频率和外加磁感应强度下的焊接试验,给出了在当前工况下取得较好质量焊缝的工艺参数,如图5所示。
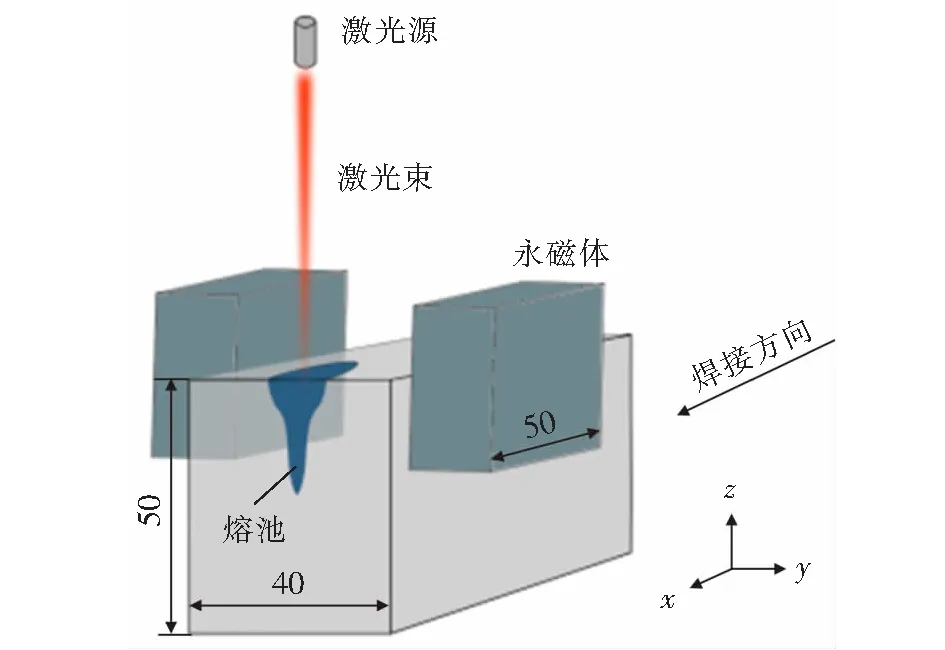
图4 静磁场作用下铝合金激光焊接示意图
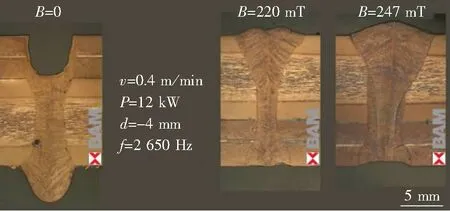
图5 厚度为15 mm的304钢在0.4 m/min的焊接速度下的焊缝横截面
常云龙等人在焊缝成形机理的研究过程中,发现熔池金属的表面张力差值在外加磁场的作用下发生了改变。这种变化影响了熔池的流场状态。因此,研究人员利用磁场发生装置,将表面张力温度系数改为负值,在一定程度抑制了咬边倾向。
熔池中动量很大的后向液体流是高速GMAW焊接时驼峰焊道形成的主要原因。应用外加磁场辅助焊接方法,可在熔池中产生向前的电磁力,使后向熔池金属流的动量降低,可在很大程度上改善驼峰焊道等焊接问题。山东大学武传松等人研发了外加横向磁场的高速GMAW试验系统。试验发现,采用外加磁场辅助焊接方法后,附加电磁力主动调控了熔池流场,影响了熔池内的力场状态;熔池中高速后向液体流受前向电磁力的影响,流速降低,动量减小,主要流动通道改为加热斑点两侧,从而抑制了驼峰焊道的产生,如图6所示。
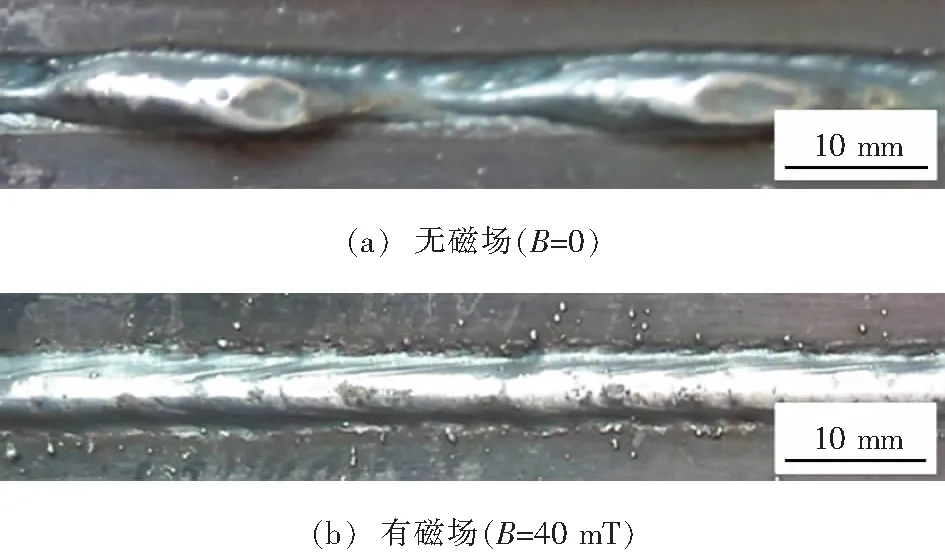
图6 外加磁场对焊缝形貌的影响
在焊接过程中,由于重力及马兰戈尼力等因素的影响,经常发生熔融金属下淌、咬边等焊接缺陷,电磁辅助焊接技术在控制熔融金属下淌、抑制咬边缺陷等方面取得了较好的效果。日本琉球大学M. Shoichi等人[18]设计了一种可产生方向向上的电磁力从而控制熔池金属流动的电磁感应装置,并进行了试验验证。试验证明,方向向上的电磁力不仅在平焊中可以抑制咬边,甚至在仰焊中,通过改变俯仰角和电磁场也可有效抑制咬边。Yaqoob Ali Ansari等人[19]采用外加磁场对水下湿法焊接中产生的咬边问题进行处理,外加磁场提升了15%~18%焊接接头强度。试验表明,采用13.5 mT的交变磁场使得焊接速度由3 mm/s提升到6.2 mm/s,在提高焊接质量的同时提高了加工效率。德国联邦材料研究与测试研究所的V. V. Avilov等人[20]采用15 kW激光器对AlMg3(AW 5754)进行了深熔焊接试验,设计了电磁感应装置,利用电磁力克服熔池由于马兰戈尼力引起的熔融金属下淌问题。焊接速度0.5 mm/min时能够完成20 mm厚板的熔透焊接。通过试验发现,当交流电功率为244 W、频率为460 Hz时能够抑制熔池下淌。此感应装置也可用于30 mm厚板的焊接中。V. V. Avilov等人使用4.4 kW的Nd:YAG激光器进行6 mm厚AW-5754铝合金焊PA位置焊接时,采用外加磁场以使熔池表面稳定,抵消表面张力的影响。此交流磁场能够产生垂直焊接方向的磁场,减小焊缝的表面粗糙度和孔隙率。
北京工业大学的王军等人[21]提出在横向MIG焊接时,调节熔池中电流的分布使之与焊接方向相同,同时控制与焊枪同轴的励磁线圈使之在熔池内产生与电弧轴向相同的磁场方向。此举使熔池中的焊接电流受到与重力方向相反的电磁力的作用,从而控制了液态金属下淌,达到改善熔池流动的目的。天津工业大学岳建锋等人[22]针对全位置焊接中重力因素引起的熔池失稳问题进行了研究,提出一种可应用在下向MAG焊接中控制熔池下淌的新型高频励磁装置横向磁场,如图7所示。当交变电流i0和i1反相位时,在熔池内分别产生磁场强度B0和B1的叠加磁场,并在熔池内部垂直于磁力线分布的平面上产生涡流,并与之相互作用产生电磁力f1和f2,其合力方向如图7中F1所示。利用该外加磁场产生电涡流力来抵消熔池部分重力,分别进行了45°和 90°下向MAG焊试验,证明高频交变磁场可控制熔融金属流淌。
由于电磁力是体积力,故熔池金属可在外加磁场下受到电磁搅拌的作用,产生细化晶粒,改善焊缝组织性能等效果。殷咸青等人[23]通过对外加交变纵向磁场作用下铝合金TIG焊焊缝组织的分析发现,在焊接过程中,励磁电流频率f、磁感应强度B的数值及匹配度对电磁搅拌效果产生了极大影响。苏允海等人[24]采用TIG焊方法焊接 AZ31 镁合金,并在焊接过程中引入纵向交流磁场。焊后,检测不同参数下焊接接头的成形系数和硬度等,观测并分析了焊缝晶体组织。结果显示,外加纵向交流磁场通过改变电弧和熔池的运动状态,使熔池的散热及结晶条件得到改变,使焊缝的成形系数变大,焊接接头的显微组织得到细化,力学性能提高。程江波等人[25]研究了纵向磁场对堆焊层组织的影响规律。研究人员发现,相对于无外加磁场的堆焊过程,磁控等离子弧堆焊的焊接接头组织获得了更好地电磁搅拌效果,细化了晶粒。
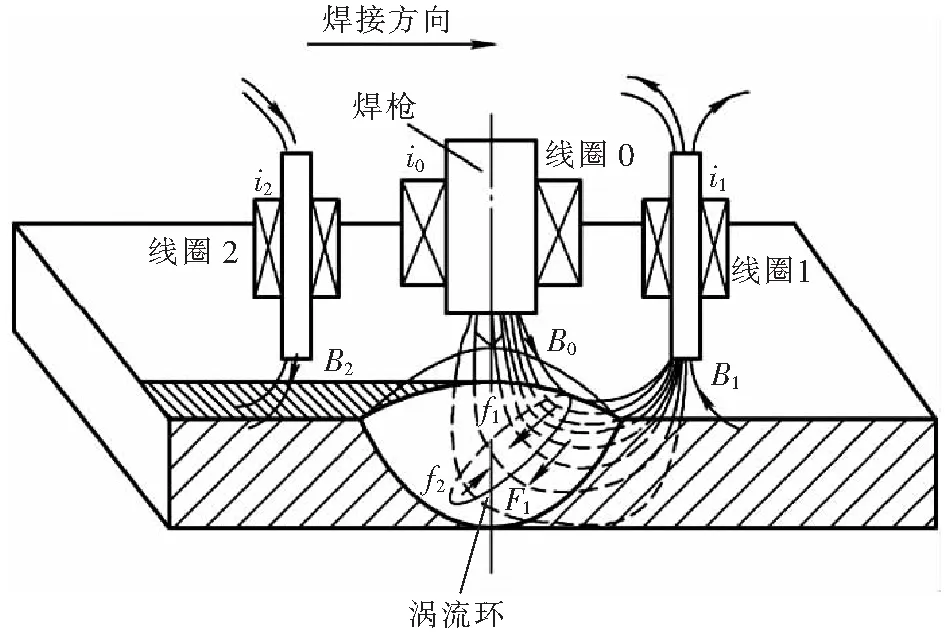
图7 外加高频交变电磁场的结构原理示意图
外加磁场以非接触力的方式直接作用于熔池区域,抑制马兰戈尼力引起的熔融金属下淌,从而达到控制熔池的目的。尽管该研究取得了一定的进展,但是在某些方面学术界未达成一致意见,如:对熔池受力影响更大的是横向磁场还是纵向磁场,外加电磁力的产生是由于磁场作用于流过工件的焊接电流还是作用于感应电涡流等。建立包含熔池自由表面变形在内的外加电磁场-温度场-流场的多物理场耦合分析将为上述问题的解决提供较大的帮助。
3 外加磁场对熔滴过渡的影响
焊接熔滴置于外加磁场中会受到电磁力的作用,从而改变其受力的情况和运动状态。南昌航空工业学院的江淑园等人[26]研究MAG焊的过渡控制过程中,在焊接系统中添加了电磁作用装置。试验发现,外加磁场增加了弧柱的电场强度及能量密度,加快了焊丝的熔化速度,缩短了熔滴滞留过程,从而增加了熔滴过渡频率。这一影响使熔滴可以减少在短路飞溅中被电磁力排斥而出的概率,更大限度地落在熔池内。
南昌航空航天大学的杨超等人[27]研究了磁控MIG焊射流过渡行为,发现磁场偏转了射流束的方向,加快了过渡频率。如图8所示,沿焊丝轴向与径向将通过液流束的电流I分解为Iz和Ir,与电流的分解方式一样,将外加磁场B分解为Bz和Br,单位长度的液流束会受到Iz与Br,Ir与Bz相互作用产生的安培力。在安培力作用下,短液流束的旋转运动曲线近似为直线,而长液流束的旋转运动曲线近似为螺旋线。还对MAG焊在不同保护气体条件下的熔滴过渡特点进行了研究,发现当CO2的含量为20%时,可以得到较为稳定的焊接过程,减小飞溅。Chang Yunlong等人就GMAW焊接中外加纵向磁场对等离子电弧和短路熔滴过渡的影响进行了研究,发现低频磁场(5~25 Hz)可控制外加电磁场的强度达到减少飞溅、加快熔滴过渡频率的目的。
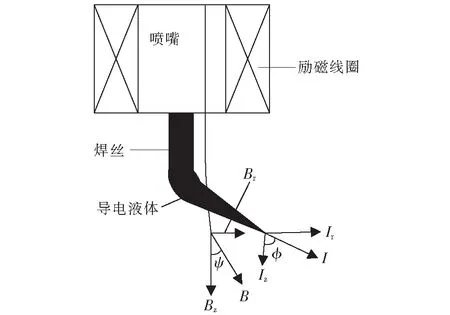
图8 磁控MIG/MAG焊旋转射流过渡的示意图
在进行磁控微束等离子填丝焊中,将电磁力以体积力的形式施加到水平集模型中,然后将计算得到的熔池及附近区域的磁感应强度经过坐标变换导入模型中。当施加一定强度的电磁场后,熔滴过渡速度变缓,熔池凝固时间明显增加。如图9所示,当磁感应强度为8 mT时,熔滴在电磁力作用下滴落速度变慢,与熔池结合的时间变长,熔滴与熔池结合部位速度矢量最大,且围绕结合部位形成了正、反两个涡流。熔池在表面张力及电磁压力的作用下,自由表面变形时间增加,凝固成形的时间延长至90 ms,成形的宽度减小为1.2 mm,高度增加为1.48 mm。可见熔池在电磁压力的作用下,其宽度方向向焊件内部滑移,从而引起熔池的高度增加。 外加磁场会使滴状过渡的熔滴体积增大且发生一定的形状改变,使射流过渡的液流束发生偏转,改变熔滴过渡频率。对于熔化极熔滴过渡,外加磁场加快了熔滴过渡的频率;对于非熔化极填丝焊,外加磁场使得熔滴过渡速度变慢。故可通过控制磁场的强度及作用方式达到减少飞溅的目的。
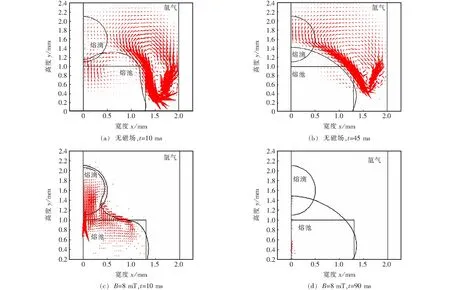
图9 施加磁场前后熔滴演化过程对比
4 结束语
电磁辅助焊接的励磁电流、频率、磁感应强度等参数易于控制和调整,装置简单易制且改善焊接质量的成果明显,有着较大的研究空间与应用前景。
对于电弧填丝焊和大功率激光焊而言,外加电磁场焊接可通过电磁力有效控制熔池内液态金属的流动,改变其受力状况,从而抵消重力等因素对焊缝成形的不良影响。同时,由于电磁力属于体积力,可以对熔池内液态金属产生搅拌效果,改善焊缝组织性能。进一步的研究需借助数值模拟方法,探究横向磁场和纵向磁场在磁控焊接过程中分别发挥的作用,以及磁场对焊接电流及感应电涡流的不同影响等。
外加电磁场可影响非熔化极焊接过程中电弧的形态和摆动方式,控制电弧加热范围,从而抑制飞溅、驼峰焊道及咬边等焊接问题。当前国内外研究尚不能建立外加磁场与控制目标之间的定量关系,可建立电弧-熔滴-熔池的统一数学模型,求解外加磁场-流场-温度场的多物理场耦合偏微分方程,揭示其内在作用机理。
在熔化极焊接过程中,外加电磁场能够显著增加熔滴过渡频率,加快焊丝熔化,提高焊接加工效率。在非熔化极填丝焊过程中,外加磁场使得熔滴过渡速度变慢。可见外加电磁场对熔滴过渡影响较为显著。
[1] 陈丙森,陈 强. 焊接先进技术与自动化—第7届全国焊接学术会议论文综述[J]. 中国机械工程,1993(6):54-55.
[2] 贺优优. 磁控焊接电弧特性和熔滴过渡机理研究[D].沈阳:沈阳工业大学硕士学位论文,2008.
[3] Dar Y A,Singh C,Farooq Y. Effects of external magnetic field on welding arc of shielded metal arc welding[J]. Indian Journal of Applied Research,2011,4(4):200-203.
[4] Yin X,Gou J,Zhang J,et al. Numerical study of arc plasmas and weld pools for GTAW with applied axial magnetic fields[J]. Journal of Physics D: Applied Physics,2012,45(28): 285203-285215.
[5] Chen T,Zhang Xiaoning,Bai B,et al. Numerical study of DC argon arc with axial magnetic fields[J]. Plasma Chemistry and Plasma Processing,2015,35(1): 61-74.
[6] 洪 波,马金海,李湘文,等. 埋弧焊磁控电弧焊缝跟踪系统中的横向磁场 ANSYS 模拟[J]. 焊接学报,2012,33(5): 87-92.
[7] 常云龙,路 林,李英民,等. 磁控 TIG 高速焊焊缝成形机理[J]. 焊接学报,2013,34(6): 1-4.
[8] Yang M,Qi B,Cong B,et al. Study on electromagnetic force in arc plasma with UHFP-GTAW of Ti-6Al-4V[J]. IEEE Transactions on Plasma Science,2013,41(9): 2561-2568.
[9] 武传松,王 林,陈 姬,等. 高速GMAW驼峰焊道的产生机理与抑制技术[J]. 焊接,2016(7):4-13,69.
[10] Ando K,Nishikawa J,Yamanouchi N. Effects of magnetic field on bead formation in TIG arc[J]. Journal of Japan Welding Society,1968,37(3):43-48.
[11] Kou S,Le Y. Alternating grain orientation and weld solidifi cation cracking [J].Metallurgical & Materials Transactions A,1985,16(10):1887-1896.
[12] 刘政军,温晓波,苏允海. 外加磁场电流对镁合金焊接接头力学性能的影响[J].沈阳工业大学学报,2012,34(3): 258-262.
[13] Lee C K,Lee W. The effect of magnetic fields for laser welding process using carbon steel (retraction of vol 14,pg 1915,2013)[J]. International Journal of Precision Engineering and Manufacturing,2014,15(3): 587-587.
[14] 孟德宇.电磁辅助电弧直接成形数值模拟[D].武汉:华中科技大学硕士学位论文,2012.
[15] 王增辉,陈 欢,杨 嵩. 磁场作用下三维方腔内液态金属自然对流的数值模拟[J].中国科学院大学学报,2013,30(4): 472-477.
[16] Marcel Bachmann,Vjaceslav Avilov,Andrey Gumenyuk,et al. Multi-physics process simulation of static magnetic field in high power laser beam welding of aluninum[C]. Excerpt From the Proceeding of 2012 COMSOL Conference, Milan, 2012: 205-212.
[17] Marcel Bachmann,Vjaceslav Avilov,Andrey Gumenyuk,et al. Fluid flow simulation of the influence of a steady magnetic field on the weld pool dynamics in deep penetration laser beam welding of aluminum[J]. Journal of Iron and Steel Research,2012(1):467-470.
[18] Shoichi M,Yukio M,Koki T,et al. Study on the application for electromagnetic controlled molten pool welding process in overhead and flat position welding[J]. Science and Technology of Welding and Joining,2013,18(1):38-44.
[19] Ansari Y A,Khan M I,Alam S. To study the effect of magnetic field on bead geometry,mechanical properties and welding speed of air and water welds[J]. International Journal for Science and Advance Research In Technology 2015,1(8):25-30.
[20] Avilov V V,Gumenyuk A,Lammers M,et al. PA position full penetration high power laser beam welding of up to 30 mm thick AlMg3plates using electromagnetic weld pool support[J]. Science and Technology of Welding and Joining,2012,17(2): 128-133.
[21] 王 军,陈树君,卢振洋,等. 磁场控制横向MAG焊接焊缝成型工艺的研究[J].北京工业大学学报,2003,29(2): 147-150.
[22] 岳建锋,李亮玉,刘文吉,等. 基于外加高频交变磁场下向MAG焊熔池成形控制[J]. 机械工程学报,2013,49(8):65-70.
[23] 殷咸青,罗 键. 纵向磁场参数对 LD10CS铝合TIG焊焊缝组织的影响[J]. 西安交通大学学报,1999,33(7): 71-74.
[24] 苏允海,蒋焕文,秦 昊,等. 磁场作用下镁合金焊接接头力学性能的变化[J]. 焊接学报,2013,34(4): 85-88.
[25] 程江波.等离子弧堆焊层组织及性能的磁控[D].沈阳:沈阳工业大学硕士学位论文,2006.
[26] 江淑园,陈焕明,刘志凌. CO2焊接短路过渡控制的研究[J]. 航空维修与工程,2003 (6): 48-50.
[27] 杨 超.磁控MIG/MAG焊熔滴过渡行为研究[D].南昌:南昌航空大学硕士学位论文,2014.
2017-05-17
国家自然科学基金资助项目(U1333128, U1733125) ;天津市科技支撑计划项目(14ZCDZGX00802,15ZCZDGX00300)。
TG441
刘海华,1980年出生,博士研究生。主要从事焊接修复及焊接质量控制方面研究,已发表论文6篇。