基于冶金反应的GMAW熔滴过渡形态表征
2021-07-07孙咸
孙咸
(太原理工大学焊接材料研究所,太原 030024)
0 前言
高效自动化的熔化极气体保护焊(GMAW)在工业上获得了广泛的应用,其电弧行为和熔滴过渡形态对焊接工艺质量有重要影响。一直以来有关GMAW熔滴过渡的文献并不鲜见,从上世纪80年代中期日本出版的专著《焊接电弧现象》[1],到中国最新出版的一本基于数据信息的焊接材料电弧物理特性分析和解读的《焊接材料工艺性的信息化技术》[2],业内对熔滴过渡相关内容的关注热情始终未减,电弧物理焊接理论的发展势头可喜。关于熔滴过渡现象,国际焊接学会的分类及定义十分详尽,对熔滴过渡现象描述及工艺条件的表征亦比较具体[3]。迄今为止,有关熔滴过渡的研究大都集中在现象描述、影响因素探讨,以及对工艺质量的影响等方面。专题性探讨焊接冶金反应与熔滴过渡形态关系的文献较为罕见。为此,论文特意将电弧中冶金反应与熔滴过渡形态、熔滴过渡的主导力,以及影响因素相联系,探讨冶金反应与熔滴过渡形态的关系。该项工作对于进一步揭示GMAW熔滴过渡机理、研发新型焊接材料、改善焊接工艺质量,具有一定参考价值和实用意义。
1 GMAW电弧中的主要化学冶金反应
GMAW电弧中的化学冶金反应及其对熔滴过渡条件的影响见表1。首先,在探讨药芯焊丝的焊接冶金学过程特点时,可以借鉴电焊条的冶金分析方法,认为焊丝的焊接化学冶金过程是分区连续进行的。它的化学冶金过程亦可分为3个反应区。①药芯反应区,是指从导电嘴至电弧区的焊丝干伸长部分。受到电阻热的作用,该区焊丝内药粉会发生一些物化反应,如铁合金的氧化、水分的蒸发或者某些物质的分解。应当说,并不排除先期脱氧的可能性;②熔滴反应区,是指从焊丝端部熔滴形成、过渡至焊缝熔池这一区间。熔滴、芯柱与电弧中CO2及其分解物作用,可能发生表1中式(1)~式(6)化学冶金反应;芯柱中的SiO2与熔滴中[Fe]或[Mn]作用,可能发生式(7)~式(8)化学冶金反应(熔滴成分见表2);芯柱中的脱氧元素与熔滴中[FeO]作用,可能发生式(9)~式(10)化学冶金反应;渣中氧化物相互作用,可能发生式(11)化学冶金反应。药芯中的Al, Mg等强脱氧元素,在药芯反应区和熔滴反应区与CO2反应中,绝大部分已被烧损,因此,不再发生与熔滴中[FeO]的反应。③熔池反应区。在熔池反应区将继续进行熔滴阶段的化学反应,只是反应速度和反应剧烈程度与熔滴阶段不尽相同,也可能出现与焊条电弧焊熔池反应区不同的情况。实心焊丝电弧中的化学冶金反应,式(12)~式(15),主要是[Fe]的氧化和[Si]、[Mn]的脱氧反应。
可以借助于图1分析化学冶金反应对熔滴过渡主导力的影响。其中:Fb为斑点压力;Fq为气体排斥力;Fσ为表面张力:Fem为电磁力:Fg为熔滴重力;Fd为等离子流力。式(1)~式(6)主要形成液态熔渣和CO气体,在熔滴下方形成向上的气体排斥力Fq,阻碍熔滴过渡。药芯焊丝中含有较多的TiO2和SiO2对熔滴反应区渗Si反应式(7)、式(8)有重要促进作用[4]。熔滴中Si含量增加的同时,使熔滴氧化增氧,减小了阻碍熔滴过渡向上的的表面张力Fσ。式(9)~式(11)主要是脱氧和熔渣的形成,对熔滴过渡主导力的影响可能较小。式(12)~式(15)主要是氧化反应,熔滴具有增氧作用。但是由于CO2高温分解吸热,对电弧产生冷却作用,造成电弧和斑点面积收缩,向上的斑点压力Fb阻碍熔滴过渡;同时CO2高温分解的气体体积膨胀产生的向上气体排斥力Fq,同样阻碍熔滴过渡。

表1 焊接电弧中的主要化学冶金反应及其对熔滴过渡主导力的影响
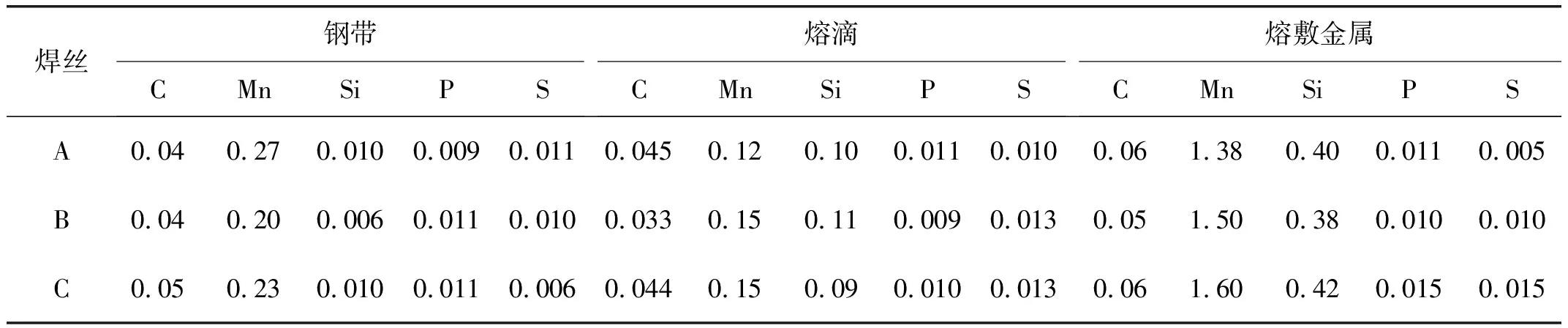
表2 钢带、熔滴和熔敷金属主要化学成分(质量分数,%)
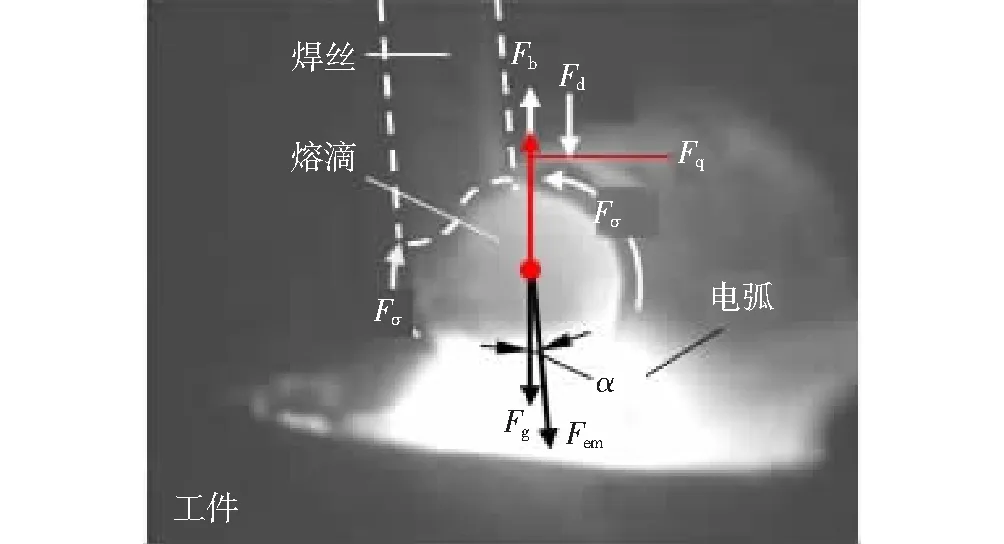
图1 作用在熔滴上的力
2 GMAW中的主要熔滴过渡形态
GMAW的3种熔滴过渡形态列于表3。可以看出,在CO2电弧焊中,主要的过渡形态是滴状过渡和短路过渡形态。对于喷射过渡形态,则需要满足富氩混合保护气体及其他必须的条件。
滴状过渡。在CO2气体保护下,实心焊丝使用较大焊接电流和弧长较长(如φ1.2 mm焊丝,焊接电流180~250 A,电弧电压22~26 V) 时,会形成熔滴尺寸大于焊丝直径的、非轴向排斥滴状过渡形态。此种过渡形态的电弧不稳、飞溅较大、成形较差,且对气孔敏感,工程上应用较少。对于药芯焊丝CO2气体保护焊,由于加入药粉的作用,电弧中发生了不同的冶金反应(见表1),作用在熔滴上的主导力表面张力Fσ和斑点压力Fb被减小,熔滴细化,加之熔滴沿渣柱滑落,此时滴状过渡形态得以改善,飞溅明显减小,成形细密,工艺质量较之实心焊丝大有改观,工程上广为应用。

表3 GMAW熔滴过渡形态比较
短路过渡。在CO2气体保护下,实心焊丝使用较小焊接电流和弧长较短(如φ1.2 mm焊丝,焊接电流120~180 A,电弧电压18~22 V) 时,尽管熔滴尺寸仍大于焊丝直径,但弧长短、弧压低,依靠熔滴的向下表面张力克服向上的表面张力将熔滴拉入熔池,形成所谓的表面张力短路过渡形态。飞溅与滴状过渡形态不相上下,成形尚可,对气孔敏感亦有所减弱,是工程上常用的过渡形态。当弧长为中等长度(如φ1.2 mm焊丝,焊接电流180~250 A,电弧电压22~26 V)时,CO2电弧中可能出现滴状和短路2种过渡形态共存现象。这种过渡形态焊丝的工艺质量继承了2种形态的问题,即飞溅大、成形差、对气孔敏感,工程上很少应用。对于药芯焊丝,在CO2气体保护下,小电流、低电压时(如φ1.2 mm焊丝,焊接电流160 A,电弧电压20 V),形成短路过渡,电弧剧烈飘移、熔滴粗大、飞溅严重、成形差,工程上几乎没有应用。
喷射过渡。喷射过渡形态的熔滴细(小于焊丝直径)、飞溅小、熔深深、成形优良、熔敷效率高,适合于厚板焊接结构中应用。实现喷射过渡的条件是:①富氩混合(或纯氩)保护气体;②电磁力作用方向向下;③焊接电流等于或大于转变电流。三者缺一不可。基于喷射过渡形态的形成条件(见表3),实心焊丝在纯CO2气体保护下,基本无望实现喷射过渡[6]。对于药芯焊丝而言,同样在纯CO2气体保护下喷射过渡形态也是难以实现的。必须满足喷射过渡形态形成的上述三条件。可是它的转变电流可能比实心焊丝的小一些。在纯氩保护气下,药芯焊丝薄钢皮过早熔化,焊丝端形成细长渣柱,电弧飘移不稳,渣柱成段脱落,焊缝成形恶化[7]。只有在富氩混合保护气体中才有可能获得满意的喷射过渡形态。
3 冶金反应与熔滴过渡形态间的关系
GMAW在100% CO2气体保护下电弧中相关冶金反应与熔滴过渡形态间的关系列于表4。可以看出,在药芯焊丝中加入较多的TiO2和SiO2,很容易发生渗Si增氧反应(见表2、文献[4]),该反应虽然无法改变粗熔滴被排斥的非轴向性,但对熔滴过渡中主导力之一的表面张力Fσ却有减小的作用,有利于熔滴过渡条件F分离力>F保持力进行[8]。同时,药芯中的K,Na低电离物质能改善电弧特性,纵然对大熔滴非轴向排斥性难以撼动,却能增大弧根面积,减小熔滴向上的斑点压力Fb,致使熔滴上的保持力F保持力有所减弱,有利熔滴过渡条件F分离力>F保持力进行。药芯焊丝中对焊丝端熔滴保持力F保持力减弱的双因素作用,使其熔滴过渡形态得以改善。而实心焊丝电弧中的冶金反应式(2)虽然也具有氧化增氧作用,但是CO2的高温分解导致向上的斑点压力Fb和气体排斥力Fq增大,强烈阻碍熔滴过渡,焊丝端熔滴的保持力不降反升,非常不利于熔滴过渡条件F分离力>F保持力进行。不难看出,2种焊丝冶金反应与熔滴过渡形态间的关系,取决于熔滴过渡的力学条件,当冶金反应促使F分离力增大,或促使F保持力减小时,熔滴过渡形态得以改善。
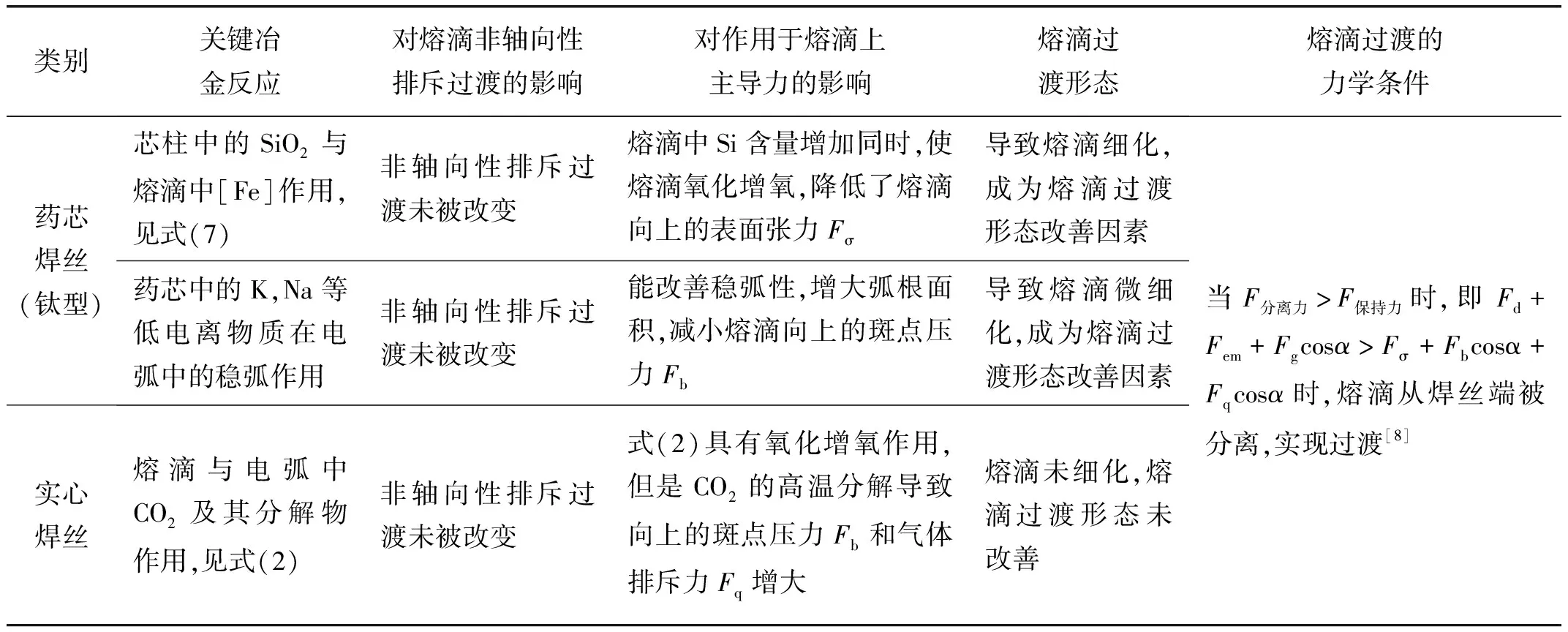
表4 冶金反应与熔滴过渡形态间的关系
4 GMAW熔滴过渡形态的影响因素
4.1 焊丝成分的影响
2种焊丝化学成分对熔滴过渡形态的影响见表5(100% CO2气体保护)。其中,熔滴过渡形态的评定,主要通过分析高速摄影照片,采用3个特征指数,即熔滴直径、熔滴过渡频率和熔滴过渡间隔标准误差进行的[9]。
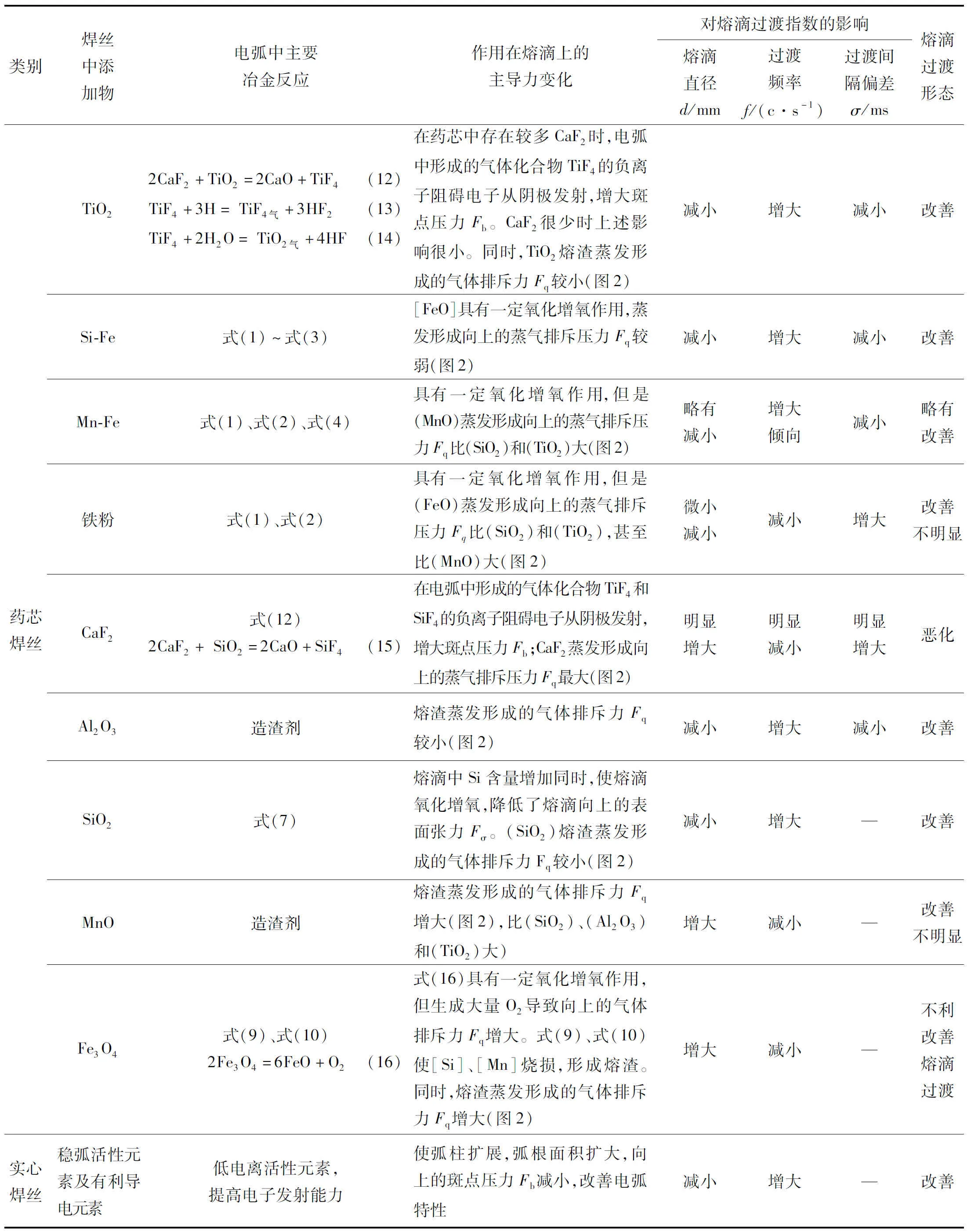
表5 焊丝成分对熔滴过渡形态的影响
对于药芯焊丝而言,添加物的影响如下:①TiO2。随药芯中TiO2含量增加,熔滴过渡指数和过渡形态得以改善(图3[9])。这是由于以下原因所致:一方面,钛型药芯焊丝金红石中含有大量TiO2,虽然TiO2的键能小,表面张力也小,在渣中会使其表面张力下降;但是TiO2的结构十分稳定,在焊接条件下不使熔渣增氧,不能降低熔滴的界面张力,致使它对熔滴的细化作用很微弱。另一方面,TiO2具有促进式(7)SiO2的还原反应作用,一定程度上降低了熔滴向上的表面张力Fσ。钛型药芯焊丝中的CaF2很少,式(12)~式(14)式反应几乎不会发生;同时,(TiO2)熔渣蒸发形成的气体排斥力Fq较小。(TiO2)较小的气体排斥力Fq,可能是熔滴被细化主要原因。②Si-Fe。随药芯中Si-Fe含量增加,熔滴过渡指数和过渡形态得以改善(图4[9])。这是由于发生式(1)~式(3)反应,形成的[FeO]进入熔滴增氧,而形成向上的(SiO2)蒸气排斥压力Fq较弱(图2[9]),熔滴不仅不易长大,反而被细化所致。③Mn-Fe。随药芯中Mn-Fe含量增加,熔滴过渡指数和过渡形态略有改善(图5[9])。这是由于发生式(1)、式(2)、式(4)反应,形成的 [FeO]进入熔滴增氧,而形成的(MnO)向上蒸气排斥压力Fq比(TiO2)、(SiO2)大所致(图2[9])。④铁粉。随药芯中铁粉含量增加,熔滴过渡指数和过渡形态改善不明显(图6[9])。这是由于发生式(1)、式(2)式反应,形成的[FeO]进入熔滴增氧,而(FeO)蒸发形成向上的蒸气排斥压力Fq比(SiO2)和(TiO2),甚至比(MnO)大(图2)所致。⑤CaF2。随药芯中CaF2含量增加,熔滴过渡指数和过渡形态恶化(图7[9])。这是由于发生式(12)、式(15)反应,在电弧中形成的气体化合物TiF4和SiF4的负离子阻碍电子从阴极发射,增大斑点压力Fb,同时CaF2的蒸气排斥压力Fq最大所致(图2)。⑥Al2O3。随药芯中Al2O3含量增加,熔滴过渡指数和过渡形态得以改善(图8)。这是由于(Al2O3)熔渣蒸发形成的气体排斥力Fq较小所致(图2)。⑦SiO2。随药芯中SiO2含量增加,熔滴过渡指数和过渡形态得以改善(图8[9])。这是由于发生式(7)反应,形成的 [FeO]进入熔滴增氧,(SiO2)熔渣蒸发形成的气体排斥力Fq较小所致(图2)。⑧MnO。随药芯中MnO含量增加,熔滴过渡指数和过渡形态改善不明显。这是由于(MnO)熔渣蒸发形成的气体排斥力Fq增大所致(图2),其气体排斥力比(SiO2)、(Al2O3)和(TiO2)大。⑨Fe3O4。随药芯中Fe3O4含量增加,熔滴过渡指数和过渡形态没有改善。这是由于式(16)反应具有一定氧化增氧作用,但生成大量O2导致向上的气体排斥力Fq增大。式(9)、式(10)式使[Si]、[Mn]烧损,形成熔渣。同时,(Fe3O4)熔渣蒸发形成的气体排斥力Fq增大所致(图2)。
对于实心焊丝而言,例如无镀铜焊丝表面涂有特殊用途涂层时,熔滴过渡指数和过渡形态得以改善,则是由于涂层中的低电离活性元素,提高了电子发射能力,使弧柱扩展,弧根面积扩大,向上的斑点压力Fb减小所致(图9[10-11])。其中,保护气体80% Ar+20% CO2,焊丝直径1.2 mm,焊接电流260 A。

图2 蒸气压力与单位药芯百分比熔滴直径变化间的关系

图3 药芯中TiO2含量对熔滴过渡的影响

图4 药芯中Si-Fe含量对熔滴过渡的影响

图5 药芯中Mn-Fe含量对熔滴过渡的影响

图6 药芯中铁粉含量对熔滴过渡的影响

图7 药芯中CaF2含量对熔滴过渡的影响[9]
总之,焊丝成分(单独作用)对熔滴过渡形态的影响比较明显。对药芯焊丝来说,能改善过渡形态的添加物是TiO2, Si-Fe, Al2O3和SiO2;略有改善的是Mn-Fe;改善不明显的是铁粉和MnO;没有改善的是Fe3O4;恶化熔滴过渡的是CaF2。实心焊丝中无镀铜焊丝表面的涂层有利于改善熔滴过渡形态。
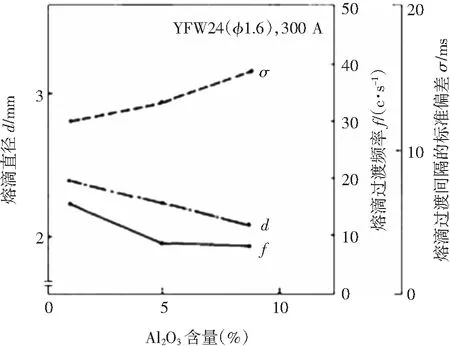
图8 药芯中Al2O3含量对熔滴过渡的影响
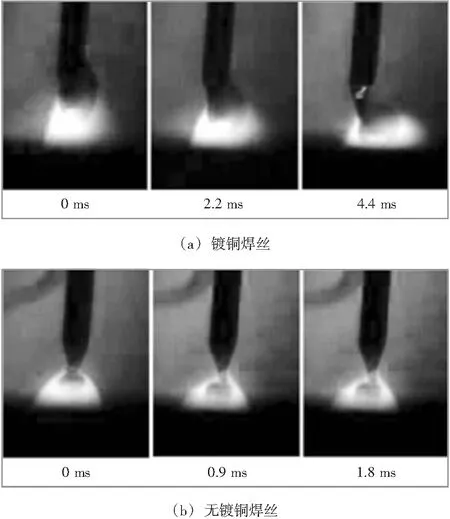
图9 2种焊丝熔滴过渡形态
4.2 焊接工艺参数的影响
2种焊丝工艺参数对熔滴过渡形态的影响见表6(100% CO2气体保护)。对于药芯焊丝,其影响如下:①焊接电流增大时,熔滴过渡指数和过渡形态得以改善(图10[9])。这是由于作用在熔滴上向上的表面张力Fσ减小及向下的电磁力Fem增大所致;②电弧电压增大时,熔滴过渡指数和过渡形态变化不明显(图11[9])。这是由于与实心焊丝不同,药芯的作用使熔滴过渡主导力变化不大所致;③保护气体成分。随气体中Ar含量的增大,熔滴过渡指数和过渡形态得以改善,排斥过渡变为轴向过渡(图12[12])。这是由于作用在熔滴上向上的斑点压力Fb减小、向下的电磁力Fem增大所致;④焊丝截面形状。当“O”形截面变为“T”形截面时,熔滴过渡指数和过渡形态有微小变化,焊丝端渣柱消失(图13[9])。这是由于作用在熔滴上向上的主导力变化不大,以及“T”形截面金属将渣柱熔化所致;⑤药芯填充率。随药芯填充率增大,熔滴过渡指数和过渡形态得以改善(图14[9])。
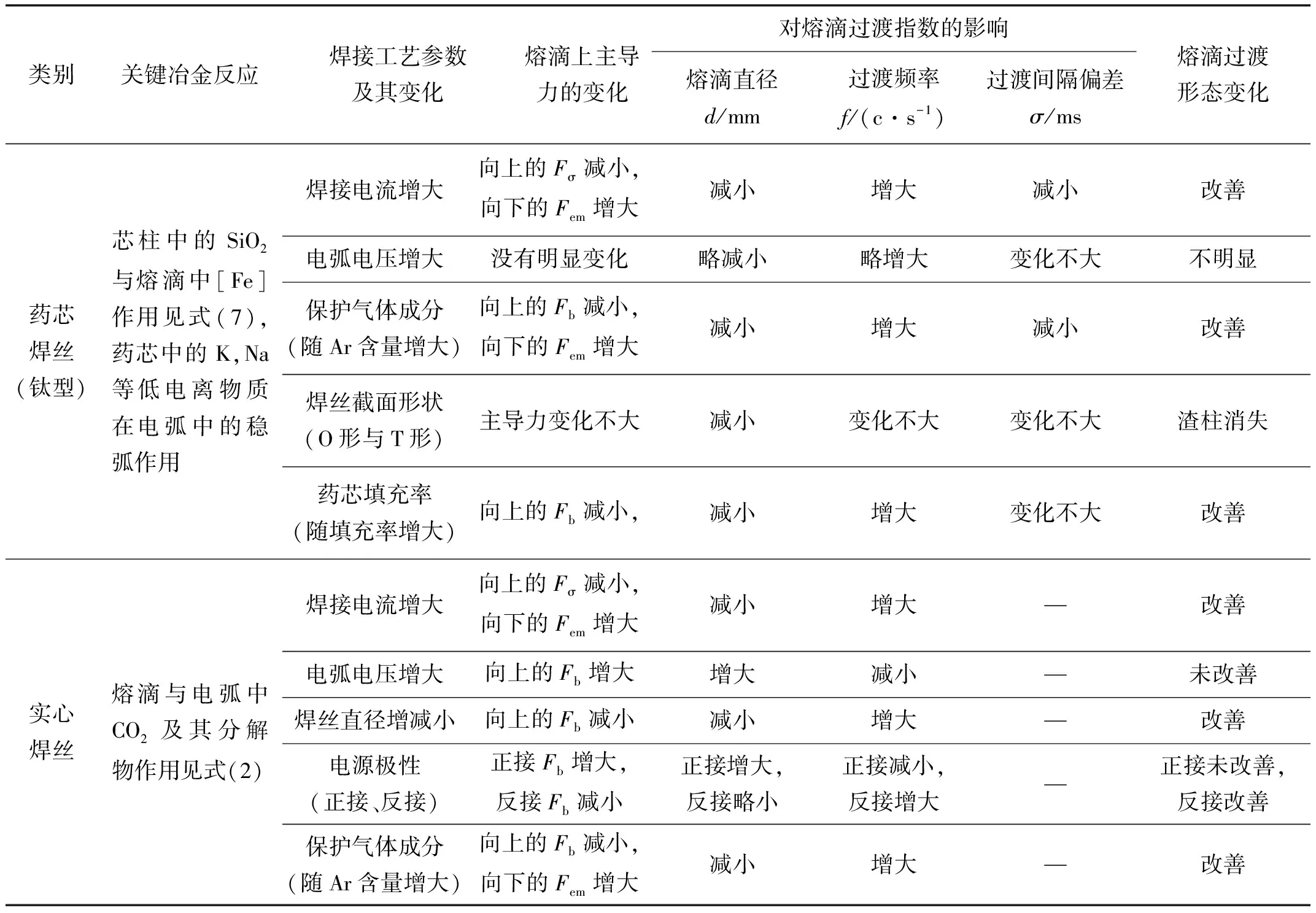
表6 焊接工艺参数对熔滴过渡形态的影响

图10 焊接电流与熔滴过渡间的关系

图11 电弧电压与熔滴过渡间的关系

图12 相同送丝速度和电弧电压、不同保护气体
条件下的熔滴过渡形态这是由于作用在熔滴上向上的表面张力Fσ,以及斑点压力Fb减小所致。
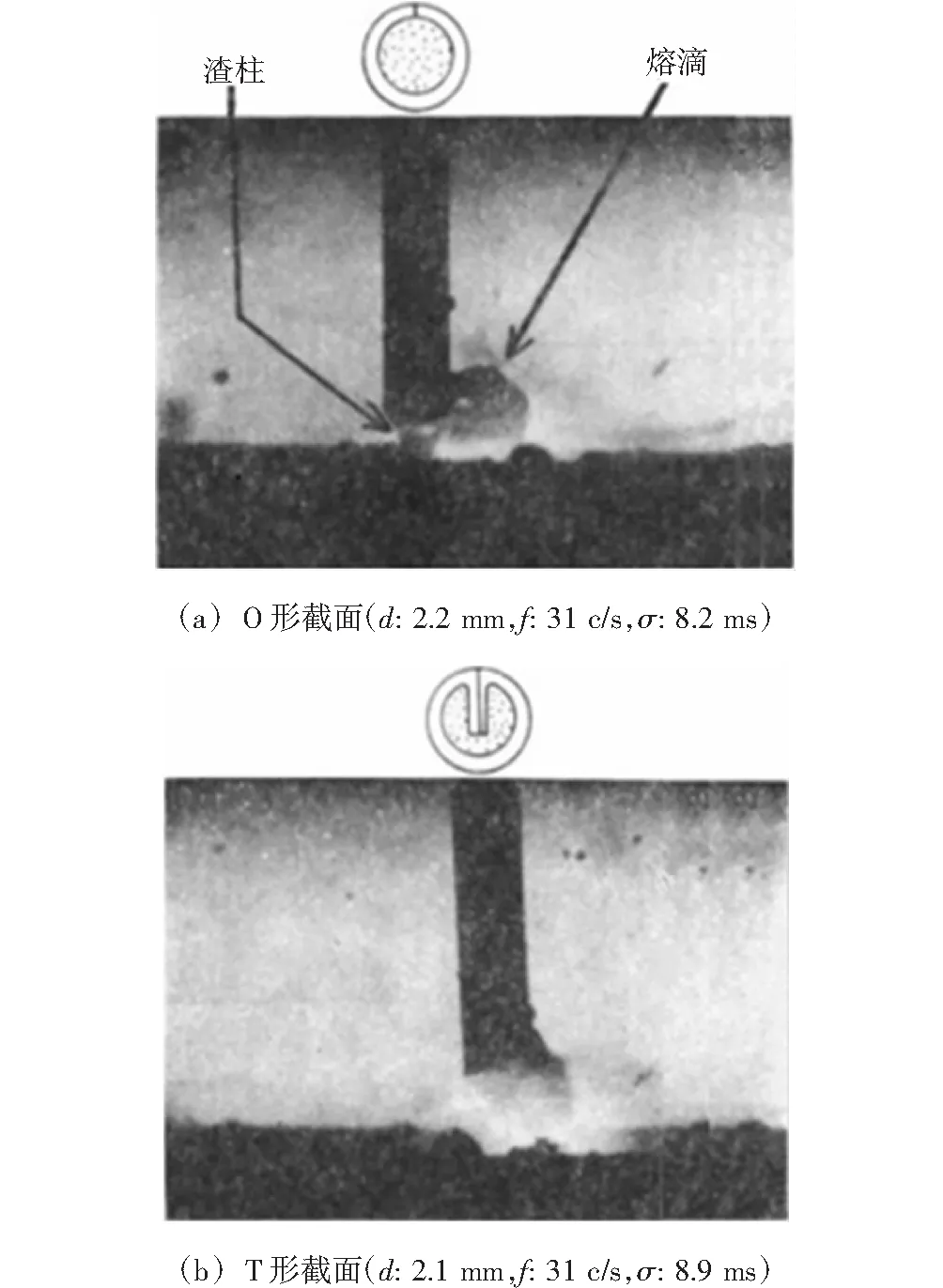
图13 焊丝截面形状对熔滴过渡的影响(φ1.6, YFW24, 300 A)
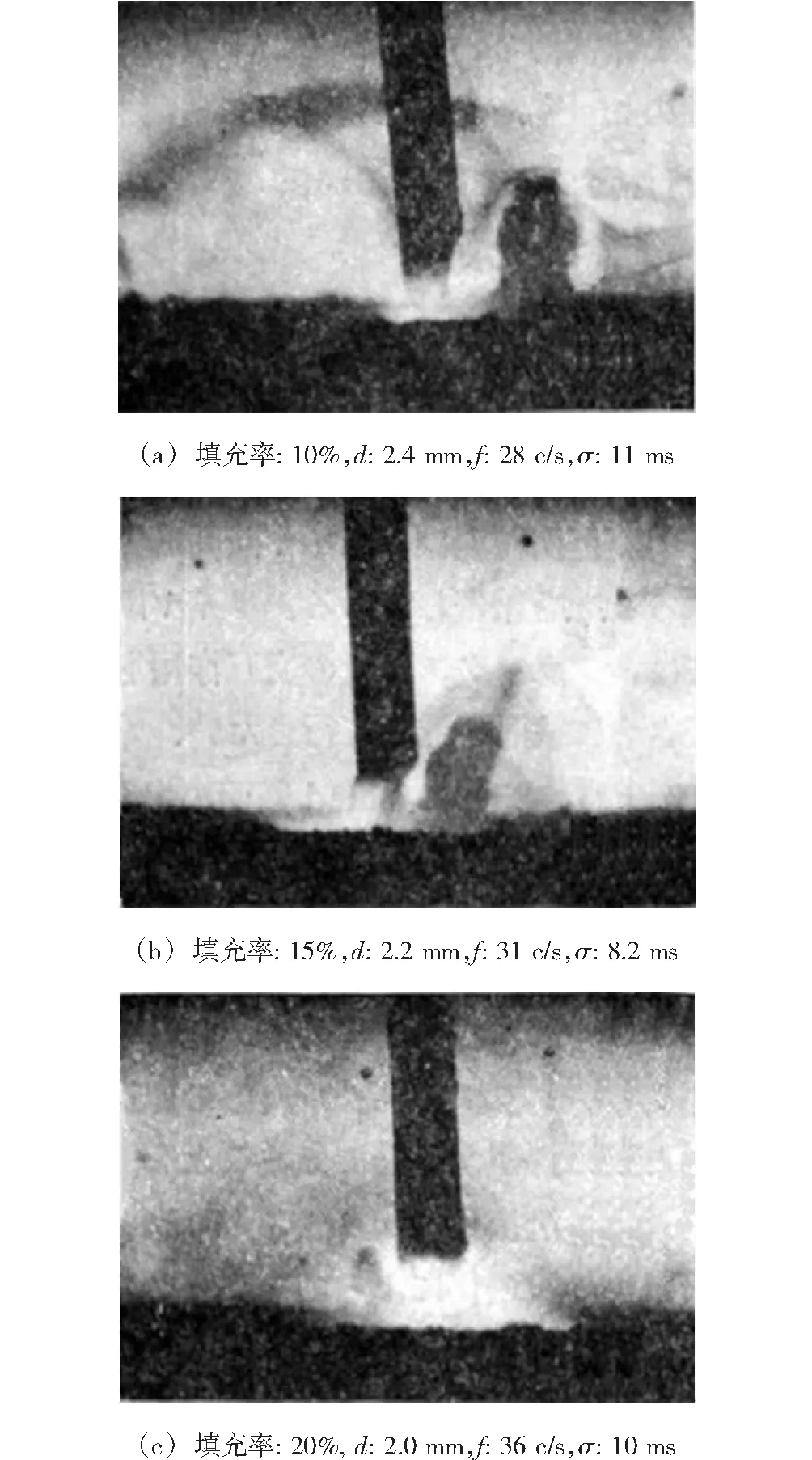
图14 焊丝填充率对熔滴过渡的影响(φ1.6,YFW24,300 A)
对于实心焊丝,其影响如下:①焊接电流增大时,熔滴过渡指数和过渡形态得以改善。其原因与药芯焊丝相同,即作用在熔滴上向上的表面张力Fσ减小及向下的电磁力Fem增大所致;②电弧电压增大时,熔滴过渡指数和过渡形态未改善。其原因是基于最小电压原理,即随电弧电压增大,弧根面积减小,作用在熔滴上向上的斑点压力Fb增大所致;③焊丝直径减小时,熔滴过渡指数和过渡形态得以改善。这是由于作用在熔滴上向上的斑点压力Fb减小所致;④电源极性。直流反接性时,熔滴过渡指数和过渡形态得以改善。这是由于作用在熔滴上的斑点压力Fb减小所致;⑤保护气体成分。随气体中Ar含量的增大,熔滴过渡指数和过渡形态得以改善。其原因与药芯焊丝相同,即作用在熔滴上向上的斑点压力Fb减小、向下的电磁力Fem增大所致。
综上所述,焊丝的工艺参数对熔滴过渡形态有重要影响。对于药芯焊丝而言,能改善熔滴过渡形态的参数及变化是增大焊接电流、增大保护气中的Ar含量及增大药芯填充率;提高电弧电压和改变截面形状对熔滴过渡形态影响不明显。对实心焊丝而言,能改善熔滴过渡形态的参数及变化是增大焊接电流、减小焊丝直径、增大保护气中的Ar含量,以及采用直流反极性;升高电弧电压及采用直流正极性未能改善熔滴过渡形态。
5 结论
(1)GMAW电弧中发生的主要冶金反应是气体分解、脱氧及渗硅增氧等,对作用于熔滴上的主导力产生不同的影响。
(2)GMAW电弧焊中主要的过渡形态是滴状过渡和短路过渡形态。对于喷射过渡形态,则需要满足富氩混合保护气体及其他必备的条件。
(3)GMAW冶金反应与熔滴过渡形态间的关系,取决于熔滴过渡的力学条件,当冶金反应促使F分离力增大,或促使F保持力减小时,熔滴过渡形态得以改善。
(4)能改善药芯焊丝熔滴过渡形态的药芯添加物是TiO2, Si-Fe, Al2O3和SiO2,无镀铜焊丝的涂层成分有利改善熔滴过渡形态。
(5)能改善药芯焊丝熔滴过渡形态的焊接参数及其变化是增大焊接电流、增大保护气中的Ar含量及增大药芯填充率;能改善实心焊丝熔滴过渡形态的焊接参数及变化是增大焊接电流、减小焊丝直径、增大保护气中的Ar含量及采用直流反极性。
