SA-240 304/304L双牌号不锈钢与304/304L不锈钢性能对比分析
2017-12-20
(青岛兰石重型机械设备有限公司,山东 青岛 266426)
SA-240 304/304L双牌号不锈钢与304/304L不锈钢性能对比分析
吴瑞萍王天先王文利唐波涛
(青岛兰石重型机械设备有限公司,山东 青岛 266426)
将SA-240 304/304L双牌号不锈钢与普通304/304L奥氏体不锈钢性能进行对比分析,说明SA-240 304/304L双牌号不锈钢具备304不锈钢的力学性能和304L不锈钢的耐晶界腐蚀性能。通过采用焊条电弧焊(SMAW)、钨极氩弧焊(GTAW)两种焊接方法,对SA-240 304/304L双牌号不锈钢、304L不锈钢进行焊接工艺性试验对比及实际产品的焊接应用。结果表明,SA-240 304/304L双牌号不锈钢接头各项力学性能、-196 ℃低温冲击韧性及耐晶界腐蚀性能均满足规范及标准要求。
双牌号不锈钢焊接工艺性耐晶间腐蚀性
0 序 言
随着化学工业及石油化工行业的快速发展,不锈钢材料的需求量越来越多,并且对不锈钢材料提出了越来越苛刻的要求,既要保证不锈钢材料的耐腐蚀性,而且也应满足标准中的强度要求。随着不锈钢冶炼技术的发展[1],不锈钢的力学性能已有了很大的提高,304L不锈钢的碳含量远小于0.03%,但其强度值高于304不锈钢的下限值,定义此种不锈钢为304/304L双牌号不锈钢,也就是化学成分符合304L,而力学性能要满足304不锈钢[2]的要求。试验依托某公司涉外产品,材质SA-240 304/304L双牌号不锈钢,主要项目是对此种材料与普通304/304L不锈钢材质进行对比分析,并进行焊接工艺性试验,掌握双牌号不锈钢的焊接工艺参数及焊接注意事项,最终完成双牌号不锈钢产品的焊接。
1 母材对比分析
试验所用母材为304不锈钢、304L不锈钢和SA-240 304/304L双牌号不锈钢,交货状态均为固溶+酸洗状态,304不锈钢、304L不锈钢和SA-240 304/304L双牌号不锈钢是按照美国ASTM标准生产的不锈钢牌号,均为奥氏体不锈钢[3]材料。试件厚度为16 mm,其化学成分、力学性能标准范围及复验实测值见表1~2。
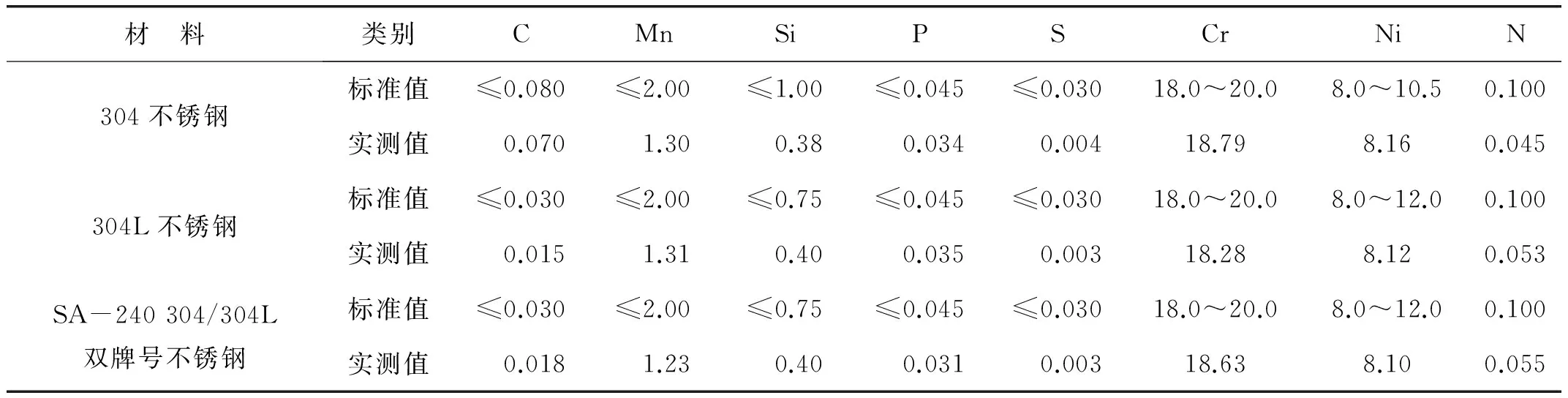
表1 母材化学成分(质量分数,%)
通过母材复验结果可以看出,304不锈钢近似中国的0Cr18Ni10不锈钢,是最普遍使用的钢种,其耐蚀性、耐热性、低温韧性、力学性能、常温加工性能良好,热处理后不产生硬化。304L不锈钢为低碳304不锈钢的变种,近似于中国的00Cr19Ni10不锈钢,耐蚀性在普通状态下与304不锈钢相似,但较低的碳含量使其具有良好的抗晶间腐蚀性能[4]。304不锈钢的抗拉强度较304L不锈钢抗拉强度高约80 MPa,其力学性能良好,而304L不锈钢碳含量低于304不锈钢约0.05%, 说明304L不锈钢具有良好的抗晶间腐蚀性能[5]。
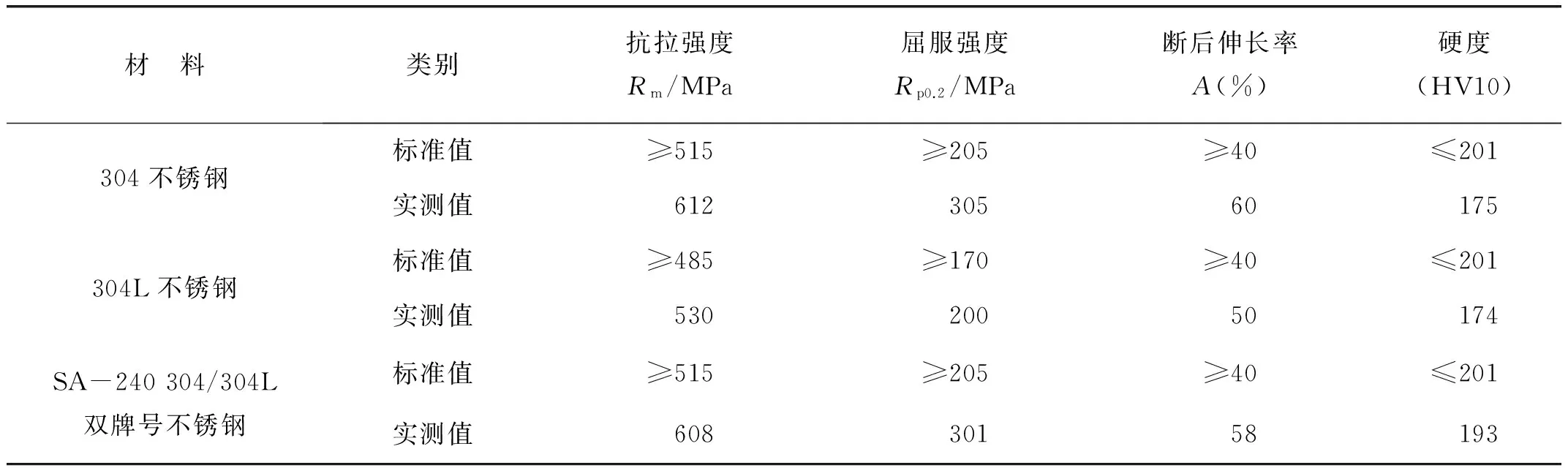
表2 母材力学性能
因此,SA-240 304/304L双牌号不锈钢是集中了304不锈钢良好的力学性能和304L不锈钢优质的耐晶间腐蚀性能而研发的新牌号钢种。适用于既有抗晶间腐蚀要求,又要有良好力学性能的特定介质环境,具有良好的应用前景。
2 焊接工艺性试验
2.1 焊接工艺参数的确定及试件的焊接
采用焊条电弧焊(SMAW)、钨极氩弧焊(GTAW)[6]两种焊接方法,分别对304L不锈钢、SA-240 304/304L双牌号不锈钢进行了焊接性试验[7]。试件尺寸为800mm×150 mm×16 mm,各2对。为了防止母材金属的氧化剂、铁离子等污染,采用机加工的方法制备试件坡口[8],具体坡口尺寸如图1所示。SMAW采用牌号E308L、规格分别为φ3.2 mm,φ4.0 mm,φ5.0 mm的焊条进行焊接,GTAW采用牌号ER308L、规格φ2.0 mm的氩弧焊丝进行焊接[9]。焊接材料化学成分见表3。
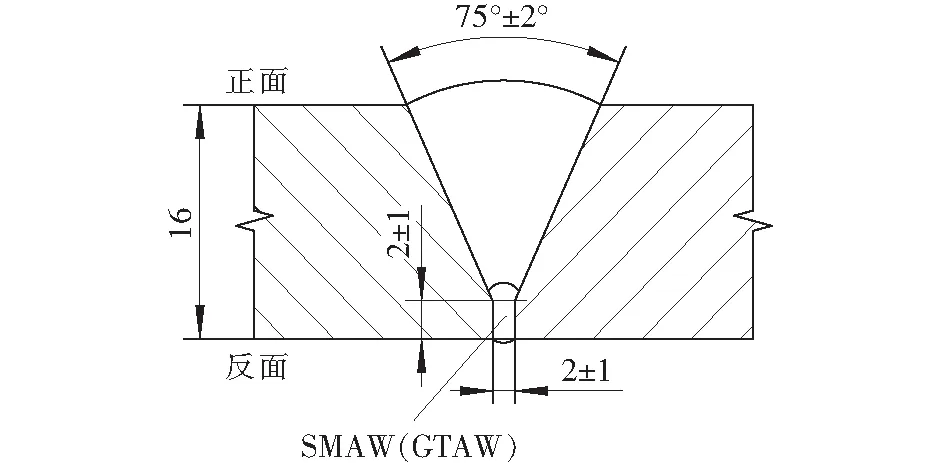
图1 试板坡口形式及尺寸
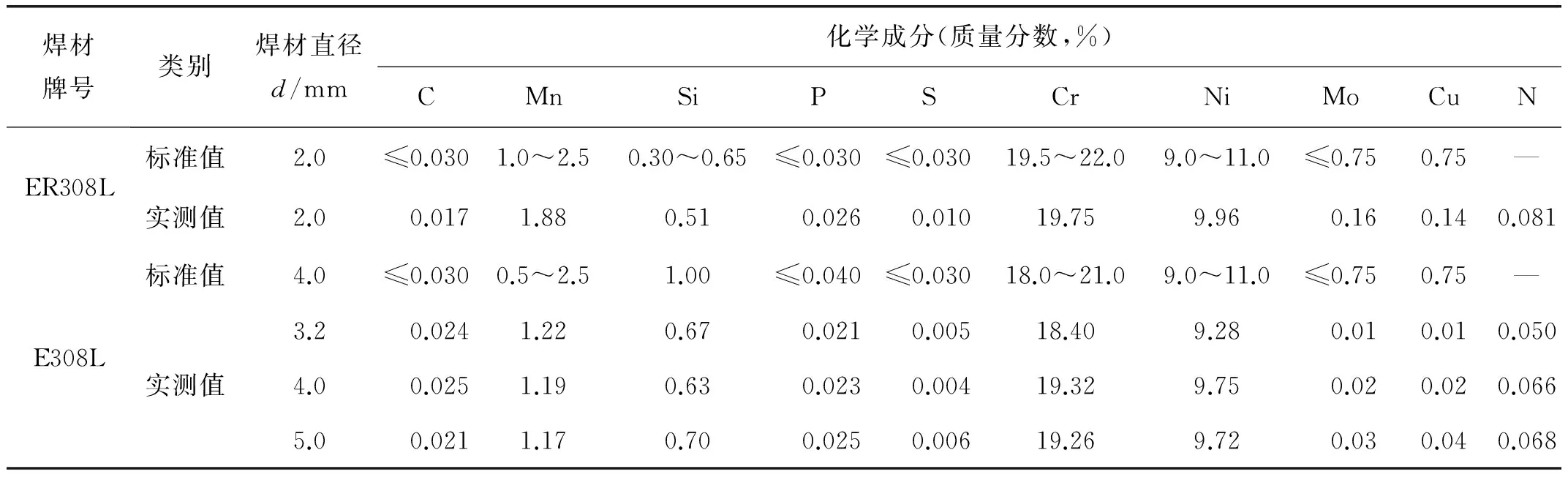
焊材牌号类别焊材直径d/mm化学成分(质量分数,%)CMnSiPSCrNiMoCuNER308L标准值2.0≤0.0301.0~2.50.30~0.65≤0.030≤0.03019.5~22.09.0~11.0≤0.750.75—实测值2.0 0.0171.880.51 0.026 0.01019.759.96 0.160.140.081E308L标准值实测值4.0≤0.0300.5~2.51.00≤0.040≤0.03018.0~21.09.0~11.0≤0.750.75—3.2 0.0241.220.67 0.021 0.00518.409.28 0.010.010.0504.0 0.0251.190.63 0.023 0.00419.329.75 0.020.020.0665.0 0.0211.170.70 0.025 0.00619.269.72 0.030.040.068
不锈钢的焊接是一个快速加热和快速冷却的过程,若焊接热输入过低,冷却速度较快,焊缝及热影响区会产生较多的铁素体,从而降低韧性。若焊接热输入过高,会使得焊缝在高温区停留时间过长,使晶粒粗大,则接头的抗腐蚀性及韧性将会大大降低。根据这一特性,SMAW及GTAW均采用小规范[10]、多层多道、较低焊接热输入[11]在室温下进行施焊[12],并控制道间温度≤100 ℃,GTAW时控制氩气流量8~12 L/min,其具体焊接工艺参数见表4。
2.2 焊接工艺性试验结果与分析
采用SMAW及GTAW[13]焊接的304L不锈钢、SA-240 304/304L双牌号不锈钢试件,按照GB/T 228.1—2010《金属材料拉伸试验方法》进行室温拉伸试验,按照GB/T 229—2007《金属材料夏比摆锤冲击试验方法》进行-196 ℃冲击试验,其试验结果见表5。
两种焊接方法的晶间腐蚀试样各4件,按照ASTM A262 E法,经硫酸-硫酸铜腐蚀[14]后,弯曲180°外表面均无晶间腐蚀产生的裂纹。两种材料的焊缝区及热影响区金相组织为奥氏体和少量铁素体,焊条电弧焊焊缝中δ铁素体呈网状沿奥氏体晶界分布,热影响区受焊接热输入的影响较大,晶粒较粗,铁素体沿奥氏体晶界析出,GTAW焊缝区组织呈树枝状均匀分布在奥氏体基体上。母材区均为奥氏体组织。两种焊接方法下的金相组织照片如图2~3所示。
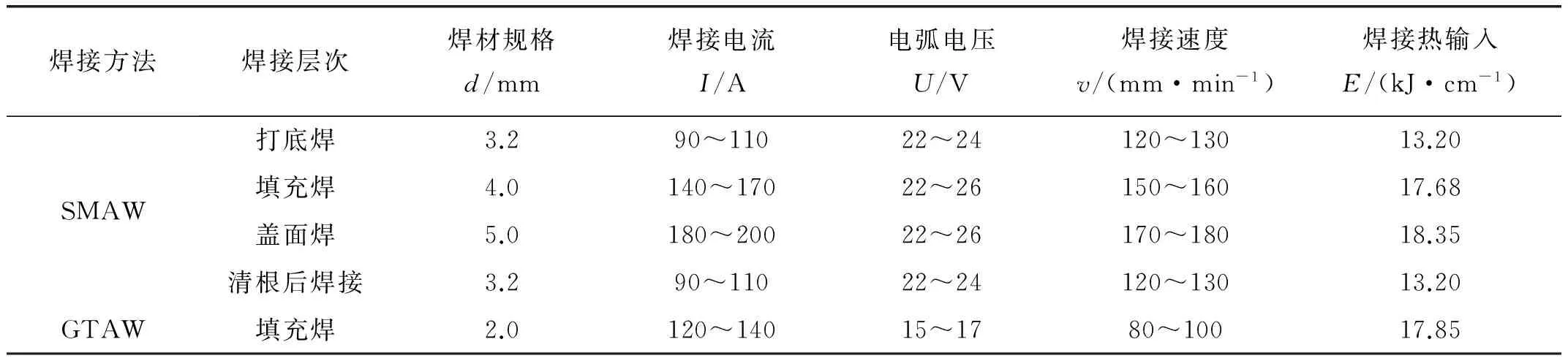
表4 焊接工艺参数
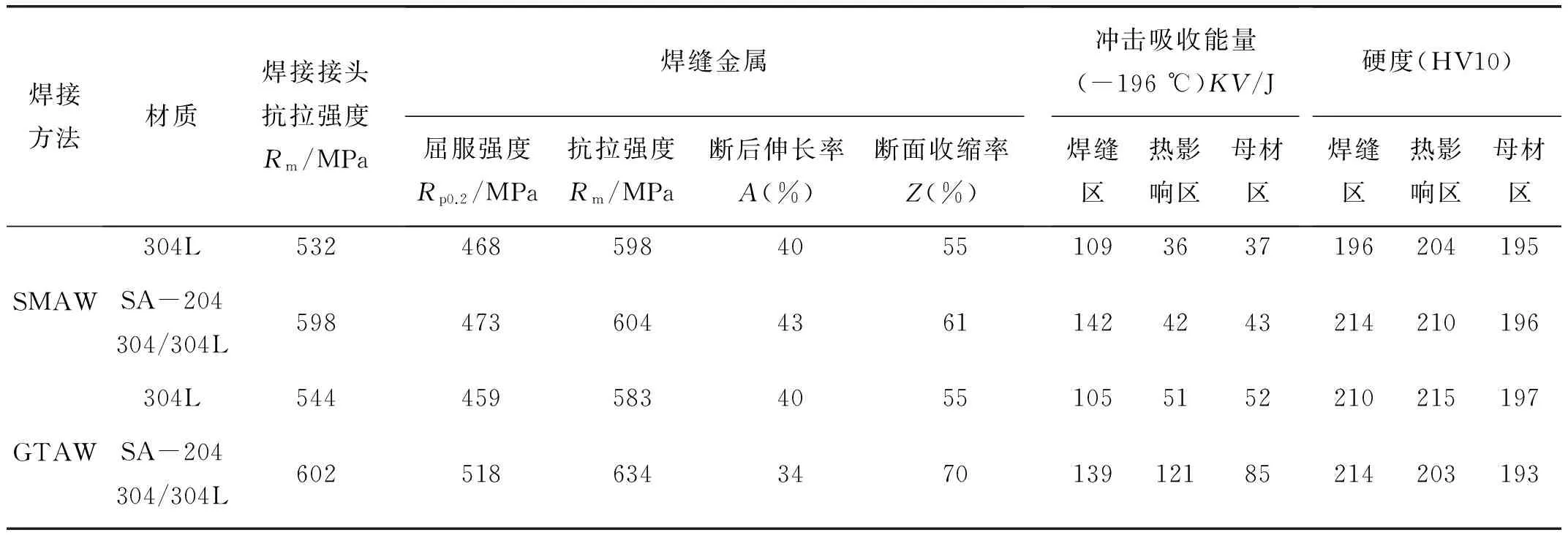
表5 不同焊接方法下力学性能试验结果
从以上试验结果可以看出:
(1)304L不锈钢、SA-240 304/304L双牌号不锈钢在两种焊接方法下焊接接头的强度均高于标准要求,且有较多的富余量; 其中SA-240 304/304L双牌号不锈钢焊接接头GTAW的强度高于SMAW,GTAW接头拉伸试样的平均抗拉强度为602 MPa,断于焊缝中心位置。两种材料相比较,SA-240 304/304L双牌号不锈钢力学性能更优。
(2)焊缝及热影响区的-196 ℃低温冲击吸收能量大于32 J,符合设计及技术要求,说明接头在超低温的条件下具有良好的韧性。 SA-240 304/304L双牌号不锈钢冲击吸收能量稍高于304L不锈钢。
(3)晶间腐蚀按ASTM A262 E法进行,无晶间腐蚀发生。结果表明,304L不锈钢、SA-240 304/304L双牌号不锈钢的焊接接头都具有良好的耐晶间腐蚀性能。
(4)母材金相显示奥氏体基体上有少量铁素体组织, 所以SA-240 304/304L钢的硬度不高而塑性韧性较好。SMAW热影响区组织如图2f所示,GTAW热影响区组织如图3f所示,热影响区经历了一次热循环作用,加热速度快,加热温度高,使得该区组织有长大的趋势,但冷却速度快,高温停留时间短,所以长大的趋势并不十分明显。SMAW焊缝金属的显微组织如图2e所示,GTAW焊缝区组织如图3e所示,均是奥氏体基体上均匀分布一定数量的δ铁素体,但是两种焊接方法在焊缝中的δ铁素体在分布形态和数量上有明显的区别。SMAW焊缝中δ铁素体呈网状沿奥氏体晶界分布,GTAW焊缝区组织呈树枝状均匀分布在奥氏体基体上,GTAW焊缝区δ铁素体含量比SMAWδ铁素体含量高,所以GTAW接头的强度高于SMAW。SMAW热影响区受焊接热输入的影响较大,晶粒较粗,铁素体沿奥氏体晶界析出,而冲击性能低于GTAW,这是由于焊缝中含有一定量的δ铁素体使其具有较低的热裂纹敏感性。
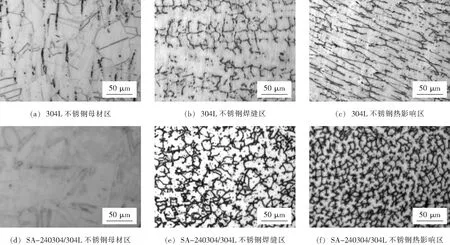
图2 304L不锈钢及SA-240 304/304L双牌号不锈钢SMAW微观组织照片
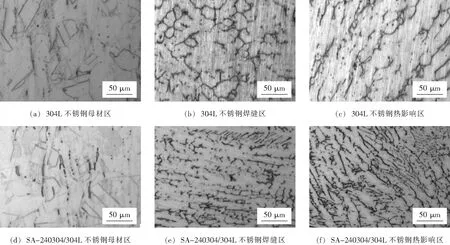
图3 304L不锈钢及SA-240 304/304L双牌号不锈钢GTAW微观组织照片
(5)SA-240 304/304L双牌号不锈钢SMAW焊缝金属的硬度比GTAW硬度低。SMAW的焊接电流比GTAW的焊接电流大,随着焊接热输入增大,加热的最高温度升高,高温停留时间延长,从而使冷却速度变慢,淬硬倾向减小,也就使硬度和抗拉强度降低。两种材料相比较,SA-240 304/304L双牌号不锈钢硬度稍高于304L不锈钢。
由以上结论得出,采用GTAW及SMAW两种焊接方法焊接304L不锈钢及SA-240 304/304L双牌号不锈钢均能得到良好的焊接接头,GTAW方法较优,但综合生产效率,实际生产中SMAW的应用更广。SA-240 304/304L双牌号不锈钢力学性能、抗晶间腐蚀能力要优于304L不锈钢,在既要优良的力学性能又要腐蚀要求的特定介质环境中,双牌号不锈钢应用前景更广。
3 实际产品的焊接应用
通过以上焊接性试验数据的分析和总结,并针对某公司涉外产品按照ASME《锅炉及压力容器规范国际性规范 第Ⅸ卷 焊接和钎接评定》要求,进行了SA-240 304/304L双牌号不锈钢的焊接工艺评定,制定了详细的产品焊接工艺指导书。后经实际产品系列工艺性试验及产品焊接试件的性能检测,结果均满足产品制造技术要求,如图4所示。这就说明SA-240 304/304L双牌号不锈钢不仅具有良好的力学性能,还具有优良的耐晶间腐蚀性能,其应用范围更广。

图4 SA-240 304/304L双牌号不锈钢产品
4 结 论
(1)对于SA-240 304/304L双牌号不锈钢,焊接时选用正确的焊接材料、合理的工艺参数以及合适的焊接方法就能得到既满足性能要求又具有优良耐晶间腐蚀性能的焊接接头。
(2)SA-240 304/304L双牌号不锈钢焊接时采用小的焊接热输入和多层多道焊工艺,其接头-196 ℃低温冲击性能良好,抗拉强度高于标准值90 MPa,具有良好的力学性能。SA-240 304/304L双牌号不锈钢焊缝金属的显微组织,均是奥氏体基体上均匀分布一定数量的δ铁素体。
(3)304不锈钢、304L不锈钢、SA-240 304/304L双牌号不锈钢化学成分、力学性能均满足规范及标准要求。但是集力学性能及抗腐蚀性能综合考虑, SA-240 304/304L双牌号不锈钢更优。
[1] 肖纪美.不锈钢的金属学问题[M].北京:冶金工业出版社,2006:182-190.
[2] 赵 强.304不锈钢法兰焊接裂纹分析及返修[J].焊接,2017(2):54-56.
[3] 英国曼切特焊接材料公司. 液化天然气(LNG)用超低温不锈钢的焊接及焊接材料[J].机械工人,2005(8):35-40.
[4] 梁潞华.304、304L、316、316L在化工容器上的应用[J].化学工程与装备,2009(2):54-55.
[5] 黄有纲,赵起超.超长细比超低碳不锈钢精馏塔的焊接[J].焊接技术,2012,41( 2):58-61.
[6] 赵雪勃,曹梅青.304L不锈钢的钨极氩弧焊工艺[J].焊接技术,2011,40(7):20-22.
[7] 周振丰.焊接冶金学(金属焊接性) [M].北京: 机械工业出版社,2003: 125-131.
[8] 中国机械工程学会焊接学会.焊接手册:材料的焊接[M]. 北京: 机械工业出版社,2001:201-205.
[9] 徐志明.钨极氩弧焊在不锈钢薄板焊接中的应用[J].电焊机,2005, 35(6):65-66.
[10] 刘玉英,李 斌,杨宝峰.手工钨极氩弧焊的基本操作技术[J].焊接技术,2007,36(2):4-6.
[11] 李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2005:218-221.
[12] 徐文晓,徐文慧.奥氏体不锈钢容器的焊接[J].焊接技术,2006,35(5):15-18.
[13] 李海新.厚板奥氏体不锈钢焊接技术研究现状[J].焊接,2017(6):35-38.
[14] 罗 宏,龚 敏.奥氏体不锈钢的晶间腐蚀[J].腐蚀科学与防护技术,2006,18(5):357-360.
2017-02-20
TG444+.1
吴瑞萍,1985年出生,大学本科,工程师。主要从事压力容器制造及焊接热处理技术工作,已发表论文3篇。