基于PLC的锅炉过热器水管半周堆焊自动控制系统
2017-12-20
(1.嘉兴职业技术学院, 浙江 嘉兴 314036 ; 2.东方特钢有限公司, 浙江 嘉兴 314000)
基于PLC的锅炉过热器水管半周堆焊自动控制系统
寇舒1王尔明2
(1.嘉兴职业技术学院, 浙江 嘉兴 314036 ; 2.东方特钢有限公司, 浙江 嘉兴 314000)
为提高锅炉过热器水管半周堆焊的自动化程度、实现较好的堆焊效果,将传统上重复的人工操作转化为智能性的自动化系统,以三菱FX系列PLC为核心设计了锅炉水管半周堆焊自动控制系统,经过与焊机通讯,以及三轴伺服电机的协调运动,从而达到最终的半周堆焊效果。该系统可通过触摸屏进行水管以及焊接要求等参数的设定,以适应多种直径水管的半周堆焊。通过最终的工厂试验,该系统实现了半周堆焊的自动控制,具有较高的堆焊精度,极大地提高工作效率、降低人力成本,同时保证了相比于人工堆焊更好的堆焊效果。该系统极大提高了产品自动化程度,在降低成本的同时,保证了较好的半周堆焊效果,满足最终使用要求。
过热器水管半周堆焊触摸屏PLC伺服电机
0 序 言
锅炉系统中的烟气包含大量的粉尘、腐蚀性气体等,过热器由于受到烟气的直接冲刷,容易造成局部磨损,最终造成爆管事故,所以要对过热器水管进行堆焊,增加其耐腐蚀、耐冲刷的能力,保证锅炉可以正常长时间运行,降低运行风险以及后期的维护成本[1]。采用水管的半周堆焊解决了之前的水管全周堆焊造成的材料浪费以及生产成本的增加问题,同时又满足了使用要求[2-3]。所谓的水管半周堆焊就是将水管受腐蚀侧进行特殊处理,而另一侧可以维持原状。
目前国内发电厂锅炉基本没有对锅炉天井、蒸发器、过热器等水管的自动堆焊技术的研究,已有的技术是靠人工手动堆焊,耗时长,效率低,且堆焊质量无法把控。所以需要研究出一种智能水管堆焊技术,克服以往人工堆焊的缺点,提高工作效率及堆焊质量。可编程控制器(PLC)具有编程简单、性能稳定、抗干扰性强等特点,较多地被应用到工业自动化控制系统中[4],故设计了一套基于三菱PLC的FX系列锅炉过热器水管自动半周堆焊系统,可以较好的解决上述问题。
1 锅炉水管自动半周堆焊系统介绍
锅炉过热器水管半周堆焊系统主要由精密的机械部分和精准的电气部分构成。图1为机械部分的构成。
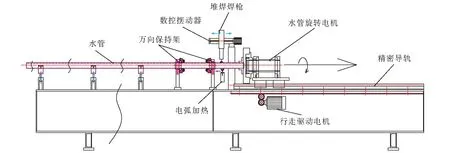
图1 锅炉过热器水管半周堆焊机械结构示意图
由图1可知,行走驱动电机控制水管的水平运动;水管旋转电机控制水管的旋转的方向、速度;数控摆动器控制焊枪的左右摆动,摆动速度与摆动距离可以进行设定。
该系统另一个优点是配有对称防变形加热系统,用来抵消水管在堆焊过程中焊接产生的变形量,避免水管变形造成施焊困难的影响及后期水管矫形工序。操作时主要是在半周堆焊的过程中同时利用氩弧焊电弧在水管背侧进行加热,并在堆焊管中通入流动的冷却水,最终有效的控制了水管在半周堆焊过程中的变形。
焊接过程中,在不影响焊接质量的同时,为最大限度的提高焊接效率,焊枪需要进行微小的往复摆动,其方法是焊枪固定,只进行轻微的摆动,以保证其电弧稳定性。水管半圆弧往复旋转,实现半周堆焊;水平行走电机控制水管的水平向前移动。
综上所述,堆焊轨迹呈方波状。每焊接水管半个圆弧后转变焊接方向,并不断向前移动。最终水管半周堆焊的运动轨迹如图2所示。
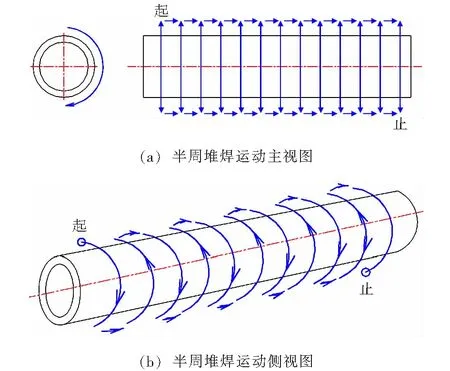
图2 水管半周堆焊运动轨迹
为防止水管旋转方向切换时堆焊效果不理想,故增加了该控制系统与焊接主板的RS232通讯,通过三菱PLC与焊机的信息交互,可以精确的控制焊接整个的启停过程,可以使电弧变化平稳、回转位置精确,最终实现焊缝外观的美观一致。
2 控制系统硬件设计
为了最高限度的提高设备的应用范围,该控制系统采用了“HMI+PLC+下位机”的控制模式,其整体的系统结构框图如图3所示。以PLC为核心实现整套系统的通讯、电机之间的动作配合,通过触摸屏进行参数输入,PLC进行综合判断处理,通过焊枪、旋转电机、行走电机之间的协调动作,最终构成一套完成的过热器水管半周堆焊的控制系统。该控制系统主要由以下几部分构成。
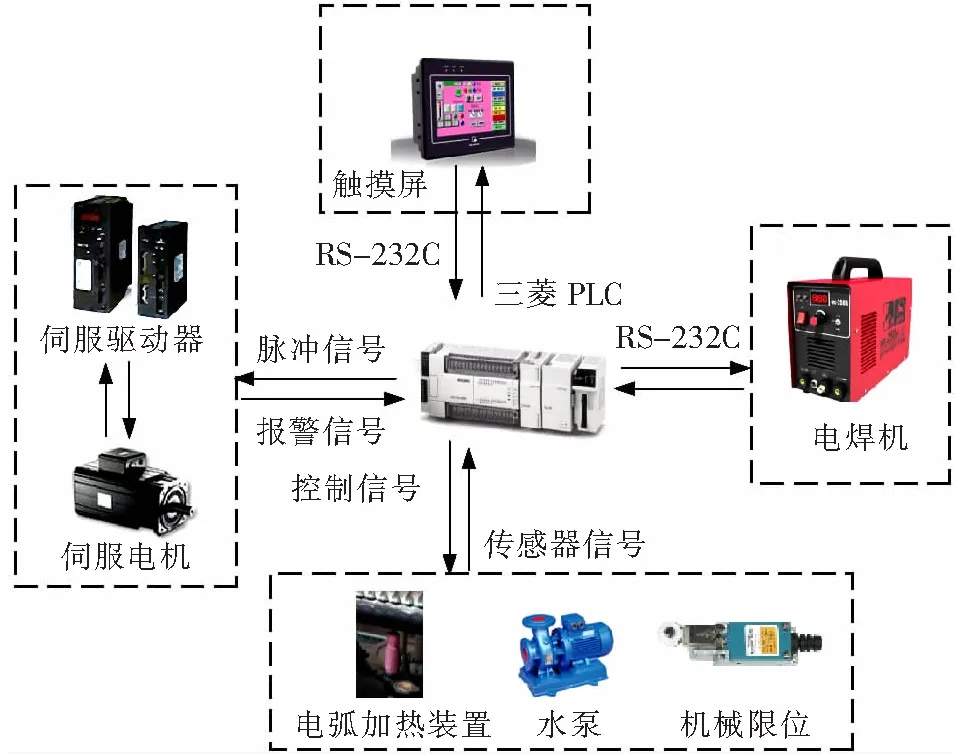
图3 基于三菱PLC的控制系统硬件框图
2.1 触摸屏
该系统触摸屏选用维纶MT6071iE系列,与三菱Fx3u系列PLC进行RS-232通讯,该触摸屏实现系统的手动/自动切换,水管尺寸、水管旋转速度、水管行进速度、焊枪摆动速度和幅度值的给定,以及手动控制电弧加热器、冷却水泵的启停操作等,最大限度的方便人工操作,以适应不同的工况。其人机界面如图4所示。
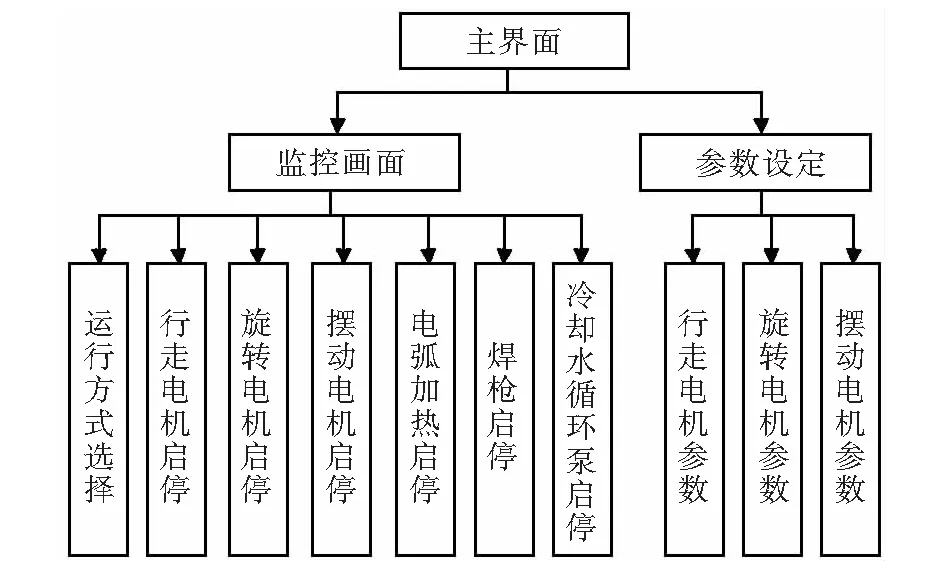
图4 人机界面组成
2.2 可编程控制器
可编程控制器选用三菱Fx3u系列PLC,实现各电机之间以及其它辅机之间的协调动作,最终实现整个自动堆焊的过程。其系统主要包括Fx3u-16MT/ESS型号CPU,此种型号PLC一共包含16个I/O点,其中输出点有8路,因此最多可控制四台伺服电机。为实现控制器与焊机之间的通讯,增加QJ71C24N扩展通讯模块。最终以三菱PLC为核心的控制盘内部接线如图5所示。
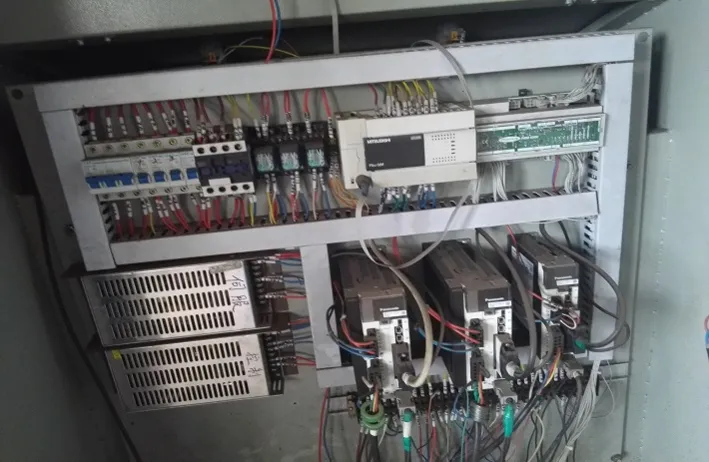
图5 控制系统硬件图
3 控制系统软件设计
控制系统软件设计之前需要确定各电机的动作速度以及距离。
3.1 旋转伺服电机旋转速度的计算
已知三菱伺服电机旋转一周需要4 194 304个脉冲,额定转速3 000 r/min,功率200 W,额定扭矩0.64 N·m,最大扭矩2.2 N·m,减速齿轮减速比为1∶10,小齿轮DN40(R1=20 mm),大齿轮DN400(R2=200 mm),水管管径DN60(R3=30 mm),要求最终水管旋转速度0.5 mm/s。
由水管旋转速度0.5 mm/s(触摸屏设定)可知:大齿轮的旋转速度v1=(R2/R3)×0.5 mm/s;小齿轮的旋转速度v2=大齿轮旋转速度v1;故旋转伺服电机转速n=v1/(2×3.14×R1) r/s。已知伺服电机旋转一周需要4 194 304个脉冲,故电机最终每秒的脉冲频率f=4 194 304n。
3.2 旋转伺服电机旋转距离的计算
该系统是对水管进行半周堆焊,其堆焊距离也可进行计算得出。由水管旋转半周得:大齿轮旋转距离s1=(R2/R3)×3.14×R3mm;小齿轮的旋转距离s2=大齿轮旋转距离s1;小齿轮需要旋转的圈数n=3.14×R3×(R2/R3)/3.14×R1。已知伺服电机旋转一周需要4 194 304个脉冲,故最终水管旋转半轴需要的脉冲数量N=4 194 304n。
当执行完N个脉冲后电机反向旋转,再次进行N脉冲距离,依次往复,即可实现水管的半周堆焊功能。该水管的管径可以进行设定,电机最终的脉冲频率根据水管管径计算得出,故该系统也可以对其它管径的水管进行堆焊,增加了其通用性。
3.3 焊枪摆动伺服电机行走速度及距离计算
焊枪摆动电机选用直线导轨式伺服电机,可以根据焊接材料不同在触摸屏上设置摆动速度和摆动距离。
已知摆动电机旋转一周需要10 000个脉冲,摆动电机转速触摸屏画面上设定,初始7 mm/min;其摆动电机的摆动距离在触摸屏画面上进行设定,初始为14 mm。
根据导轨设计手册,电机旋转一周沿导轨方向行走的距离为1 mm,即7 mm/min的速度需要的脉冲数为70 000个,即每秒需要1 167个脉冲。摆动距离14 mm时需要140 000个脉冲。
3.4 水平行走伺服电机行走速度的计算
行走电机选用三菱伺服电机,旋转一周需要的脉冲数为4 194 304个。已知行走电机减速器减速比为1∶20,行走电机每次的行走距离与焊枪摆动电机的摆动距离相同,故与行走电机单次行走距离对应的脉冲数的计算方法同计算焊枪摆动伺服电机脉冲方法是一致的,其行走速度在触摸屏上进行设定。
3.5 上位机软件设计
维纶MT6071iE系列触摸屏基于EasyBuilder8000编程软件进行离线模拟和在线模拟,其操作界面的设定主要包括堆焊管径的输入、自动/手动的切换旋钮、焊枪摆动电机的摆动距离和速度设定、行走伺服电机的速度和距离设定、旋转伺服电机的旋转速度及旋转距离设定、冷却水泵以及氩弧焊电弧加热装置的启停按钮等。同时整套系统的运行状态在触摸屏上进行显示,参数设置界面如图6所示。

图6 参数设置界面
3.6 下位机部分程序设计
锅炉过热器水管半周堆焊自动控制系统逻辑控制部分主要包括:旋转电机、行走电机、摆动电机控制子程序、与焊机通讯控制焊机启停子程序、冷却水泵、氩弧焊电弧加热装置启停子程序。其控制流程图如图7所示。
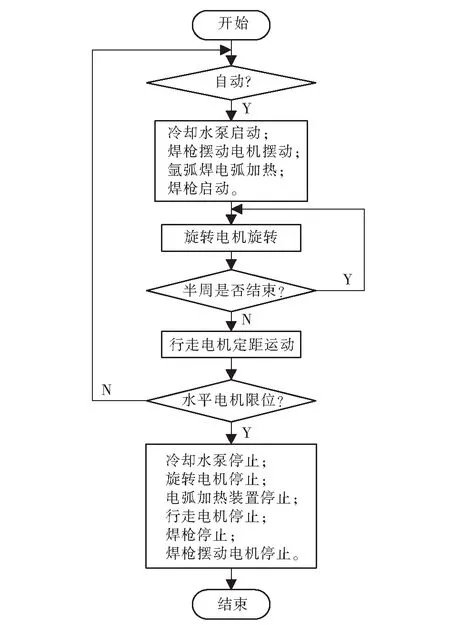
图7 控制系统程序流程图
4 试验验证
为检验该系统的可靠性和实用性,以及能否取得较好的堆焊效果,故应用以上控制系统对水管进行大量的堆焊试验。图8为机械系统结构图。结果发现,该系统能够明显的提高堆焊质量,并且操作简单,极大地提高了生产效率,降低工人的劳动强度,同时可以通过触摸屏进行参数设置,以适应不同管径的水管进行半周堆焊,具有较强的实用性。

图8 机械系统结构图
在产品应用上与工艺比较,易获得均匀一致外观质量,其焊接质量如图9所示。
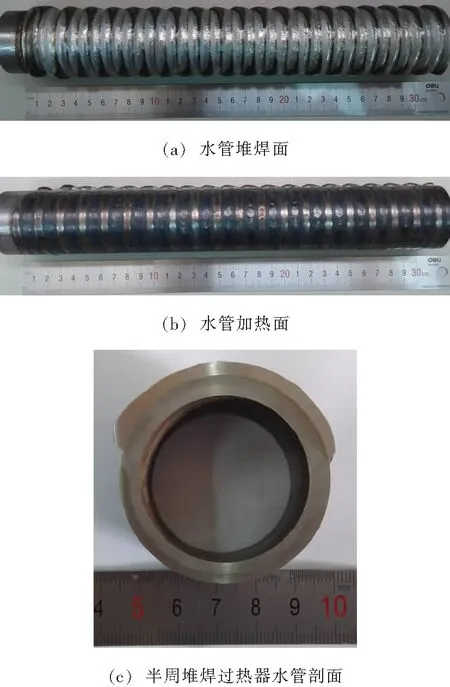
图9 水管焊接质量
5 结 论
(1)为了提高工厂锅炉水管半周堆焊的自动化程度,提高企业生产效率,降低工人劳动强度,设计出了一种基于三菱PLC的锅炉过热器水管半周堆焊自动控制系统。以维纶MT6071iE触摸屏为上位机,搭建人机界面,实现与下位机三菱Fx3u系列PLC进行通讯,控制各伺服电机等。
(2)通过试验验证,该控制系统稳定性高,成本低,灵活性较高,最终极大地提高水管半周堆焊的效率和质量。
[1] 宋天虎,张 军. 关于中国焊接机器人发展的粗浅思考[J]. 焊接,2014(8):1-3.
[2] 何建萍,张春波,孙 广,等. 数字化TIG焊机菜单式人机交互系统[J]. 焊接,2003(11):10-13.
[3] 郭 亮,卢恩勇,张 华. 焊缝轨迹跟踪伺服控制系统设计与实现[J]. 焊接,2012(6):61-64.
[4] 张伟平. 便携式自动堆焊系统设计[J]. 山西电子技术,2013(6):14 -16.
2017-06-15
TG409
寇 舒, 1984年出生,硕士,大学讲师。主要从事PLC控制、工业机器人应用。