基于视觉传感的超声-MIG焊熔滴行为分析
2022-06-16熊晨曦袁海涛马国红
熊晨曦,袁海涛,马国红
(1.南昌大学先进制造学院,江西 南昌 330031;2.江西省轻质高强结构材料重点实验室,江西 南昌 330031)
镀锌钢因具有良好的耐腐蚀性、相容性和力学性能,适于加工等优点,在航天航空、汽车车身、船舶制造等领域得到了广泛的应用[1-2]。熔化极惰性气体保护焊(MIG)在进行镀锌钢焊接时,由于锌元素比较活泼,表面镀锌层在焊接过程中极易发生汽化和电离,导致镀锌钢在MIG焊接时对焊接参数难以精确控制[3]。而MIG焊在不同的焊接参数区间具有不同的熔滴过渡形式,主要分为短路过渡、大滴过渡和射流过渡。因此近年来学者们提出多种复合焊接方法来控制熔滴过渡行为,实现以更小的体积、更高的频率稳定向熔池过渡熔滴,如TIG-MIG复合焊接[4]、激光-MIG复合焊接[5]、等离子-MIG复合焊接[6]和超声-MIG复合焊接[7]等,复合焊接在现代制造业中得到广泛应用。
超声-MIG复合焊接作为一种新型的复合焊接方法,近年来已成为焊接领域的研究热点,主要是利用超声变幅杆对焊丝或母材施加振动,实现对电弧、熔滴与熔池的调控,改变熔滴的过渡方式,从而间接改变熔池的凝固状态,达到细化焊接接头晶粒组织,改善焊缝的力学性能[8-9]。与其他复合焊接方法相比,国内外现阶段鲜有关于镀锌钢超声-MIG焊接研究的文献报道,对超声-MIG焊的熔滴过渡方式的研究更不够成熟,因此探究镀锌钢在超声振动下MIG焊接熔滴形态、过渡频率和熔滴过渡模式等特点,分析超声振动对MIG焊接熔滴过渡的影响规律和机理,提高焊接质量的稳定性和工业生产效率,对现代制造业中进一步发展复合焊接方法,实现智能化焊接尤为重要。
本文所研究的方法是对焊丝引入超声振动,通过对焊接参数的控制进而实现不同的熔滴过渡形式,并使用高速摄像装置对熔滴过渡行为进行观察分析,研究在不同的焊接参数下镀锌钢超声-MIG熔滴过渡区间的变化,揭示镀锌钢超声-MIG复合焊接的熔滴过渡特点,对提升薄板焊接技术具有重要的理论意义和实用价值。
1 实验设备与方法
1.1 实验装置
实验采用焊接母材为Q235镀锌钢板,尺寸为50 mm×250 mm×1 mm,焊丝材料为直径1.2 mm的Q235低碳钢,其化学成分如表1所示,焊接方式为平板堆焊,保护气体为纯度99.99%的氩气。焊机型号为华远NB-350IGBT逆变式MIG气体保护焊机,超声波电源型号为ZJS-500N,高速摄像机是VPI的Phantom系列高速摄像机,拍摄帧率为1 000~100 000 fps·s-1,用于采集熔滴和电弧形态数据。图1为超声-MIG焊接系统示意图。
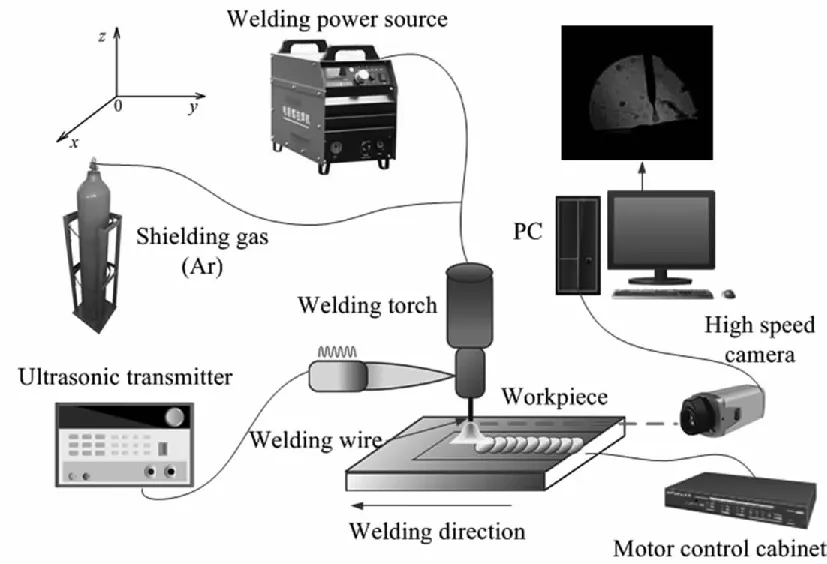
图1 超声-MIG焊接系统平台

表1 镀锌钢板和低碳钢化学成分表
2.2 实验方法流程
熔滴图像处理算法流程如图2所示:对初始图像进行灰度变换,然后通过图像预处理,提高计算速度,减少噪声干扰,用边缘提取的方法提取熔滴外形轮廓,然后用形态学处理的方法去除小面积等干扰因素,最后得到焊接熔滴的几何尺寸参数,提取出熔滴的特征进行熔滴过渡行为分析。
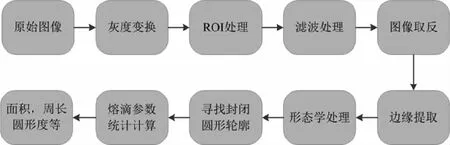
图2 焊接熔滴的图像处理算法流程图
2 实验结果与讨论
本文的主要研究工作是对镀锌钢板在MIG焊接过程中施加超声振动,分析超声辅助下的MIG焊接熔滴过渡机制。实验条件是在超声振动频率参数为770 Hz,振幅为30 μm,焊接速度为5.6 mm·s-1进行的,利用高速摄像机采集焊接电流为(60,90,120,150,180,210 A)MIG与超声辅助MIG焊接的熔滴过渡过程。表2为不同的焊接参数下的对照实验。图3为电流150 A,电压21.4 V时焊接实验结果。

(a) MIG
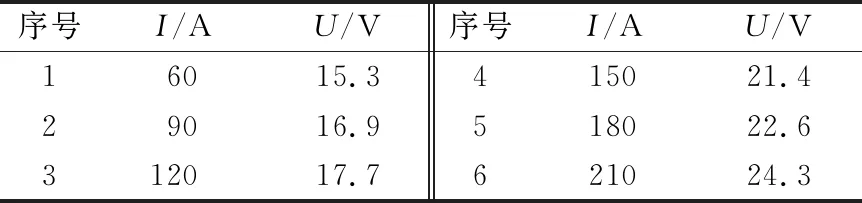
表2 焊接对照实验参数
为了更好地研究熔滴与焊接参数和超声振动的影响机制,采用图像处理的方法对U-MIG焊接过程中的熔滴形状参数进行提取,首先进行ROI(Region of interest)处理,提高计算效率,中值滤波处理减少噪声干扰,对图像进行取反操作,使用Canny算子提取焊丝和熔滴的边缘,然后选择封闭区域,去掉小面积元素,最终提取的熔滴轮廓如图4所示。

(a) ROI提取 (b) 图像取反 (c) Canny边缘提取 (d) 熔滴轮廓提取 (e) 熔滴图像标记
2.1 熔滴大小与电流电压的关系
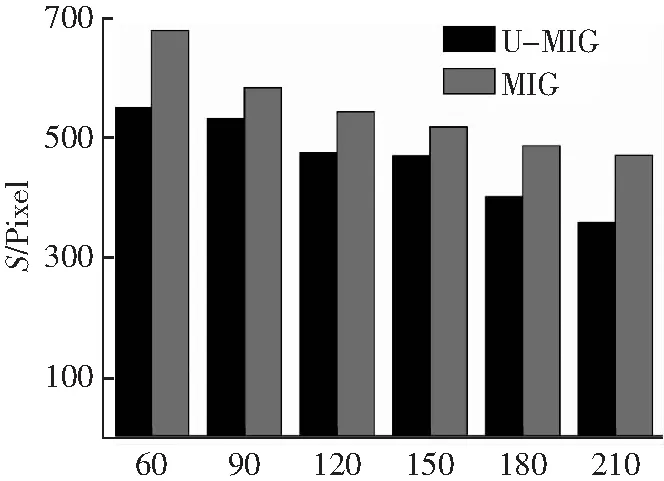
镀锌钢板在电弧焊时,在焊丝底部形成向熔池过渡的液态金属称为熔滴,熔滴通过电弧向熔池的转移为熔滴过渡,熔滴的过渡形式一般分为3种:短路过渡、大滴过渡、射流过渡。熔滴过渡的稳定性在一定程度上决定了焊缝质量。如图5(a)所示,熔滴的平均面积S随着焊接功率变大,逐渐变小。并且U-MIG焊接的熔滴尺寸比MIG小,主要是因为超声的引入使焊接电弧的长度缩短,从而减少了熔滴的生长空间,使熔滴以较小的尺寸,较快的频率加速过渡到熔池。如图5(b)所示,焊接电流I在60~90 A之间,熔滴的过渡方式主要为短路过渡,由于超声辅助作用下,熔滴向下运动受到表面张力和超声辐射力的阻碍作用,熔滴距离熔池的平均高度大于普通MIG的下落高度[10]。但是当焊接电流为120~150 A和180~210 A之间,熔滴主要以滴状过渡和射流过渡为主,普通MIG的过渡周期和距离熔池的下落高度h均高于U-MIG,说明熔滴的合外力在超声辐射力作用下,电弧长度发生收缩,熔滴合外力增加,促进了熔滴的过渡,过渡周期大幅减少。
I/A
2.2 熔滴频率与焊接参数的关系
通过实验采集其中100帧U-MIG焊接过程中的熔滴图像,分析熔滴频率和过渡方式与焊接参数的关系,如图6(a)所示,焊接电流为60 A时,熔滴过渡方式主要为短路过渡,焊丝熔化末端与熔池之间出现桥接现象,并且在固定帧数内熔滴完整过渡次数较少。如图6(b)所示,当电流为150 A时,熔滴过渡方式为大滴过渡,熔滴脱离焊丝末端形成球状颗粒向熔池稳定过渡。如图6(c)所示,当焊接电流为210 A时,熔滴过渡方式为射流过渡,熔滴呈液柱状或滴状快速向熔池过渡,通过图6(c)所示典型帧数可以看出熔滴过渡频率增加得非常大。
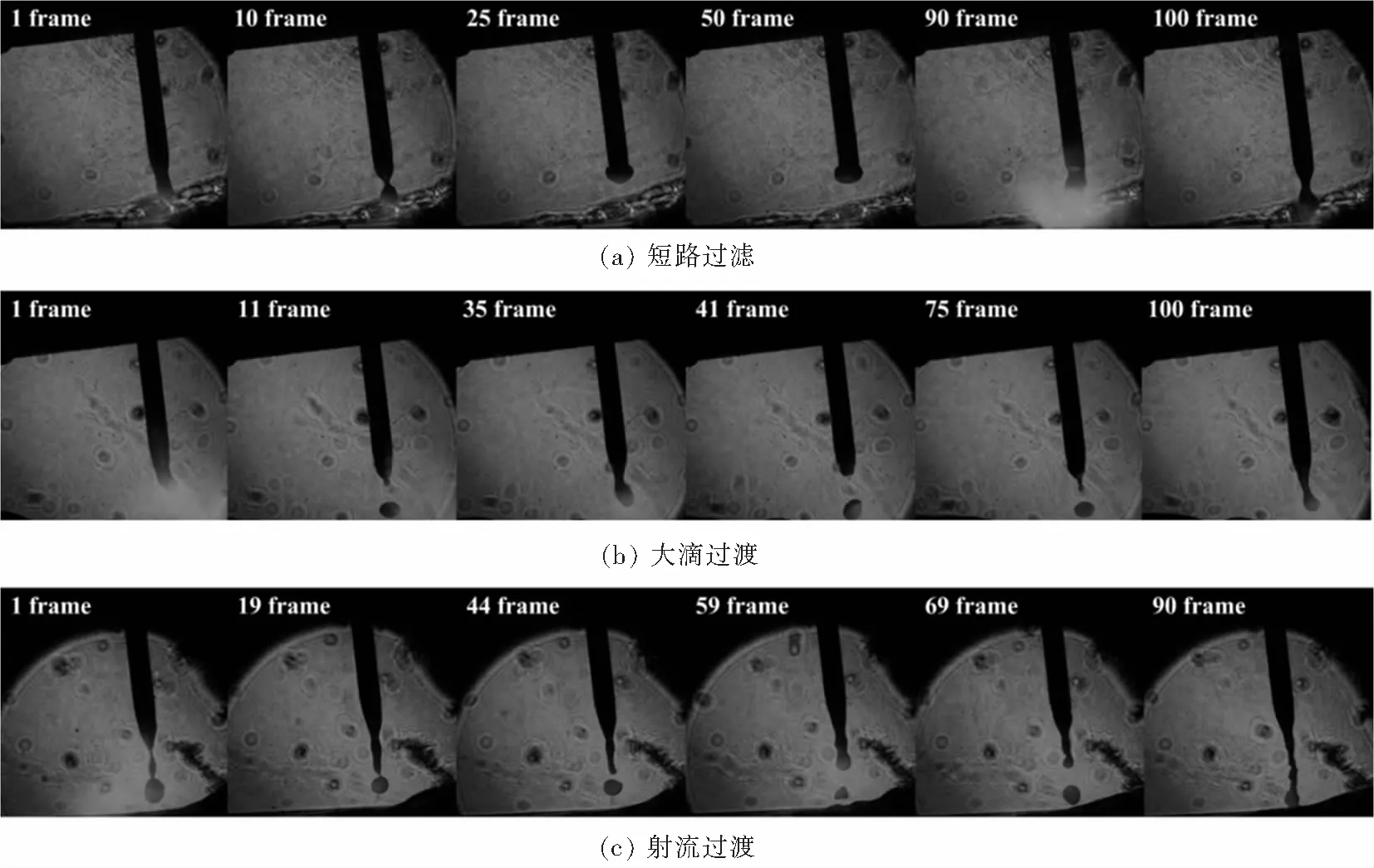
图6 U-MIG焊接熔滴过渡方式
为了准确采集U-MIG焊接过程中熔滴的过渡频率,本实验通过计算不同焊接参数下的1 000帧焊接过程图像,统计熔滴向熔池过渡的数量N,该算法的流程图如图7所示,首先定义初始采集图片为背景帧,然后通过背景减除法和图像处理获取焊接熔滴图像,计算当前帧熔滴图像各项特征,例如熔滴图像的圆心坐标,面积大小,保证真实熔滴前后5帧差值为熔滴下落图像,而非熔滴过渡周期,根据这些熔滴特征信息,得到融合阈值T,可以排除各种圆形气泡干扰熔滴提取。熔滴特征提取后,判断熔滴过渡类型和频率,进行下一帧熔滴图像算法提取判断。
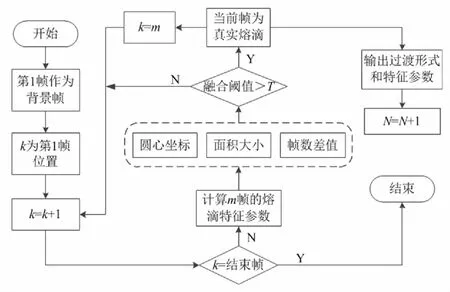
图7 U-MIG焊接熔滴计数算法程序流程图
如图8所示,在小功率下焊接时,由于超声辐射力的阻碍作用下,MIG焊接在1 000帧时间内的熔滴过渡数目要大于U-MIG焊接结果。当熔滴过渡方式转变为大滴过渡时,焊丝末端不会接触焊接熔池,熔滴过渡频率明显提高,并且在超声的辅助作用下,U-MIG熔滴向熔池平稳过渡的数目N略高于普通MIG焊接方法。当焊接进行大功率参数焊接时,熔滴过渡方式为射流过渡,熔滴的统计算法变得较为复杂,因为熔滴在向熔池过渡时,有时会呈现柱体状,并伴有分裂的趋势形成两个较小的熔滴,下落到熔池的速度也加快,导致射流过渡期间熔滴数目统计出现误差,熔滴数目的真实结果远大于目前计算结果,因此需要提高U-MIG焊接熔滴计数算法的鲁棒性,保证焊接过程中熔滴过渡方式的准确性,促进智能化焊接的发展。
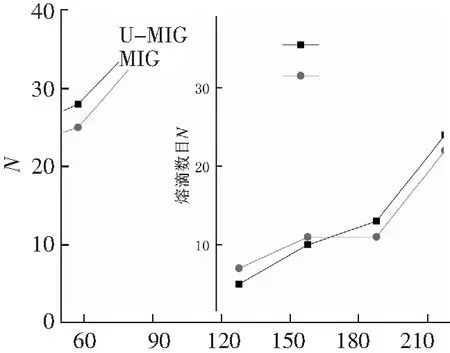
I/A
3 结论
本文主要研究镀锌钢超声-MIG复合焊接的熔滴过渡特点,通过对不同焊接电参数的控制进而实现不同的熔滴过渡形式,并使用高速摄像装置对熔滴过渡行为进行观察分析,对提升薄板焊接技术具有重要的理论意义和实用价值。获得的主要结论如下:
(1) 通过图像处理方法提取超声-MIG熔滴图像的形状特征,计算得到熔滴的几何参数和下落高度,而且焊接功率越大,熔滴的平均面积以及距离熔池的下落高度逐渐减少。
(2) 分析焊接熔滴图像帧数,得到熔滴过渡方式与焊接参数的关系,随着焊接功率的增加,过渡方式由短路过渡向大滴过渡和射滴过渡转变。
(3) 提出一种熔滴计数算法,有效地统计了镀锌钢板在不同焊接方法下熔滴数目,得到熔滴过渡频率与焊接功率大小呈正相关。
实际上,超声-MIG复合焊接过程非常复杂,本文只考虑固定超声参数下,不同焊接电参数下的熔滴过渡形式,未来可以进一步研究不同超声的频率和振幅下,焊接过程中的电弧、熔滴和熔池对焊接接头质量的影响机制。
