HV803型打包机锁门机构改造
2017-11-03贾传兵
贾传兵
(中国石化仪征化纤有限责任公司短纤生产中心,江苏仪征 211900)
设备改造
HV803型打包机锁门机构改造
贾传兵
(中国石化仪征化纤有限责任公司短纤生产中心,江苏仪征 211900)
为了解决HV803打包机原气马达驱动的锁门机构故障多发问题,进行了液压油缸驱动取代原先的涡轮蜗杆传动及气马达控制方式的技术改造,实施改造后提高了活络大门快关锁的动作可靠性,大大降低了检修频率,节约了维修费用,改善了工作环境,改造获得成功。
打包机 锁门机构 气马达 液压油缸 改造
仪征化纤有限责任公司于1987年引进了日本东洋纺技术由邯郸纺机厂制造的HV803型化纤打包机,该打包机位于化学短纤维生产流程的末端,将经过牵伸、定型、卷曲及切断处理过的化学短纤维打成一定重量和大小的包。本机型打包机除了铺放包布、包装、穿带、捆包等需人工作业外,其它动作均为自动。打包机的主要组成部件压机由固定棉箱、活络大门、锁门机构、气马达、主压油缸等组成。目前锁门机构和气马达故障多发,本次改造采用液压执行机构取代原先的涡轮蜗杆传动及气马达控制方式,获得成功,大大降低了故障率。
1 存在的问题
HV803打包机活络大门锁门机构原设计采用涡轮蜗杆机构,动力来源于气马达,见图1所示。

图1 锁门机构及气马达
活络大门开关锁原理为压缩空气驱动气马达转动,带动锁门机构的涡轮蜗杆转动,牵引锁舌上下运动,从而实现开关锁。
牵伸线增容改造后,产品包重由250 kg提高到300 kg,但打包机未做改造,打包机锁门机构及气马达故障显著增多,锁门机构传动部件磨损严重,如图2至图4,检修后的锁门机构备台连续使用周期不到一年,维修维护工作量大,频繁检修不仅增加检修费用,也会导致产量损失和消耗上升。现有锁门机构已不能满足稳定生产需求,需要改造。

图2 轴磨损前后对比

图3 传递动力的腰型板磨损前后对比

图4 滑槽衬板的磨损前后对比
2 改造方案
打包机活络大门的开关锁动作,分成两部分来实现,第一部分为活络大门上锁门机构改造;第二部分为液压控制系统研制。
2.1活络大门上锁门机构部分改造
通过拆除锁门机构及气马达,选择合适的液压油缸,设计加工专用部件[1],来实现HV803打包机活络大门的开关锁。选用液压油缸代替原锁门机构中蜗轮蜗杆,由油缸活塞的上下运动代替蜗轮蜗杆的转动,实现锁舌的上下运动,进而实现开关锁。动力源由压缩空气改为液压油,见图5所示。

图5 改造后的油压锁门机构1-锁舌;2-螺母;3-弹垫;4-平垫;5-油缸;6-传动杆;7-螺栓
2.2液压控制系统研制
油缸的开锁关锁动作,选用三通电液换向阀、溢流阀、2位4通阀、压力表等部件来组成液压回路,在一台打包机的A箱进行了试验,试验成功,液压回路图见图6所示。

图6 液压油流向图
因每台打包机有2套锁门机构,因此设计了2只三通电液换向阀、1只溢流阀、2只2位4通阀、压力表等,以及液压回路,改造后液压原理图如图7所示。
开锁关锁的逻辑关系为:由阀一切换油泵的供油,将油供给锁门机构液压系统;阀二负责A、B两个大门油缸的供油切换;阀三负责控制系统压力,防止压力超限;阀四、阀五分别负责油缸的上下运动,实现开锁关锁。如:锁门油缸A开关锁,则阀一给锁门机构系统供油,阀二切断锁门油缸B供油,给锁门油缸A供油,阀四负责换向实现锁门油缸A的上下动作,实现开锁关锁。锁门油缸B同理实现开锁关锁[2]。
3 锁门机构受力分析
3.1原来涡轮蜗杆锁门机构受力分析
主要参数:
蜗轮蜗杆锁门机构:模数 8
蜗杆头数 1
蜗轮齿数 34
外径 300 mm
锁门气马达:型号 NRM3-220
空气压力 0.6 MPa
功率 3 P·S(≈2.2 kW)
自由转速 220 r/min
蜗杆传动时,齿面上作用的法向力Fn和摩擦力Ff可分解为三个相互垂直的分力:圆周力Ft、径向力Fr和轴向力Fa。当蜗杆轴与涡轮轴交错角为90°且蜗杆主动时,蜗杆涡轮所受力的大小和对应关系为:

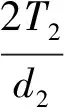
Fr1=Fr2=Ft2×tanα
其中:T1=9 549×P/n=95.49,T1:输入扭矩Nm;P:输入功率2.2 kW;转速n: 220 r/min)
T2=T1×i×η=2 272.662,i:传动比34;η:传动效率,一般0.7~0.9,取0.7
则Fa1=15 151.08 N
蜗轮与锁舌装在同一轴上,由于蜗轮外径为300 mm,锁舌驱动处外径约150 mm,因而锁舌驱动力为F1=2Fa1=30 302.16 N。

图7 工作液压原理图
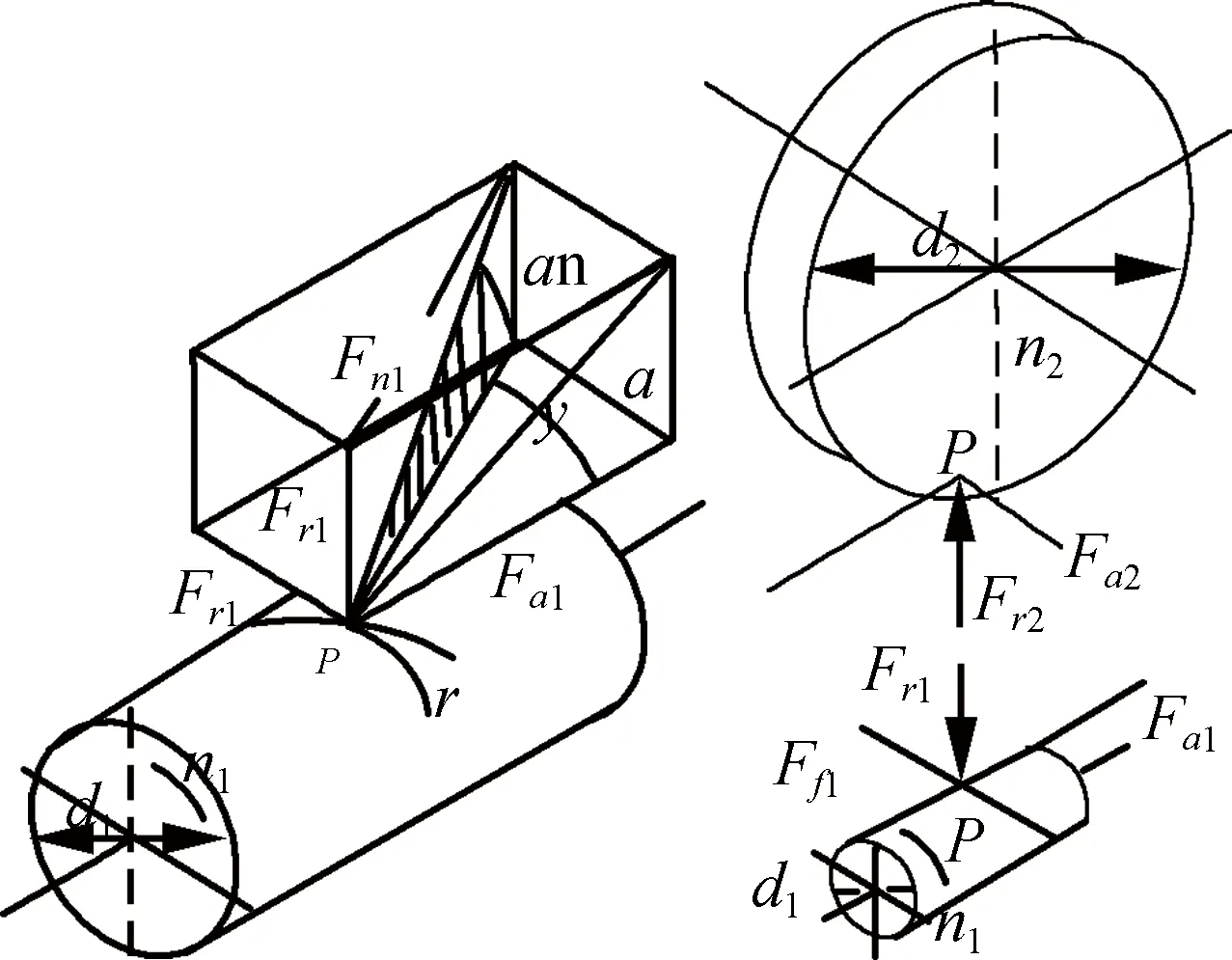
图8 蜗杆传动的受力分析
3.2改造后的液压油缸锁门机构压力分析
油缸活塞直径150 mm,液压油压力最大可达15 MPa。
最大活塞杆的推力:F2=P×π×r2=264 937.5 N,远大于原来涡轮蜗杆产生的力,现正常工作油压为4 MPa(压力可调),产生的推力为70 650 N,锁舌驱动力较原来提高2.3倍,满足了打包机锁门需求。
4 改造效果
一台打包机A门于2016年11月试验改造后7个月来,未发生打包机活络大门的开关锁故障,改造达到了设想的效果,满足了打包机稳定运行。实际效果对比见图9。其余同类型打包机的改造已按计划安排实施。
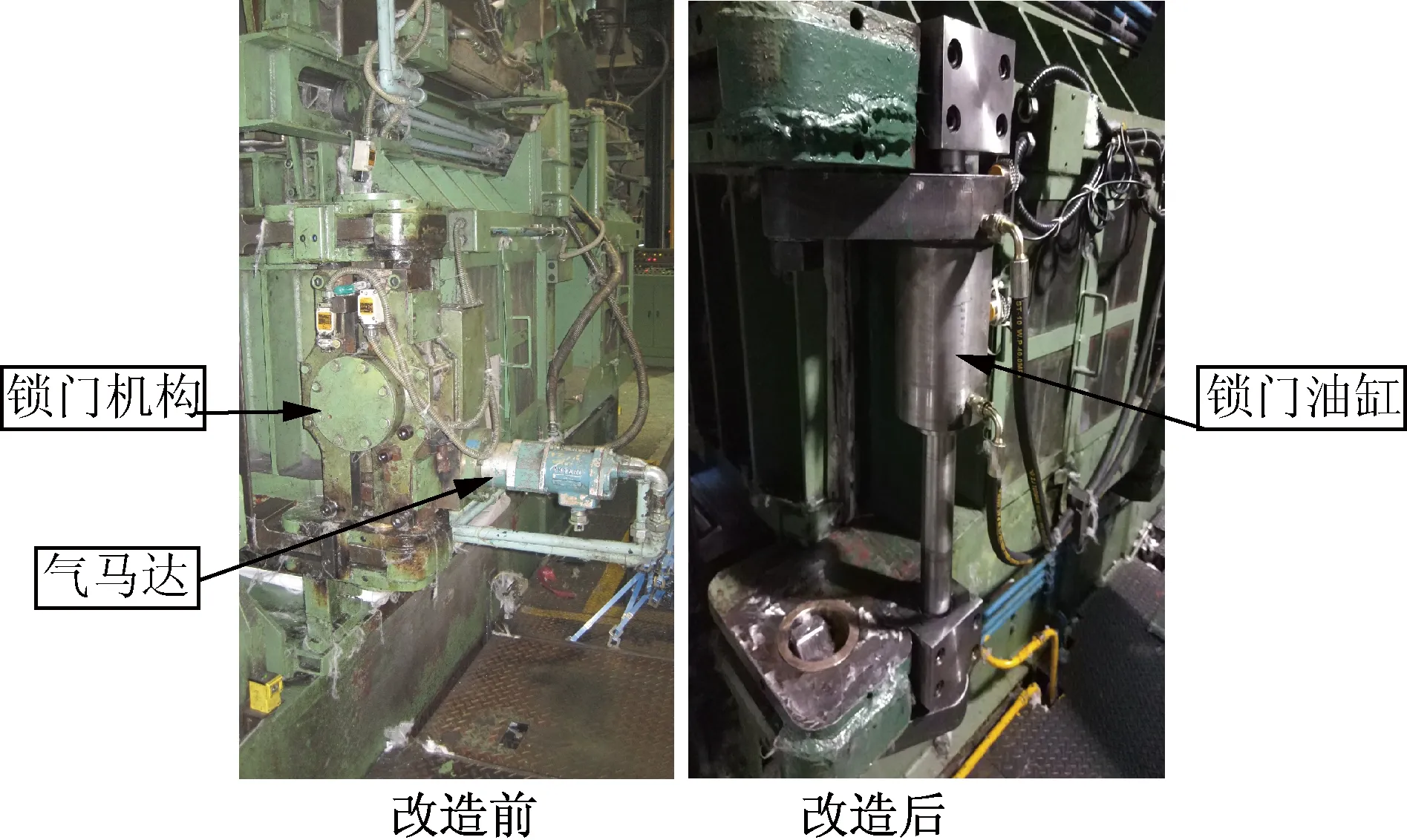
图9 锁门机构前后改造对比
锁门机构改造前后对比,产生的技术效果和经济效益、社会效益有:
a) 锁门传动机构结构大为简化,大大减轻了其日常维护工作量。改造前锁舌由气马达驱动、蜗轮蜗杆传动、曲柄连杆机构带动,结构复杂,传动零部件多,摩擦阻力大,传动效率不高;改造后为液压油缸直接带动(锁舌与缸体直接连接,液压油压力源利用打包机现有液压系统),结构简单,传动效率高。
b) 增加了锁门机构驱动力(锁舌正常工作时,其驱动力较原来提高了2.3倍),提高了传动可靠性,解决了生产线增容改造后打包机锁门机构能力不足瓶颈问题。
c) 大大减少了打包机锁门故障次数,节约了维修及备件费用。每年每台可节约备件费、修理费2.5万元,减少因故障开停车而产生的废丝损失约1万元。
d) 消除了气马达气流噪音及排出的含油空气,改善了操作人员工作环境。
[1] 徐灏.机械设计手册.北京:机械工业出版社,1995:61-97.
[2] 陈启松.液压传动与控制手册(M).上海:上海科学技术出版社,2006:289-378.
ReconstructionofHV803modelpackingmachinelockingmechanism
Jia Chuanbing
(StapleFiberProductionCenterofSinopecYizhengChemicalFiberCo.,Ltd.,YizhengJiangsu, 211900,China)
In order to fix frequent breakdown issue of HV 803 packing machine locking mechanism driven by air motor, hydraulic actuator is applied instead of original worm gear driven and air motor controlling. After reconstruction, it brought us a lot of benefits such as improving lock action reliability, reducing overhaul frequencies, saving maintenance cost, improving work environment.
packing machine; locking mechanism; air motor; hydraulic cylinder; reconstruct
TH13
B
1006-334X(2017)03-0044-04
2017-07-13
贾传兵(1977-),江苏仪征人,机械工程师,主要从事涤纶短纤设备管理工作。
