金堆城钼矿选矿新工艺研究及应用
2017-06-27张岩
张 岩
(金堆城钼业股份有限公司,陕西 华县 714102)
金堆城钼矿选矿新工艺研究及应用
张 岩
(金堆城钼业股份有限公司,陕西 华县 714102)
通过高压辊磨试验、粗扫一泡不同细度试验,并借鉴57%钼精矿生产及脱水先进工艺,金堆城新建日处理1万t的选矿生产线,碎矿采用三段一闭路+高压辊开路,磨矿及浮选采用“分段磨矿-阶段选别”,钼精矿脱水采用浓缩-压滤两段脱水工艺流程,实现了设备大型化、高效化。钼精矿品位较老线提高了1.24%,选钼回收率提高了0.34%。
高压辊磨;分段磨矿;阶段选别;压滤
0 引 言
近年来,国内外选矿工艺技术及主要装备水平均有了很大的提高,“多碎少磨”和设备大型化已成为发展趋势。世界主要钼选矿生产厂家技术和装备更新很快,生产规模大型化,产品性能不断提高,生产成本不断降低,在金属价格低迷的情况下仍有获利空间。百花岭选矿厂于1983年投产,选用了当时先进的工艺和设备。经过30多年的运行,设备老化严重,工艺上也存在一些瓶颈,这些均影响了选厂的生产效率,制约了公司的发展后劲。近年选厂也曾进行了一些工艺、设备改造,但受厂房高度限制,多采用与原设计规格、性能相当的设备,没有从根本上改进或提升选厂的装备水平。为提升选矿厂技术和装备水平,提高选矿技术经济指标,满足下游产业对高品质钼精矿的产量需求,加快公司采选、冶炼、化工、金属深加工整体产业链升级,进行了金堆城钼矿选矿新工艺研究,并在百花岭选矿厂的预留场地上新建一条日处理1万 t的选矿生产线。
1 矿石性质
金堆城有南、北2个露天矿。北露天矿主要有花岗斑岩和安山玢岩;南露天矿主要是安山玢岩,其次为石英岩和花岗斑岩,再次为辉绿岩及凝灰质板岩。安山玢岩分布较广,在现开采境界内占70%以上。矿石中主要金属矿物有辉钼矿、黄铜矿、黄铁矿、闪锌矿、方铅矿及磁铁矿等,主要非金属矿物有长石、石英、绢云母、白云母、黑云母、方解石、绿泥石等。辉钼矿矿石嵌布粒度范围在0~0.592 mm之间,大于0.074 mm的较少,大多集中于0~0.074 mm范围内,其中0~0.026 mm范围内分布最多,约占50%左右,属中细粒嵌布。
2 现有工艺
百花岭选矿厂日处理矿量2.2万t,碎矿采用“三段一闭路”工艺流程,碎矿粒度产品P80为14 mm,粗碎采用PXZ1200/160(180)旋回破碎机2台;中碎采用PYB2200标准圆锥破碎机4台,细碎采用PYD2200短头圆锥破碎机6台。磨矿浮选工艺采用一段磨矿后铜钼混合粗选,粗尾选硫,粗精矿再磨分级、两次擦洗,五次精选得到品位57%左右的钼精矿[1]。磨矿采用MQG3600×4000球磨机9台, MQY3600×6000球磨机1台,粗选段采用XCF/KYF-24浮选机44台。
3 试验研究
3.1 高压辊试验
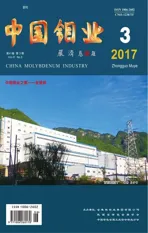
从百花岭选矿厂碎矿车间取二筛分筛下量,选择不同的辊胎耐磨表面、压力进行试验。试样粒度组成及物理性能见表1,试验所用高压辊磨机主要参数见表2,开路试验结果见表3。试验结果表明:(1)该矿适合应用高压辊磨进行细碎作业。在给矿粒度0~25 mm且0~5 mm部分约占41 %的情况下,在破碎金属矿石常用的工作压力下(约4.0~4.5 N/mm2),破碎产品中料和边料中0~5 mm部分所占比例可提高到75%左右。11.2~25 mm部分所占比例相应地从给矿的34.36 %降低到6%左右。d80由给矿的14.27 mm降低到7.5 mm。(2)高压辊磨开路破碎产品除了细粒产物含量高以外,具有大颗粒极少的特点,16~25 mm部分所占比例仅为1 %左右,所以高压辊磨的开路破碎产品可以直接给入球磨机入磨[2]。

表1 高压辊磨给料试样性质

表2 高压辊磨机主要参数
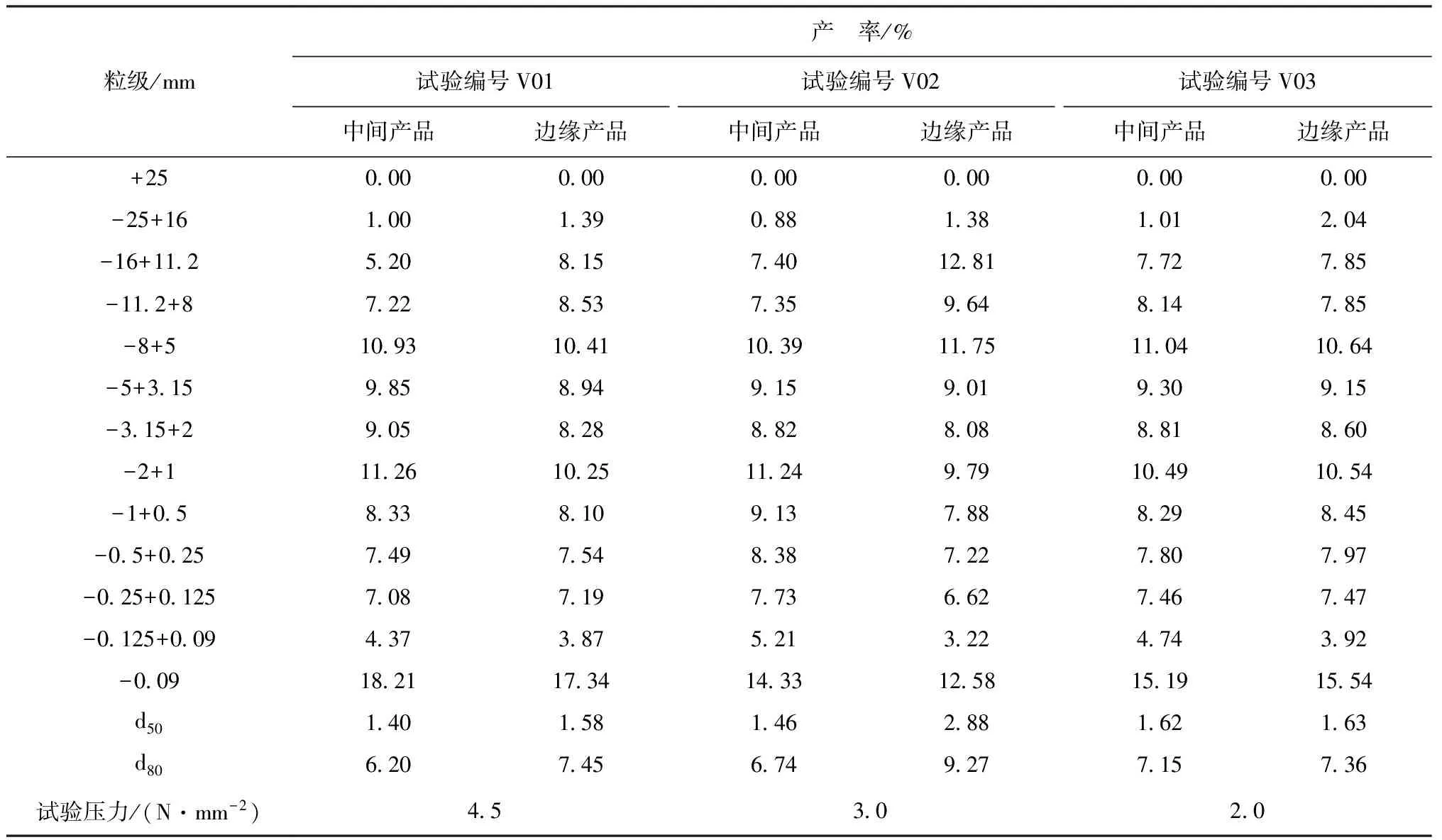
表3 高压辊开路试验结果(柱钉耐磨表面)
3.2 粗扫一泡不同细度浮选试验
从磨浮车间3系统采取粗扫一泡沫进行不同磨矿细度与浮选试验,磨矿时间与细度及选矿指标关系见图1。试验结果表明,在一定范围内,随着磨矿时间增加,磨矿细度有所提高,相应的精矿回收率、精矿品位也提高。粗扫一泡磨5 min时的精矿回收率最高,细度-400目、精矿回收率和精矿品位分别为90.02%、83.56%、2.46,细度比没有磨矿时增加5.85个百分点,精矿回收率增加5.73个百分点。当磨矿细度进一步增加时,回收率有所降低。说明对粗扫一泡进行再磨是必要的,但磨矿细度不宜过细。
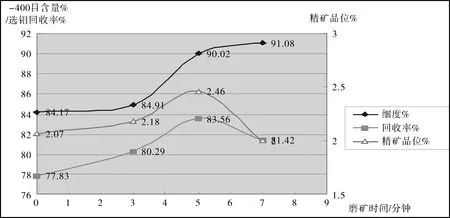
图1 磨矿时间与细度及选矿指标关系
3.3 57%钼精矿工艺研究及应用
2006年完成了旋溢一段擦洗试验,旋溢两段擦洗试验,粗精矿浓缩脱药一段再磨试验,粗精矿浓缩脱药一段再磨一段擦洗试验,粗精矿浓缩脱药一段再磨两段擦洗试验。 通过试验确定出生产57%钼精矿合理的工艺流程。当年在磨浮车间2系统应用,2007年在3系统推广完善,形成了生产57%钼精矿稳定工艺[3]。
3.4 钼精矿脱水试验研究及应用
2008年随着高品质(57%)钼精矿的生产,产品细度变细,生产过程中堵塞滤布,造成干燥产品水分高。针对该情况对各种脱水设备进行了考察,并对微波干燥机、电磁螺旋干燥机和LAROX全自动压滤机进行了物料试验。试验结果表明LAROX压滤机处理高品位钼精矿最合适。2010年浓缩、压滤两段脱水新工艺在成品车间成功应用,新工艺可将钼精矿水分控制在10%以内,处理能力平均达到3.0 t/h,可节约生产成本90.02元/t钼精矿,同时可以杜绝锅炉烟气排放、蒸汽的泄漏和钼精矿粉尘飞扬,降低了工人劳动强度,进行环保生产[4]。
4 设计工艺流程及选矿设计指标
根据试验研究,结合生产实践,新建10 000 t/d选矿生产线碎矿采用三段一闭路+高压辊开路破碎流程,粗碎与百花岭老线共用一台旋回破碎机,即老线旋回下给矿皮带经改造后分流出一部分矿石给入新线破碎系统,中、细碎各一台CH870EC 、CH870EF破碎机,一台500/15-1000高压辊,破碎产品粒度为P80=7.5 mm。
磨矿及选别采用“分段磨矿-阶段选别”工艺流程。粗磨回路采用1台φ5.50×8.5 m球磨机与8台φ710 mm水力旋流器组成闭路磨矿,磨矿产品细度为-0.074 mm占60%,旋流器溢流经搅拌调浆后依次进行钼铜混合浮选-硫浮选。钼铜混合浮选采用浮选柱+浮选机联合浮选流程,即一次粗选采用2台浮选柱、共6台采用KYF-100浮选机进行三次扫选[5],其中扫I泡沫经立磨机与旋流器组成的再磨分级作业后返回粗选作业;钼铜混合粗精矿经浓缩脱药、一段再磨、两段擦洗、五次浮选柱精选、三次浮选机精扫选后得到含钼57%的钼精矿。钼精矿脱水采用浓缩-压滤两段脱水工艺流程,精矿水分为10%。设计工艺流程见图2,选钼设计指标见表4。
图2 设计选矿工艺流程
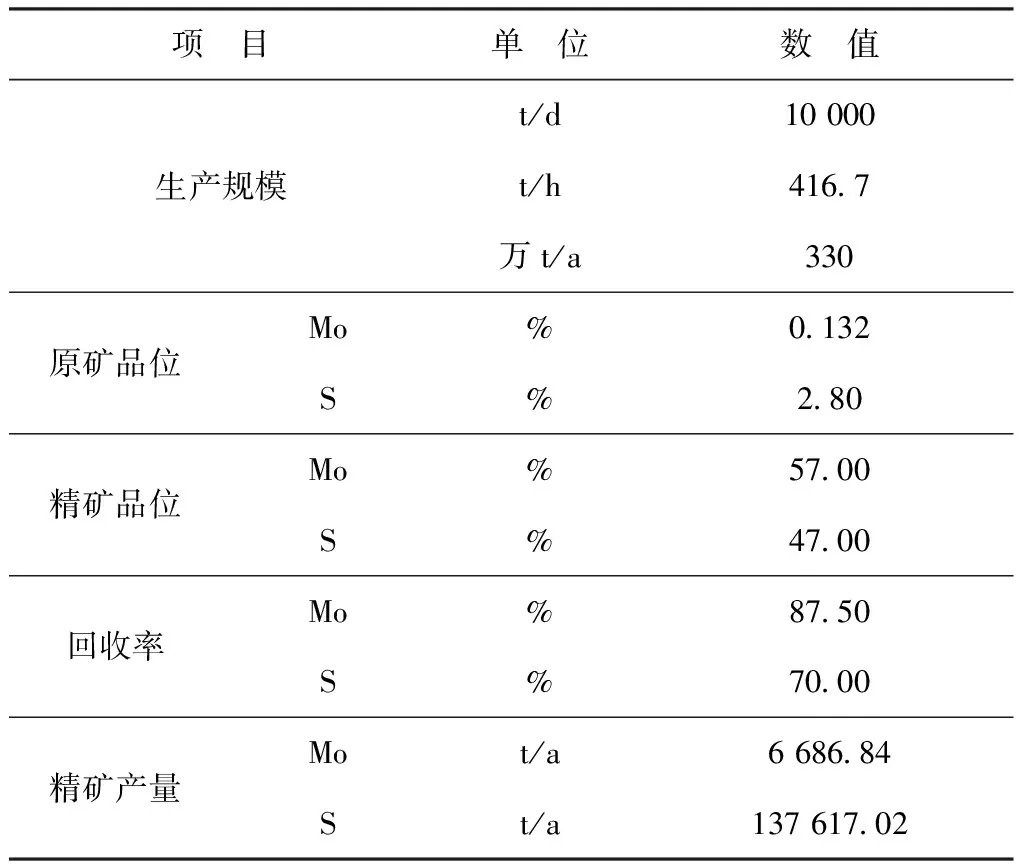
表4 选矿设计指标
5 应用情况
5.1 生产情况
新工艺生产线于2011年9月1日带料调试运行。2012年3~8月,新生产线技术指标趋于稳定,基本达产达标,生产主要指标见表5。2012~2016年新老线主要生产技术指标见表6。由表5可以看出,处理矿量接近设计时,钼精矿品位为57.04%,选钼理论回收率达到87.51%。从表6看出,新线年处理能力和台时效率均超过设计值,新线与老线在原矿品位相近的情况下,选钼理论回收率相近,但钼精矿品位较老线高。
5.2 新工艺存在问题
(1)随着爆破技术的提高,采场供矿中粉矿较多,其中-12 mm占35%~40%,经破碎后高压辊排矿中-2 mm占51%~53%,-0.074 mm占12%~14%。这些细粒级进入球磨机后一方面导致过磨,影响选矿回收率,另一方面降低球磨机台时效率,影响碎磨成本。
(2)由于新线从碎矿到磨矿及整个浮选均为单一生产线,没有备用系列,尤其是高压辊磨机更换辊胎时间较长,影响整个新线设备运转率。
(3)中细碎及超细碎均为进口设备,备件进货周期长,费用较高,影响设备运转率和维修成本。
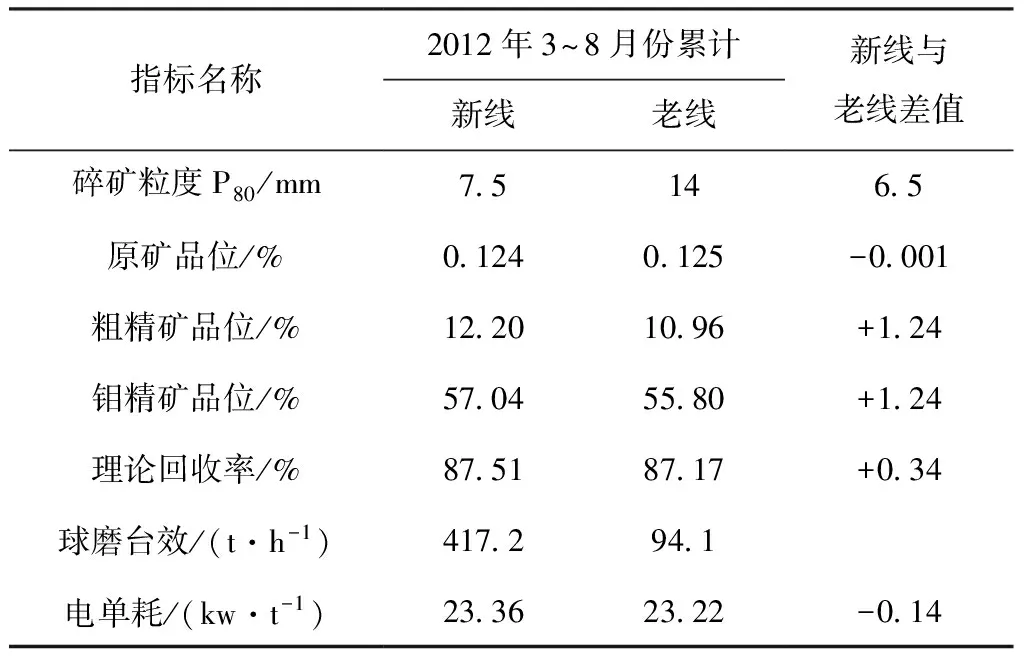
表5 2012年3~8月份老线、新线指标对比
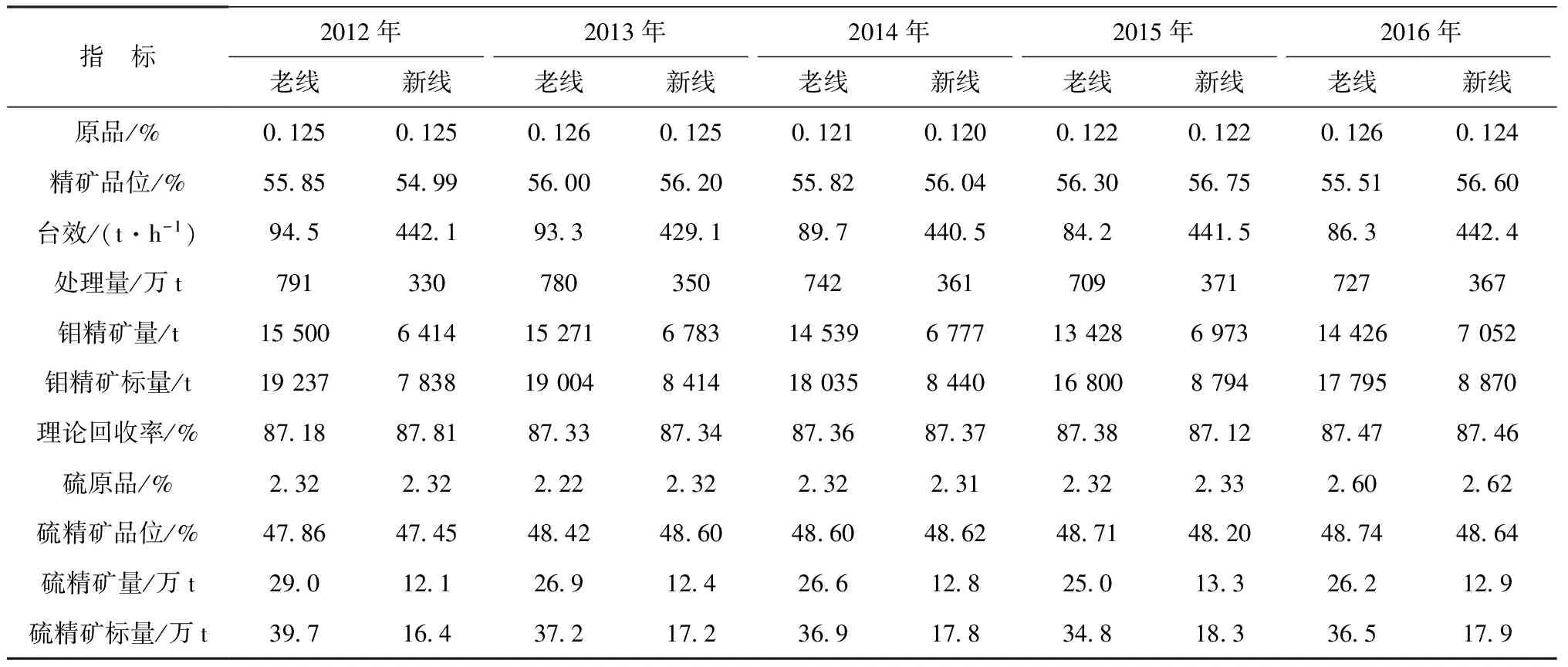
表6 2012年~2016年老线、新线生产指标
6 技术经济分析
6.1 技术水平分析
本研究在钼矿首次采用“三段一闭路+高压辊磨”碎矿工艺,使最终碎矿产品粒度达到P80=7.5 mm,与常规碎磨流程相比,实现了“多碎少磨”和节能降耗的目的,开创了高压辊磨机在有色行业应用的先河。钼浮选采用“柱机联合、中矿再磨”粗选工艺及“机柱联合+泡沫擦洗”精选工艺,钼精矿脱水采用“浓缩+压滤”两段工艺,设备大型化、高效化,提高了选钼回收率,并在较短时间内实现了达产达标,提升了公司选矿工艺技术装备水平,为国内钼选矿工艺技术升级改造提供典范,成果达到国际先进水平。新工艺技术与国内外同类先进技术比较结果见表7。
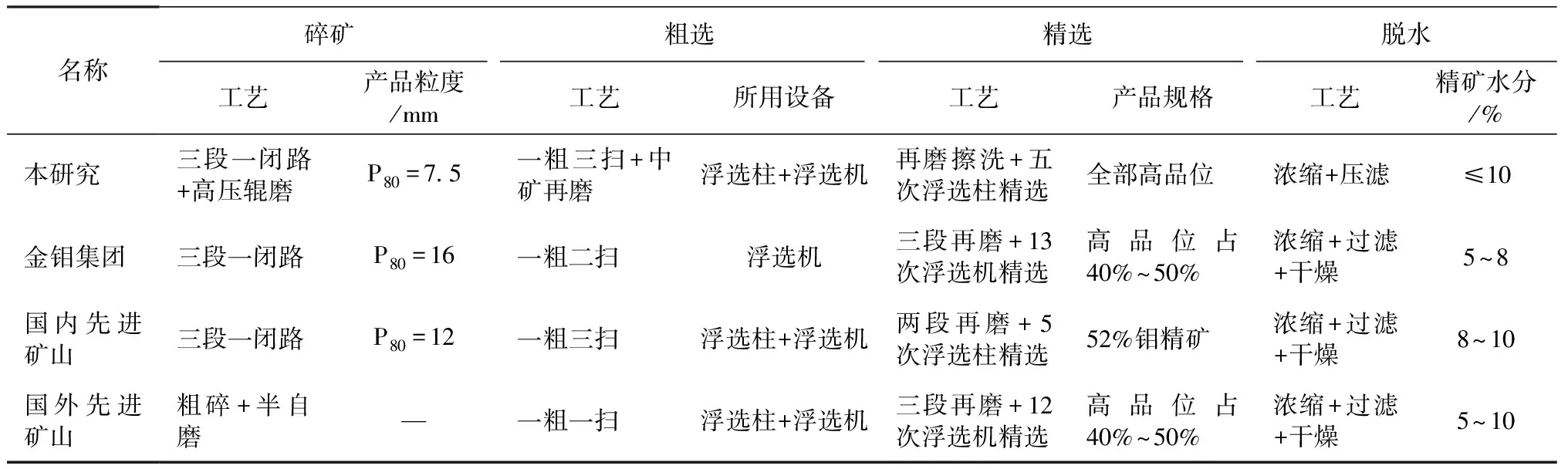
表7 项目技术与国内外同类先进技术比较
6.2 经济效益分析
新工艺选矿部分共投入3.34亿元,2012~2016年间,新系统累计处理原矿1 779万 t,生产钼精矿(含Mo 45%)42 356 t、硫精矿(含S 35%)87.6万 t。两产品生产成本分别为19 550元/t、123元/t,露天矿矿石成本23元/t。两产品平均销售价格按:45%钼精矿1 250元/吨度,35%硫精矿450元/t,共增加产值14.3亿元,年平均新增产值2.86亿元。
7 结论及建议
(1)新工艺碎矿采用“三段一闭路+高压辊磨”新工艺,降低了碎矿产品可磨性,实现了多碎少磨、节能降耗;钼粗选采用“柱机+中矿再磨联合”新工艺,提高了粗选回收率;钼精选采用“机柱联合+泡沫擦洗”新工艺,实现了浮选法全部生产57%高品质钼精矿。钼精矿脱水应用“浓缩+压滤”工艺,取消了干燥作业,简化了工艺流程,避免微细粒钼精矿飞扬导致的环境污染和金属流失。
(2)生产实践表明,新工艺流程简单、操作方便、运行稳定可靠、自动化程度高。新工艺应用后,选钼理论回收率达到87.51%,达到预期目标。
(3)新工艺在较短的时间内达产达标,年平均新增产值2.86亿元,经济效益显著。该成果有着广阔的推广应用前景,将促进国内钼选矿技术的进步。
(4)日常生产管理中,要加强设备管理,强化正规操作,进一步优化碎磨及浮选工艺参数,提高选别指标。
(5)建议对高压辊磨排矿中-0.074 mm粒级开展分级并提前入选试验研究。
(6)建议对进口设备备件国产化研究及应用。
[1] 王漪靖,张学武.浮选机-浮选柱联合新工艺生产含57%钼精矿[J].金属矿山,2011,(4):62-66.
[2] 李九洲,王金玮,康建雄.高压辊磨机在金堆城钼矿的应用试验[J].现代矿业,2011,(2):95-96.
[3] 刘迎春.57钼精矿工艺研究与生产实践[J].教育科学博览,2011,(10):39-40.
[4] 刘迎春,李九洲,张美鸽.钼精矿脱水新工艺研究及应用[J].中国钼业,2012,36(1):30-33.
[5] 沈政昌,卢世杰,杨丽君.KYF系列大型浮选机的研制开发与利用[J].有色金属, 2008,(4):117-121.
RESEARCH AND APPLICATION OF MOLYBDENUM ORE DRESSING TECHNOLOGY IN JINDUICHENG
ZHANG Yan
(Jinduicheng Molybdenum Co.,Ltd.,Huaxian 714102,Shaanxi,China)
By high pressure roller mill test, coarse scavenging one foam different fineness test, and using the reference of the advanced 57% molybdenum ore concentrate production and dehydration process, new mineral processing production line of day processing 10 000 tons was built, adopting three stage crushing with single closed circuit+ high-pressure roller open circuit, stage grinding-stage separation for grinding and flotation, enrichment -filtration two stage for molybdenum concentrate dehydration, facility upsizing and high efficiency were realized. Compared with the old line,the grade of molybdenum concentrate was increased by 1.24%, the molybdenum recovery was increased by 0.34%.
high pressure roller mill; stage grinding; stage separation; filter pressing
2017-02-09;
2017-03-07
张 岩(1968—),男, 选矿工程师。E-mail:shaanxzhy@126.com
10.13384/j.cnki.cmi.1006-2602.2017.03.004
TD954
A
1006-2602(2017)03-0017-06